

Tiefziehpressen: Tiefziehen ist ein Umformverfahren, bei dem ein flaches Blech durch Einwirkung einer mechanischen Kraft in eine hohle Form umgeformt wird. Das Ziel ist es, eine dreidimensionale Struktur zu erzeugen, die je nach Einsatzgebiet variieren kann. Typische Produkte sind Karosserieteile, Behälter, Gehäuse und viele andere Bauteile, die aus dünnen Blechmaterialien gefertigt werden. Tiefziehen ist in der industriellen Fertigung weit verbreitet, da es sowohl für die Massenproduktion als auch für die Herstellung von Kleinserien geeignet ist.
Historische Entwicklung und Einsatzgebiete
Die Geschichte des Tiefziehens lässt sich bis in das 19. Jahrhundert zurückverfolgen, als die ersten Blechbearbeitungsprozesse zur Herstellung von einfachen Behältern angewendet wurden. Mit dem Aufkommen der Automobilindustrie und dem steigenden Bedarf an komplexen Bauteilen entwickelte sich das Tiefziehen zu einem zentralen Verfahren. Heute wird es in vielen Branchen eingesetzt, darunter:
- Automobilindustrie: Herstellung von Karosserie- und Strukturteilen
- Haushaltsgeräteindustrie: Produktion von Waschmaschinen- und Ofenteilen
- Verpackungsindustrie: Herstellung von Dosen, Bechern und anderen Behältern
1.3 Vorteile und Herausforderungen des Tiefziehens
Das Tiefziehen bietet viele Vorteile gegenüber anderen Umformverfahren. Dazu gehören die Möglichkeit, komplexe Geometrien zu erzeugen, eine hohe Wiederholgenauigkeit und die effiziente Materialnutzung. Herausforderungen bestehen jedoch in der Prozessoptimierung, um Materialfehler zu vermeiden und die Werkzeuglebensdauer zu maximieren.
2.1 Prinzipien des Tiefziehens
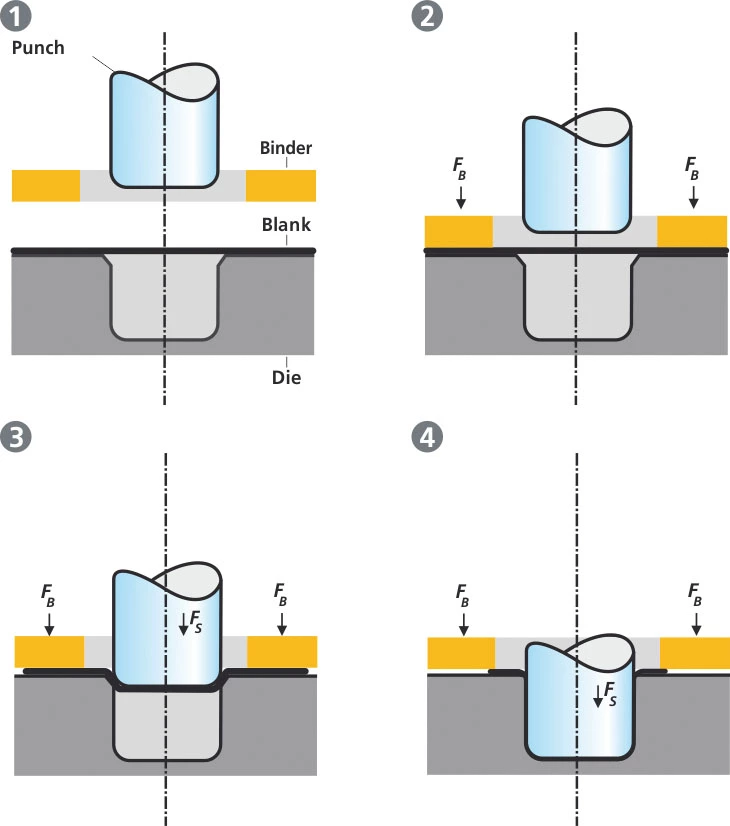
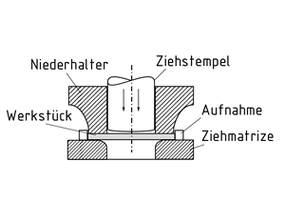
Das Tiefziehen basiert auf der plastischen Verformung des Materials, bei der das Blech in eine Matrize gepresst wird, während ein Stempel die gewünschte Form vorgibt. Ein Niederhalter wird verwendet, um Faltenbildung an den Rändern zu verhindern. Die Umformung erfolgt schrittweise, um das Risiko von Rissen zu minimieren.
2.2 Vergleich mit anderen Umformverfahren
Im Gegensatz zu Verfahren wie dem Stanzen oder Prägen handelt es sich beim Tiefziehen um ein volumenerhaltendes Verfahren, bei dem das Material in der Ebene umgeformt wird, ohne dass wesentliche Mengen an Material abgetragen werden. Dies unterscheidet es auch vom Biegen, bei dem das Material lediglich in eine gekrümmte Form gebracht wird.
2.3 Anforderungen an das Blechmaterial
Für das Tiefziehen geeignete Bleche sollten über eine hohe Duktilität und Festigkeit verfügen. Materialien wie Aluminium, Stahl und Edelstahl sind wegen ihrer Verformbarkeit und Zugfestigkeit besonders geeignet.
3. Materialeigenschaften und ihre Bedeutung für das Tiefziehen
3.1 Eigenschaften von tiefziehfähigen Metallen
Metalle, die gut tiefziehfähig sind, besitzen in der Regel hohe Duktilität und niedrige Streckgrenzen. Tiefziehstähle und Aluminiumlegierungen sind besonders gut geeignet, da sie sich bei hohen Dehnungen nicht sofort verfestigen und so tiefe Umformungen ohne Materialversagen ermöglichen.
3.2 Blechdicke und ihre Auswirkungen auf den Prozess
Die Dicke des Blechs spielt eine entscheidende Rolle im Tiefziehprozess. Dünne Bleche sind leichter umformbar, neigen jedoch eher zur Rissbildung. Dickere Bleche erfordern höhere Kräfte und spezialisierte Werkzeuge, um eine gleichmäßige Umformung zu gewährleisten.
3.3 Materialauswahl für spezielle Anforderungen
Je nach Einsatzgebiet können unterschiedliche Anforderungen an das Material gestellt werden. Für Anwendungen, bei denen Korrosionsbeständigkeit entscheidend ist, sind Edelstähle und beschichtete Bleche besonders geeignet. In der Automobilindustrie wird häufig auf hochfeste Stähle zurückgegriffen, um die Festigkeit bei geringem Gewicht zu maximieren.
Einflussfaktoren auf den Tiefziehprozess
4.1 Werkzeuggeometrie und deren Einfluss
Die Geometrie von Stempel und Matrize hat wesentlichen Einfluss auf die Umformbarkeit des Materials. Abgerundete Ecken und Kanten reduzieren die Spannungsspitzen und verringern das Risiko von Rissen.
4.2 Niederhalterkraft und Ziehverhältnis
Die Niederhalterkraft muss sorgfältig eingestellt werden, um eine Balance zwischen Faltenvermeidung und Materialfluss zu erreichen. Das Ziehverhältnis, das das Verhältnis zwischen dem Durchmesser der Platine und dem Durchmesser des Stempels beschreibt, ist ebenfalls ein wichtiger Parameter für die Umformbarkeit.
4.3 Schmierstoffe und deren Rolle beim Tiefziehen
Schmierstoffe reduzieren die Reibung zwischen Werkzeug und Material und tragen so dazu bei, die Umformkräfte zu verringern und die Oberflächenqualität des Werkstücks zu verbessern.
1.1 Was ist Tiefziehen?
Tiefziehen ist ein Umformverfahren, bei dem eine flache Blechplatine durch die Einwirkung einer Presskraft in eine hohle Form umgewandelt wird. Dabei wird das Material in eine Matrize gedrückt, während ein Stempel die gewünschte Form vorgibt. Dieses Verfahren erlaubt die Herstellung komplexer Geometrien und ist für die Massenproduktion von tiefen, hohlen Bauteilen geeignet.
1.2 Bedeutung und Anwendungen des Tiefziehens
Der Tiefziehprozess hat eine große industrielle Bedeutung, da er in zahlreichen Branchen angewendet wird, etwa in der Automobilindustrie, der Herstellung von Haushaltsgeräten, in der Verpackungsindustrie und im Maschinenbau. Typische Produkte, die durch Tiefziehen hergestellt werden, umfassen Fahrzeugkarosserieteile, Metallverpackungen, Waschmaschinengehäuse und vieles mehr.
1.3 Ziele des Tiefziehprozesses
Das Hauptziel des Tiefziehens ist es, komplexe, hohle Strukturen aus Blech herzustellen, wobei hohe Maßgenauigkeit und Oberflächenqualität gewährleistet werden sollen. Der Prozess muss dabei so optimiert werden, dass Materialfehler minimiert und die Produktionskosten niedrig gehalten werden.
2.1 Vorbereitung des Materials
Die Vorbereitung des Materials ist entscheidend für die Qualität des Endprodukts. Hierzu gehört die Auswahl des geeigneten Blechmaterials, die Bestimmung der Blechdicke und die Wahl einer passenden Beschichtung oder Oberflächenbehandlung. Auch die Größe und Form der Ausgangsplatte muss exakt festgelegt werden.
2.2 Einstellen der Werkzeuge und Maschinen
Vor dem Start des Prozesses müssen die Werkzeuge, einschließlich Stempel, Matrize und Niederhalter, genau eingestellt werden. Die Werkzeuggeometrie muss den spezifischen Anforderungen des Werkstücks entsprechen, um eine gleichmäßige Umformung sicherzustellen. Die Maschine, in der Regel eine Tiefziehpresse, wird auf die erforderliche Presskraft und Geschwindigkeit eingestellt.
2.3 Durchführung des Tiefziehprozesses
Der Tiefziehvorgang beginnt damit, dass der Stempel die Blechplatine in die Matrize drückt. Der Niederhalter hält dabei den Rand des Blechs fest, um Faltenbildung zu verhindern. Während der Umformung wird das Material durch plastische Verformung in die gewünschte Form gebracht. Eine kontinuierliche Überwachung des Prozesses ist notwendig, um sicherzustellen, dass keine unerwünschten Defekte entstehen.
2.4 Entnahme und Nachbearbeitung des Werkstücks
Nach Abschluss des Umformvorgangs wird das Werkstück aus der Matrize entnommen. Gegebenenfalls sind Nachbearbeitungsschritte wie Beschnitt oder Oberflächenbehandlung erforderlich, um die gewünschten Toleranzen und die finale Oberflächenqualität zu erreichen.
3. Einflussfaktoren auf den Tiefziehprozess

3.1 Materialeigenschaften
Die Wahl des Materials beeinflusst den Tiefziehprozess maßgeblich. Materialien mit hoher Duktilität und geringer Streckgrenze sind besonders gut für das Tiefziehen geeignet, da sie größere plastische Dehnungen aushalten können, ohne zu reißen.
3.2 Werkzeuge und Werkzeuggeometrie
Die Form und Beschaffenheit von Stempel und Matrize haben einen erheblichen Einfluss auf die Umformbarkeit. Abgerundete Kanten und Ecken reduzieren Spannungen und tragen dazu bei, Materialversagen zu vermeiden.
3.3 Niederhalterkraft
Die Niederhalterkraft ist entscheidend, um Faltenbildung zu verhindern und die Materialflusskontrolle zu gewährleisten. Zu hohe Kräfte können das Material beschädigen, während zu niedrige Kräfte die Umformung beeinträchtigen.
3.4 Schmierstoffe und Reibung
Die Verwendung geeigneter Schmierstoffe reduziert die Reibung zwischen Material und Werkzeug, was die Umformkräfte verringert und die Lebensdauer der Werkzeuge verlängert. Gleichzeitig wird die Oberflächenqualität verbessert.
4. Tiefziehvarianten und ihre Besonderheiten
4.1 Konventionelles Tiefziehen
Das klassische Tiefziehen ist der am weitesten verbreitete Prozess und wird für die meisten Standardanwendungen verwendet. Dabei wird eine einfache Stempel-Matrizen-Kombination eingesetzt.
4.2 Rückwärtiges Tiefziehen
Beim rückwärtigen Tiefziehen wird das Material von außen nach innen in die Form gedrückt, was für bestimmte Geometrien vorteilhaft sein kann.
4.3 Hydromechanisches Tiefziehen
Beim hydromechanischen Tiefziehen wird zusätzlich zur mechanischen Einwirkung ein Flüssigkeitsdruck eingesetzt, um das Blech gleichmäßiger in die Matrize zu drücken.
4.4 Warmtiefziehen und Heißtiefziehen
Diese Varianten kommen zum Einsatz, wenn das Material bei Raumtemperatur nicht ausreichend duktil ist. Durch Erwärmen des Blechs wird die Umformbarkeit erhöht.
Tiefziehen ist ein Blechumformverfahren, bei dem eine flache Blechplatine durch mechanischen Druck in eine dreidimensionale hohle Form umgewandelt wird. Der Prozess wird typischerweise mithilfe einer Tiefziehpresse durchgeführt, bei der ein Stempel das Material in eine Matrize drückt, sodass das Blech plastisch verformt wird und die gewünschte Form annimmt. Ziel ist es, komplexe Bauteile mit hoher Maßgenauigkeit und Oberflächenqualität herzustellen. Tiefziehen wird häufig in der Automobilindustrie, in der Herstellung von Haushaltsgeräten und in der Verpackungsindustrie eingesetzt.
1.2 Bedeutung und Anwendungen des Tiefziehens
Der Tiefziehprozess spielt eine zentrale Rolle in vielen Industriezweigen. Typische Anwendungen umfassen:
- Automobilindustrie: Herstellung von Karosserieteilen wie Türen, Motorhauben und Kotflügeln. Diese Teile müssen sowohl leicht als auch stabil sein, was durch Tiefziehen ermöglicht wird.
- Haushaltsgeräteindustrie: Produktion von Gehäusen und Bauteilen für Geräte wie Waschmaschinen, Trockner und Kühlschränke.
- Verpackungsindustrie: Herstellung von Metallverpackungen wie Dosen, Bechern und Tuben.
- Luft- und Raumfahrt: Bauteile für Flugzeugstrukturen, bei denen hohe Festigkeit bei geringem Gewicht erforderlich ist.
1.3 Ziele des Tiefziehprozesses
Die Hauptziele des Tiefziehens sind:
- Herstellung komplexer Geometrien: Erzeugung von Bauteilen, die durch andere Verfahren schwer oder nicht wirtschaftlich zu produzieren wären.
- Hohe Maßgenauigkeit und Wiederholbarkeit: Sicherstellung, dass alle hergestellten Teile den gleichen Spezifikationen entsprechen.
- Effiziente Materialnutzung: Minimierung von Materialverschnitt und Abfall.
- Kosteneffektive Serienproduktion: Senkung der Herstellungskosten durch hohe Produktionsgeschwindigkeiten und Automatisierungsmöglichkeiten.
2. Schritte im Tiefziehprozess
2.1 Vorbereitung des Materials
Die Qualität des Ausgangsmaterials ist entscheidend für den Tiefziehprozess. Dazu gehören:
- Materialauswahl: Geeignete Metalle für das Tiefziehen sind typischerweise Aluminium, Stahl, Edelstahl und einige Kupferlegierungen. Diese Metalle bieten gute Verformbarkeit und Festigkeit.
- Blechdicke: Die Dicke des Blechs muss sorgfältig ausgewählt werden, da dünnere Bleche leichter zu formen sind, aber dickeres Material eine höhere Festigkeit bietet.
- Vorbehandlung der Oberflächen: Eine gründliche Reinigung der Platine ist notwendig, um Verunreinigungen zu entfernen, die den Prozess beeinflussen könnten.
2.2 Einstellen der Werkzeuge und Maschinen
Die Werkzeuge müssen korrekt eingestellt werden, um die gewünschten Ergebnisse zu erzielen:
- Stempel und Matrize: Die Geometrie des Stempels und der Matrize ist entscheidend für die Form des Endprodukts. Sie müssen auf die spezifischen Anforderungen der Anwendung abgestimmt sein.
- Niederhalterkraft: Ein Niederhalter wird eingesetzt, um die Platine während des Tiefziehens in Position zu halten und Faltenbildung zu verhindern. Die Niederhalterkraft muss so eingestellt werden, dass eine gleichmäßige Verformung ohne Materialbeschädigung gewährleistet ist.
2.3 Durchführung des Tiefziehprozesses
Der eigentliche Tiefziehvorgang erfolgt in mehreren Phasen:
- Positionierung der Blechplatine: Die vorbereitete Platine wird in die Tiefziehpresse eingelegt.
- Anwendung des Niederhalters: Der Niederhalter wird aktiviert, um die Platine an ihrem Platz zu halten.
- Einpressen des Stempels: Der Stempel drückt die Platine in die Matrize und formt das Blech zu der gewünschten Form.
- Entformung: Nach dem Umformen wird der Stempel zurückgezogen und das fertige Teil entnommen.
2.4 Entnahme und Nachbearbeitung des Werkstücks
Nach dem Tiefziehen kann es notwendig sein, das Werkstück weiter zu bearbeiten, um die gewünschten Toleranzen und Oberflächeneigenschaften zu erreichen:
- Beschnitt: Überschüssiges Material, das über die Form hinausragt, wird entfernt.
- Wärmebehandlung: Bei bestimmten Materialien kann eine Wärmebehandlung zur Spannungsreduzierung oder Festigkeitssteigerung erforderlich sein.
- Oberflächenveredelung: Dies kann Schleifen, Polieren oder Beschichten umfassen, um die endgültige Oberflächenqualität sicherzustellen.
3. Einflussfaktoren auf den Tiefziehprozess

3.1 Materialeigenschaften
Die Eigenschaften des verwendeten Materials beeinflussen den Tiefziehprozess stark:
- Festigkeit und Duktilität: Materialien mit hoher Duktilität lassen sich besser tiefziehen, da sie höhere plastische Dehnungen ohne Rissbildung zulassen. Materialien mit hoher Festigkeit können eine zusätzliche Herausforderung darstellen.
- Anisotropie: Einige Materialien zeigen unterschiedliche Umformbarkeit in verschiedenen Richtungen, was bei der Wahl des Blechzuschnitts berücksichtigt werden muss.
- Blechdicke: Dickere Bleche benötigen höhere Kräfte, sind aber weniger anfällig für Risse.
3.2 Werkzeuge und Werkzeuggeometrie
Die Form und das Material der Werkzeuge haben wesentlichen Einfluss:
- Stempelgeometrie: Eine abgerundete Kante am Stempel reduziert Spannungen und Risse am Werkstück.
- Matrizengeometrie: Die Matrize muss so gestaltet sein, dass sie das Material gleichmäßig verteilt und formt.
3.3 Niederhalterkraft
Die Niederhalterkraft ist entscheidend, um die Faltenbildung am Rand des Werkstücks zu kontrollieren:
- Hohe Niederhalterkräfte: Verhindern die Faltenbildung, erhöhen aber das Risiko von Rissen.
- Niedrige Niederhalterkräfte: Erlauben mehr Materialfluss, können aber zur Faltenbildung führen.
3.4 Schmierstoffe und Reibung
Schmierstoffe spielen eine wichtige Rolle im Tiefziehprozess, da sie:
- Reibung reduzieren: Was zu einer geringeren Umformkraft führt.
- Die Oberflächenqualität verbessern: Indem sie Abrieb verhindern.
4. Tiefziehvarianten und ihre Besonderheiten
4.1 Konventionelles Tiefziehen
Das Standardverfahren, bei dem eine flache Blechplatine mithilfe von Stempel und Matrize in eine tiefe Form gebracht wird.
4.2 Rückwärtiges Tiefziehen
Hierbei wird der Stempel von der gegenüberliegenden Seite des Werkstücks gedrückt, was besondere Vorteile bei bestimmten Geometrien bietet.
4.3 Hydromechanisches Tiefziehen
Eine Kombination aus mechanischem Druck und einem Flüssigkeitsdrucksystem, um das Blech gleichmäßiger in die Form zu drücken.
4.4 Warmtiefziehen und Heißtiefziehen
Verfahren, bei denen das Blechmaterial erhitzt wird, um die Umformbarkeit zu verbessern und die Umformkräfte zu reduzieren.
5. Typische Fehler im Tiefziehprozess und deren Vermeidung
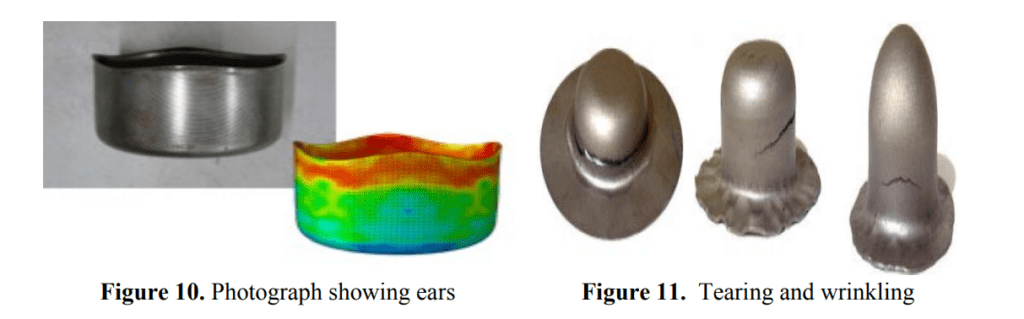
Beim Tiefziehen treten häufig Fehler und Probleme auf, die die Qualität des Endprodukts beeinträchtigen können. Zu den häufigsten Problemen zählen Rissbildung, Faltenbildung, Rückfederung und ungleichmäßige Materialdicke. Diese Fehler entstehen durch unzureichende Prozesssteuerung, falsche Materialwahl oder ungeeignete Werkzeuggeometrie. In diesem Abschnitt werden die häufigsten Fehler beschrieben und Methoden zur Vermeidung erläutert.
5.1 Rissbildung und Maßnahmen zur Vermeidung
Ursachen:
Risse entstehen, wenn das Blechmaterial über seine maximale Dehnung hinaus belastet wird. Dies tritt häufig bei hohen Umformgraden, ungeeignetem Material oder unsachgemäß eingestellten Werkzeugen auf.
Vermeidungsstrategien:
- Materialauswahl: Verwendung von Materialien mit hoher Duktilität, die größere Dehnungen zulassen.
- Werkzeugoptimierung: Anpassung der Werkzeuggeometrie, um scharfe Kanten zu vermeiden und die Belastung auf das Material gleichmäßig zu verteilen.
- Prozessparameter anpassen: Reduzierung des Ziehverhältnisses und Einsatz von Zwischenrecken, um die Umformung in mehreren Schritten durchzuführen.
- Schmierstoffe verwenden: Einsatz geeigneter Schmierstoffe zur Reduzierung von Reibung und Spannungen während des Umformprozesses.
5.2 Faltenbildung und wie man sie verhindert
Ursachen:
Falten treten auf, wenn das Material während der Umformung nicht ausreichend festgehalten wird und sich an den Rändern aufwölbt. Dies kann durch eine unzureichende Niederhalterkraft oder falsche Werkzeuggeometrie verursacht werden.
Vermeidungsstrategien:
- Niederhalterkraft erhöhen: Erhöhung der Niederhalterkraft, um die Ränder des Blechs zu fixieren und eine gleichmäßige Umformung zu gewährleisten.
- Werkzeuggeometrie optimieren: Verwendung von Werkzeugen mit speziellen Faltenvermeidungsmerkmalen, wie angepassten Rundungen oder gezielten Materialführungen.
- Mehrstufiges Tiefziehen: Durchführung des Tiefziehprozesses in mehreren Schritten, um eine gleichmäßige Materialverteilung zu erreichen.
5.3 Rückfederung des Materials und Kompensationstechniken
Ursachen:
Nach dem Tiefziehen kann das Material aufgrund seiner elastischen Eigenschaften zurückfedern, wodurch die Maßgenauigkeit beeinträchtigt wird.
Vermeidungsstrategien:
- Überkompensation der Werkzeuge: Die Werkzeuge werden so gestaltet, dass sie die erwartete Rückfederung kompensieren.
- Anpassung der Prozessparameter: Reduzierung der Umformgeschwindigkeit und der Ziehkräfte, um die Rückfederung zu minimieren.
- Nachbearbeitungsschritte einfügen: Gegebenenfalls Nachkalibrierungen vornehmen, um die Maße des Werkstücks genau einzuhalten.
5.4 Einfluss von Ziehverhältnis und Umformgeschwindigkeit
Das Ziehverhältnis beschreibt das Verhältnis zwischen dem Durchmesser der Ausgangsplatine und dem Durchmesser des fertigen Werkstücks. Ein zu hohes Ziehverhältnis kann zu Materialversagen führen.
Vermeidungsstrategien:
- Ziehverhältnis optimieren: Das Ziehverhältnis sollte so gewählt werden, dass das Material ohne Rissbildung geformt werden kann.
- Reduzierung der Umformgeschwindigkeit: Bei zu hohen Umformgeschwindigkeiten steigt das Risiko von Rissen, insbesondere bei empfindlichen Materialien.
Berechnungsmethoden im Tiefziehprozess
Um den Tiefziehprozess effizient und fehlerfrei zu gestalten, sind präzise Berechnungen erforderlich. Dazu zählen die Bestimmung des Ziehverhältnisses, die Berechnung der benötigten Kräfte und die Simulation des Prozesses.
6.1 Berechnung des Ziehverhältnisses
Das Ziehverhältnis ist ein zentraler Parameter im Tiefziehen. Es wird wie folgt berechnet:
Ziehverha¨ltnis=D0D1\text{Ziehverhältnis} = \frac{D_0}{D_1}Ziehverha¨ltnis=D1D0
wobei D0D_0D0 der Durchmesser der Platine und D1D_1D1 der Durchmesser des fertigen Werkstücks ist.
- Optimales Ziehverhältnis: Typische Werte liegen zwischen 1,5 und 2,5. Bei höheren Werten steigt das Risiko von Materialfehlern.
- Stufenweises Tiefziehen: Bei komplexen Geometrien kann der Prozess in mehreren Schritten mit unterschiedlichen Ziehverhältnissen durchgeführt werden.
6.2 Bestimmung der Niederhalterkraft und Presskraft
Die erforderliche Niederhalterkraft hängt von der Dicke des Blechs, der Materialeigenschaften und der gewünschten Umformung ab.
Formel für die Niederhalterkraft:
FH=k⋅A⋅σsF_H = k \cdot A \cdot \sigma_sFH=k⋅A⋅σs
wobei:
- FHF_HFH die Niederhalterkraft ist,
- kkk ein Faktor zur Berücksichtigung der Materialeigenschaften,
- AAA die Auflagefläche des Niederhalters und
- σs\sigma_sσs die Streckgrenze des Materials.
6.3 Einsatz von Finite-Elemente-Analyse (FEA) zur Prozessoptimierung
Die FEA ist eine computergestützte Methode, die zur Simulation des Tiefziehprozesses verwendet wird:
- Analyse der Spannungsverteilung: Ermittelt kritische Bereiche, in denen Risse oder Faltenbildung auftreten könnten.
- Optimierung der Werkzeuggeometrie: Erlaubt die Anpassung der Form, um eine gleichmäßige Verformung zu erreichen.
- Vorhersage der Rückfederung: Bietet die Möglichkeit, die Werkzeuggeometrie vorab zu kompensieren.
Werkzeuge und Maschinen für den Tiefziehprozess
Es gibt verschiedene Typen von Pressen, die je nach Anwendungsfall eingesetzt werden:
- Mechanische Pressen: Bieten hohe Arbeitsgeschwindigkeit, sind aber weniger flexibel bei der Einstellung der Presskraft.
- Hydraulische Pressen: Erlauben eine exakte Einstellung der Presskraft und sind ideal für anspruchsvolle Anwendungen.
- Pneumatische Pressen: Eignen sich für kleinere Anwendungen und leichtere Materialien.
7.2 Konstruktion und Herstellung von Tiefziehwerkzeugen
Die Werkzeuge bestehen typischerweise aus gehärtetem Stahl oder speziallegierten Werkstoffen, die hohe Verschleißfestigkeit und Maßhaltigkeit bieten.
7.3 Wartung und Pflege der Maschinen und Werkzeuge
Regelmäßige Wartung verlängert die Lebensdauer der Maschinen und verbessert die Qualität des Tiefziehens.
Moderne Technologien im Tiefziehen

8.1 Einsatz von Automatisierung und Robotik
Roboter können die Blechplatinen präzise handhaben und für wiederholbare Ergebnisse sorgen.
8.2 Digitalisierung und Prozessüberwachung (Industrie 4.0)
Mit digitaler Prozessüberwachung können Produktionsdaten in Echtzeit erfasst und analysiert werden, um die Qualität zu optimieren.
8.3 Neue Werkstoffe und Beschichtungen für Werkzeuge
Neue Werkstoffe und Beschichtungen verbessern die Standzeit von Werkzeugen und die Qualität der produzierten Teile.
9. Anwendungsbeispiele aus verschiedenen Industrien
9.1 Tiefziehen in der Automobilindustrie
Verwendung für Karosserie- und Strukturteile.
9.2 Anwendungen im Haushaltsgerätebau
Produktion von Gehäusen und Bauteilen für Waschmaschinen, Trockner und andere Geräte.
9.3 Verwendung in der Verpackungsindustrie
Herstellung von Metallverpackungen wie Dosen und Bechern.
10. Zukunftsperspektiven und technologische Entwicklungen
10.1 Trends und Innovationen im Tiefziehprozess
Neue Methoden zur Prozessüberwachung und Simulation.
10.2 Herausforderungen und Chancen der Nachhaltigkeit im Tiefziehen
Verbesserte Ressourcennutzung und umweltfreundlichere Materialien.
10.3 Zukünftige Anwendungen und Forschungsfelder
Entwicklung neuer Werkstoffe und hybrider Prozesse.
2. Schritte im Tiefziehprozess
Der Tiefziehprozess umfasst mehrere Schritte, die alle sorgfältig geplant und ausgeführt werden müssen, um hochwertige Produkte herzustellen. Diese Schritte umfassen die Vorbereitung des Materials, die Einrichtung der Werkzeuge und Maschinen, die Durchführung des Tiefziehvorgangs und die Nachbearbeitung des fertigen Werkstücks.
2.1 Vorbereitung des Materials
Die Vorbereitung des Materials ist ein entscheidender Schritt, der die Qualität des Endprodukts stark beeinflusst. Zu den wesentlichen Aspekten gehören:
- Materialauswahl: Die Wahl des geeigneten Blechmaterials ist entscheidend für den Tiefziehprozess. Typische Materialien sind Aluminium, Stahl, Edelstahl, Kupfer und verschiedene Legierungen. Die Auswahl hängt von den Anforderungen an das fertige Produkt ab, wie Festigkeit, Korrosionsbeständigkeit, Gewicht und Umformbarkeit. Materialien mit hoher Duktilität und geringer Streckgrenze eignen sich besonders gut für das Tiefziehen, da sie höhere Dehnungen zulassen.
- Blechdicke: Die Dicke des Ausgangsmaterials beeinflusst die Umformbarkeit und die benötigten Kräfte. Dünnere Bleche sind leichter zu formen, neigen aber eher zur Rissbildung. Dickere Bleche erfordern mehr Umformkraft und haben eine größere Rückfederung. Die Wahl der Blechdicke muss so erfolgen, dass das Material die geforderten Festigkeits- und Formgebungseigenschaften erfüllt.
- Vorbehandlung der Oberflächen: Vor dem Tiefziehen ist eine gründliche Reinigung der Blechoberfläche notwendig, um Verunreinigungen, Oxide und Ölreste zu entfernen, die den Umformprozess negativ beeinflussen könnten. In manchen Fällen kann es sinnvoll sein, eine Beschichtung oder spezielle Oberflächenbehandlung anzuwenden, um die Gleiteigenschaften zu verbessern und die Reibung zwischen Material und Werkzeug zu reduzieren.
2.2 Einstellen der Werkzeuge und Maschinen
Die richtige Einstellung der Werkzeuge und Maschinen ist entscheidend, um den Tiefziehprozess erfolgreich durchzuführen. Dazu gehören:
- Werkzeugkonfiguration: Die Werkzeuge, bestehend aus Stempel, Matrize und Niederhalter, müssen genau auf die Form des gewünschten Endprodukts abgestimmt sein. Die Geometrie des Stempels und der Matrize bestimmt maßgeblich, wie sich das Material während des Umformvorgangs verhält. Der Stempel muss eine geeignete Form haben, um das Blech gleichmäßig in die Matrize zu drücken, während scharfe Kanten vermieden werden sollten, um Spannungsspitzen zu reduzieren.
- Niederhalterkraft: Der Niederhalter wird eingesetzt, um das Blech während des Tiefziehvorgangs in Position zu halten und Faltenbildung zu verhindern. Die Niederhalterkraft muss sorgfältig eingestellt werden, um eine gleichmäßige Umformung zu ermöglichen, ohne dass das Material beschädigt wird. Eine zu hohe Niederhalterkraft kann zu Rissen führen, während eine zu niedrige Kraft Faltenbildung begünstigen kann.
- Maschineneinstellungen: Die Maschine, in der Regel eine Tiefziehpresse, muss auf die erforderliche Presskraft, Hubgeschwindigkeit und Arbeitszyklen eingestellt werden. Diese Parameter beeinflussen die Qualität des Endprodukts und müssen auf das jeweilige Material und die Komplexität der Form abgestimmt sein.
2.3 Durchführung des Tiefziehprozesses
Der eigentliche Tiefziehprozess besteht aus mehreren Schritten, die präzise aufeinander abgestimmt sind, um eine gleichmäßige Verformung des Blechs zu gewährleisten:
- Positionierung der Blechplatine: Die vorbereitete Blechplatine wird in die Tiefziehpresse eingelegt. In automatisierten Fertigungsprozessen geschieht dies meist mit Hilfe von Robotern oder speziellen Zuführsystemen, die das Blech in die richtige Position bringen.
- Anwendung des Niederhalters: Der Niederhalter wird aktiviert und drückt auf den Rand der Platine, um sie während der Umformung zu fixieren. Dadurch wird verhindert, dass sich das Material unkontrolliert bewegt oder Falten bildet.
- Einpressen des Stempels: Der Stempel bewegt sich nach unten und drückt das Blech in die Matrize. Während des Einpressens wird das Material plastisch verformt und in die gewünschte Form gebracht. Der Niederhalter sorgt dafür, dass das Material nur an bestimmten Stellen fließen kann, um eine gleichmäßige Formgebung zu erreichen. Die Geschwindigkeit, mit der der Stempel sich bewegt, kann je nach Material und Anforderungen an den Umformprozess variieren.
- Materialflusskontrolle: Während der Umformung wird der Materialfluss sorgfältig überwacht. Der Niederhalter kann in manchen Prozessen variabel eingestellt werden, um während des Ziehvorgangs die Kraft anzupassen und die Qualität der Umformung zu verbessern. Schmierstoffe, die zwischen dem Werkzeug und dem Material aufgetragen werden, helfen, die Reibung zu verringern und das Risiko von Materialversagen zu minimieren.
- Entformung: Sobald das Umformen abgeschlossen ist, wird der Stempel wieder nach oben bewegt und das Werkstück aus der Matrize entnommen. Dieser Vorgang sollte so erfolgen, dass das Material nicht zusätzlich belastet wird, um Verformungen oder Beschädigungen zu vermeiden.
2.4 Entnahme und Nachbearbeitung des Werkstücks
Nach dem Tiefziehen ist es oft notwendig, das Werkstück weiter zu bearbeiten, um die gewünschten Toleranzen und Oberflächenqualitäten zu erreichen:
- Beschnitt: In den meisten Fällen muss überschüssiges Material, das über die Form hinaussteht, entfernt werden. Dies geschieht meist mit speziellen Schneidwerkzeugen oder Laserschneidanlagen. Der Beschnitt ist besonders wichtig, um scharfe Kanten zu entfernen und die Endmaße des Werkstücks präzise zu gestalten.
- Wärmebehandlung: Bei bestimmten Materialien kann es erforderlich sein, das Werkstück einer Wärmebehandlung zu unterziehen, um Spannungen, die während des Umformvorgangs entstanden sind, abzubauen oder die Materialeigenschaften zu verbessern, wie etwa durch Anlassen oder Härten.
- Oberflächenveredelung: Die Oberflächenqualität kann durch verschiedene Nachbehandlungen verbessert werden, wie etwa Polieren, Schleifen oder Beschichten. Dies kann notwendig sein, um ästhetische Anforderungen zu erfüllen oder die Korrosionsbeständigkeit des Werkstücks zu erhöhen.
- Qualitätskontrolle: Abschließend wird das fertige Werkstück einer Qualitätsprüfung unterzogen, um sicherzustellen, dass es den Spezifikationen entspricht. Typische Prüfverfahren umfassen die Überprüfung von Maßen, Oberflächenfehlern und mechanischen Eigenschaften.
3. Einflussfaktoren auf den Tiefziehprozess

Der Tiefziehprozess kann durch eine Vielzahl von Faktoren beeinflusst werden, die miteinander interagieren und die Qualität des Endprodukts bestimmen. Zu den wichtigsten Einflussfaktoren gehören Materialeigenschaften, Werkzeuggeometrie, Niederhalterkraft, Reibung und Schmierung. Jeder dieser Faktoren muss sorgfältig berücksichtigt und optimiert werden, um den Tiefziehprozess erfolgreich durchzuführen.
3. Einflussfaktoren auf den Tiefziehprozess
Der Tiefziehprozess wird durch verschiedene Faktoren beeinflusst, die die Qualität und Effizienz der Umformung bestimmen. Diese Faktoren müssen sorgfältig kontrolliert werden, um Fehler zu vermeiden und die gewünschten Eigenschaften des Endprodukts zu erzielen.
3.1 Materialeigenschaften
Die Wahl des Materials und dessen Eigenschaften spielen eine entscheidende Rolle für den Erfolg des Tiefziehprozesses. Zu den wichtigsten Materialeigenschaften, die den Prozess beeinflussen, gehören:
- Duktilität: Ein Material mit hoher Duktilität lässt sich gut plastisch verformen, ohne zu reißen. Materialien mit niedriger Duktilität sind spröder und können bei hohen Umformgraden Risse entwickeln.
- Festigkeit: Materialien mit niedriger Festigkeit sind in der Regel leichter umzuformen. Hochfeste Materialien erfordern größere Umformkräfte und stellen höhere Anforderungen an die Werkzeuge und den Umformprozess.
- Streckgrenze: Die Streckgrenze bestimmt, wie stark das Material belastet werden kann, bevor es plastisch verformt wird. Eine niedrige Streckgrenze erleichtert das Tiefziehen, da das Material unter geringerer Spannung verformt wird.
- Blechdicke: Die Dicke des Blechs beeinflusst die erforderliche Umformkraft und das Risiko von Materialfehlern. Dünnere Bleche sind einfacher zu formen, während dickere Bleche höhere Kräfte erfordern, aber auch eine größere Rückfederung zeigen.
- Anisotropie: Materialien können anisotrop sein, was bedeutet, dass ihre mechanischen Eigenschaften in unterschiedlichen Richtungen variieren. Die Richtung der Walzstruktur des Blechs beeinflusst die Umformbarkeit und sollte bei der Ausrichtung der Platine berücksichtigt werden.
3.2 Werkzeuge und Werkzeuggeometrie
Die Geometrie und das Material der Werkzeuge sind wesentliche Faktoren, die den Tiefziehprozess beeinflussen. Die wichtigsten Überlegungen sind:
- Form des Stempels und der Matrize: Die Geometrie des Stempels und der Matrize bestimmt, wie das Material fließt und sich verformt. Abgerundete Kanten am Stempel können helfen, Spannungsspitzen zu vermeiden und das Risiko von Rissen zu verringern. Eine gut gestaltete Matrize trägt dazu bei, den Materialfluss zu kontrollieren und eine gleichmäßige Umformung zu gewährleisten.
- Material des Werkzeugs: Werkzeuge aus hochfesten Stählen oder speziellen Legierungen sind aufgrund ihrer Verschleißfestigkeit und hohen Festigkeit besonders geeignet. Harte Beschichtungen wie Titan-Nitrid (TiN) oder Chrom-Nitrid (CrN) können die Lebensdauer der Werkzeuge verlängern und die Reibung reduzieren.
- Oberflächenbeschaffenheit der Werkzeuge: Eine glatte Werkzeugoberfläche verringert die Reibung und verbessert die Oberflächenqualität des tiefgezogenen Teils. Ungleiche oder raue Oberflächen können hingegen zu Oberflächenschäden am Werkstück führen.
3.3 Niederhalterkraft
Die Niederhalterkraft ist ein entscheidender Faktor beim Tiefziehen, da sie die Faltenbildung am Rand des Blechs verhindert und den Materialfluss kontrolliert.
- Optimale Niederhalterkraft: Sie muss so eingestellt sein, dass das Material während der Umformung fest genug gehalten wird, um Faltenbildung zu verhindern, aber nicht so stark, dass das Material beschädigt wird. Eine unzureichende Niederhalterkraft führt zur Faltenbildung, während eine zu hohe Kraft Risse oder Dehnungsrisse verursachen kann.
- Anpassung der Niederhalterkraft während des Prozesses: In einigen Fällen wird die Niederhalterkraft während des Tiefziehvorgangs variabel eingestellt, um den Materialfluss optimal zu steuern und die Umformqualität zu verbessern. Bei der Steuerung der Kraftverteilung kann auch die Position des Niederhalters verändert werden, um bestimmte Bereiche gezielt zu entlasten oder zu belasten.
3.4 Schmierstoffe und Reibung
Reibung spielt eine große Rolle beim Tiefziehprozess, da sie den Materialfluss beeinflusst und die Umformkräfte erhöht. Schmierstoffe werden verwendet, um die Reibung zu verringern und die Oberflächenqualität zu verbessern.
- Verwendung von Schmierstoffen: Schmierstoffe helfen, die Reibung zwischen dem Blech und den Werkzeugen zu reduzieren. Sie können in flüssiger, pastöser oder fester Form aufgetragen werden. Die Wahl des Schmierstoffs hängt vom Material und der Art des Tiefziehprozesses ab. Häufig verwendete Schmierstoffe sind Öle, Fette, Graphit und spezielle Umformschmiermittel.
- Vorteile der Schmierung: Schmierstoffe schützen die Werkzeugoberflächen vor Verschleiß, verringern die Umformkräfte und verbessern die Oberflächenqualität des fertigen Werkstücks. Sie reduzieren auch das Risiko von Oberflächenfehlern wie Kratzern oder Abriebspuren.
- Herausforderungen bei der Schmierung: Eine unzureichende Schmierung kann zu erhöhten Umformkräften und Werkzeugverschleiß führen, während eine übermäßige Schmierung den Materialfluss negativ beeinflussen kann. Eine gleichmäßige Verteilung des Schmiermittels ist wichtig, um ein optimales Ergebnis zu erzielen.
3.5 Umformgeschwindigkeit
Die Geschwindigkeit, mit der der Stempel in die Matrize gepresst wird, beeinflusst die Qualität des Tiefziehvorgangs.
- Langsame Umformgeschwindigkeit: Eine geringere Umformgeschwindigkeit reduziert das Risiko von Rissen und ermöglicht eine gleichmäßigere Materialverteilung. Sie ist besonders bei spröden oder hochfesten Materialien vorteilhaft.
- Hohe Umformgeschwindigkeit: Bei duktilen Materialien kann eine höhere Umformgeschwindigkeit die Produktionszeiten verkürzen und die Produktivität steigern. Allerdings steigt dabei das Risiko für Spannungsrisse und Rückfederung.
3.6 Temperatur
Die Temperatur spielt ebenfalls eine wichtige Rolle bei der Umformung, insbesondere bei Materialien, die bei Raumtemperatur nicht ausreichend duktil sind.
- Warmtiefziehen: Beim Warmtiefziehen wird das Material erhitzt, um die Umformbarkeit zu erhöhen und die Umformkräfte zu reduzieren. Dies ist besonders bei hochfesten Stählen oder Legierungen notwendig.
- Einfluss auf die Schmierung: Hohe Temperaturen können die Viskosität des Schmierstoffs beeinflussen und seine Wirksamkeit verringern. In solchen Fällen müssen spezielle Hochtemperaturschmierstoffe verwendet werden.
3.7 Ziehverhältnis
Das Ziehverhältnis gibt an, wie stark das Blech umgeformt wird. Es wird berechnet als das Verhältnis zwischen dem Durchmesser der Ausgangsplatine und dem Durchmesser des fertigen Werkstücks:Ziehverha¨ltnis=D0D1\text{Ziehverhältnis} = \frac{D_0}{D_1}Ziehverha¨ltnis=D1D0
- Typische Werte: Das maximale Ziehverhältnis hängt von den Materialeigenschaften und der Form des Werkstücks ab. Ein zu hohes Ziehverhältnis erhöht das Risiko von Materialversagen.
- Stufenweises Tiefziehen: Bei sehr komplexen Formen oder hohen Umformgraden kann der Tiefziehprozess in mehreren Stufen durchgeführt werden, um die Belastung auf das Material zu reduzieren und eine gleichmäßige Formgebung zu erreichen.
4. Tiefziehvarianten und ihre Besonderheiten
Der Tiefziehprozess kann auf verschiedene Arten durchgeführt werden, je nach den spezifischen Anforderungen an das Werkstück und die verwendeten Materialien. Es gibt mehrere Varianten des Tiefziehens, die jeweils besondere Vorteile und Herausforderungen mit sich bringen. Die Wahl der geeigneten Methode hängt von der Komplexität der Form, den Materialeigenschaften und den Produktionsanforderungen ab.
4.1 Konventionelles Tiefziehen
Das konventionelle Tiefziehen ist die am weitesten verbreitete Form des Tiefziehens und wird für eine Vielzahl von Anwendungen eingesetzt. Der Standardprozess besteht darin, eine flache Blechplatine mithilfe eines Stempels in eine Matrize zu drücken, wodurch das Blech plastisch verformt wird und die gewünschte hohle Form entsteht.
Merkmale:
- Eignet sich für eine breite Palette von Materialien, einschließlich Aluminium, Stahl, Edelstahl und Kupfer.
- Wird häufig in der Automobilindustrie, der Haushaltsgerätefertigung und der Verpackungsindustrie verwendet.
- Erfordert in der Regel mehrere Umformschritte, wenn komplexe Formen oder tiefe Ziehungen erforderlich sind, um die Belastung des Materials zu reduzieren.
Anwendungsbeispiele:
- Herstellung von Behältern, Gehäusen, Karosserieteilen und Metallverpackungen.
Herausforderungen:
- Bei hohen Ziehverhältnissen besteht ein erhöhtes Risiko von Rissen und Faltenbildung.
- Die Rückfederung des Materials kann die Maßhaltigkeit beeinträchtigen, was zusätzliche Kalibrierschritte erforderlich macht.
4.2 Rückwärtiges Tiefziehen
Beim rückwärtigen Tiefziehen wird das Material von außen nach innen in die Matrize gedrückt, anstatt wie beim konventionellen Tiefziehen von innen nach außen. Das Werkstück wird dabei in eine Öffnung gezogen, während der Stempel das Material von außen formt.
Merkmale:
- Wird hauptsächlich für zylindrische oder tiefe, schlanke Formen verwendet, bei denen konventionelles Tiefziehen aufgrund der Geometrie nicht geeignet ist.
- Das rückwärtige Tiefziehen kann helfen, Faltenbildung und Materialfehler besser zu kontrollieren, da der Materialfluss von der Außenseite zur Innenseite verläuft.
Anwendungsbeispiele:
- Herstellung von Rohren, Hohlzylindern, Dosen oder Patronenhülsen.
- Geeignet für Anwendungen, bei denen eine gleichmäßige Wanddicke über die gesamte Länge des Werkstücks erforderlich ist.
Herausforderungen:
- Es sind spezielle Werkzeuge erforderlich, und die Einstellung der Niederhalterkraft ist besonders wichtig, um Materialversagen zu vermeiden.
- Die Komplexität der Werkzeugkonstruktion kann höher sein als bei konventionellen Verfahren.
4.3 Hydromechanisches Tiefziehen
Das hydromechanische Tiefziehen kombiniert mechanisches Tiefziehen mit einem Flüssigkeitsdrucksystem, um das Blechmaterial gleichmäßiger in die Matrize zu formen. Anstelle eines festen Niederhalters wird ein hydraulischer Druck verwendet, um das Blech gegen den Stempel zu drücken. Dabei dient eine Flüssigkeit als zusätzliches Medium, um den Druck gleichmäßig auf das Werkstück zu verteilen.
Merkmale:
- Reduziert die Notwendigkeit eines separaten Niederhalters, da der Flüssigkeitsdruck das Material fixiert.
- Erlaubt eine gleichmäßigere Materialverteilung und kann tiefere Umformungen ermöglichen, ohne dass Risse oder Falten entstehen.
- Bietet eine verbesserte Oberflächenqualität, da die Flüssigkeit das Werkstück sanft formt.
Anwendungsbeispiele:
- Herstellung von komplexen Hohlkörpern mit tiefen Ziehungen, wie Tanks, Druckbehälter und Gehäuse für elektrische Geräte.
- Wird in der Automobilindustrie eingesetzt, um Bauteile mit speziellen Oberflächenanforderungen zu fertigen.
Herausforderungen:
- Erfordert spezielle Maschinen und eine präzise Steuerung des Flüssigkeitsdrucks.
- Höhere Investitionskosten für die Ausrüstung im Vergleich zu konventionellen Verfahren.
4.4 Warmtiefziehen und Heißtiefziehen
Beim Warm- oder Heißtiefziehen wird das Blechmaterial vor oder während des Umformvorgangs erhitzt, um die Duktilität zu erhöhen und die Umformkräfte zu reduzieren. Dies ist besonders bei hochfesten Materialien oder Legierungen notwendig, die bei Raumtemperatur nicht ausreichend duktil sind.
Merkmale:
- Das Material wird typischerweise auf Temperaturen zwischen 200 °C und 800 °C erhitzt, je nach den spezifischen Anforderungen und dem Material.
- Erhöht die Umformbarkeit, indem es die Streckgrenze des Materials verringert.
- Reduziert die Umformkräfte und die Gefahr von Rissbildung, insbesondere bei hochfesten Werkstoffen.
Anwendungsbeispiele:
- Herstellung von Bauteilen aus hochfestem Stahl, Titan oder Magnesiumlegierungen, die in der Luft- und Raumfahrt, der Automobilindustrie oder im medizinischen Bereich eingesetzt werden.
- Fertigung von komplex geformten Strukturteilen, die bei niedrigen Temperaturen schwer oder nicht umformbar wären.
Herausforderungen:
- Die Erwärmung des Materials erfordert spezielle Anlagen und Maßnahmen zur Temperaturkontrolle.
- Bei hohen Temperaturen können Schmierstoffe ihre Wirksamkeit verlieren, was spezielle Hochtemperaturschmierstoffe erforderlich macht.
- Die Werkzeuge müssen aus temperaturbeständigen Materialien bestehen, um den Verschleiß bei hohen Temperaturen zu minimieren.
4.5 Tiefziehen mit Innenhochdruckumformung (IHU)
Eine spezielle Variante ist die Innenhochdruckumformung, bei der das Blech durch Innendruck in eine Form gedrückt wird. Dieses Verfahren wird oft zur Herstellung von Bauteilen mit komplexen Innenstrukturen verwendet, bei denen konventionelles Tiefziehen an seine Grenzen stößt.
Merkmale:
- Verwendet hydraulischen Druck, um das Material von innen nach außen zu formen.
- Ideal für die Fertigung von Bauteilen mit hohlen Innenräumen und komplexen Strukturen.
Anwendungsbeispiele:
- Produktion von komplexen Rohrstrukturen und Hohlprofilen in der Automobil- und Luftfahrtindustrie.
Herausforderungen:
- Höhere Anforderungen an die Drucksteuerung und das Werkzeugdesign.
Typische Fehler im Tiefziehprozess und deren Vermeidung
Beim Tiefziehen können verschiedene Fehler auftreten, die die Qualität und Funktionalität des fertigen Werkstücks beeinträchtigen. Diese Fehler können durch unzureichende Prozesssteuerung, falsche Materialwahl oder ungeeignete Werkzeuggeometrie verursacht werden. In diesem Abschnitt werden die häufigsten Probleme im Tiefziehprozess beschrieben und Maßnahmen zur Vermeidung erläutert.
5.1 Rissbildung und Maßnahmen zur Vermeidung
Ursachen:
- Risse treten auf, wenn das Material während der Umformung seine maximale Dehnbarkeit überschreitet. Dies ist häufig auf ein zu hohes Ziehverhältnis oder unzureichende Materialeigenschaften zurückzuführen.
- Fehlerhafte Werkzeuggeometrie, wie scharfe Kanten an Stempel oder Matrize, kann zu lokalen Spannungsspitzen führen, die Risse verursachen.
- Mangelnde Schmierung kann die Reibung erhöhen und die Verteilung der Umformkräfte beeinträchtigen, was ebenfalls zu Rissen führt.
Vermeidungsstrategien:
- Optimierung des Ziehverhältnisses: Das Ziehverhältnis sollte in einem Bereich liegen, der für das verwendete Material als sicher gilt. Bei komplexen Formen kann das Tiefziehen in mehreren Schritten erfolgen, um die Belastung auf das Material zu reduzieren.
- Geeignete Materialwahl: Die Verwendung von tiefziehfähigen Materialien mit hoher Duktilität und geringer Streckgrenze kann Risse verhindern. Tiefziehstähle oder spezielle Aluminiumlegierungen sind hierfür besonders geeignet.
- Werkzeuggeometrie anpassen: Abgerundete Kanten am Stempel und eine sorgfältige Gestaltung der Matrize tragen dazu bei, Spannungsspitzen zu vermeiden.
- Schmierung verbessern: Der Einsatz geeigneter Schmierstoffe verringert die Reibung und reduziert die Wahrscheinlichkeit von Materialversagen.
5.2 Faltenbildung und wie man sie verhindert
Ursachen:
- Falten entstehen, wenn das Material während der Umformung nicht gleichmäßig gespannt wird. Dies ist oft auf eine unzureichende Niederhalterkraft oder eine fehlerhafte Werkzeuggestaltung zurückzuführen.
- Ein zu hohes Ziehverhältnis kann ebenfalls dazu führen, dass das Material an bestimmten Stellen überschüssig ist und sich in Falten legt.
- Unregelmäßige Schmierung oder eine inhomogene Materialdicke kann den Materialfluss während des Umformprozesses stören und Faltenbildung fördern.
Vermeidungsstrategien:
- Anpassung der Niederhalterkraft: Die Niederhalterkraft muss so eingestellt werden, dass sie den Randbereich der Platine fest genug hält, um Faltenbildung zu vermeiden, aber gleichzeitig den Materialfluss ermöglicht. In einigen Fällen kann die Niederhalterkraft während des Prozesses variabel angepasst werden.
- Mehrstufiges Tiefziehen: Bei hohen Umformgraden sollte der Prozess in mehreren Stufen durchgeführt werden, um eine gleichmäßige Materialverteilung zu erreichen und die Gefahr der Faltenbildung zu verringern.
- Werkzeuggestaltung optimieren: Spezielle Faltenvermeidungsvorrichtungen, wie z.B. Ziehringe oder Faltenfänger, können in die Werkzeuge integriert werden, um die Umformung zu unterstützen.
- Schmierung und Materialqualität sicherstellen: Eine gleichmäßige Schmierung und die Verwendung von Blechen mit konstanter Dicke tragen dazu bei, den Materialfluss gleichmäßig zu halten.
5.3 Rückfederung des Materials und Kompensationstechniken
Ursachen:
- Nach dem Tiefziehen tendiert das Material dazu, aufgrund seiner elastischen Eigenschaften zurückzufedern. Diese Rückfederung kann die Maßhaltigkeit des Werkstücks beeinträchtigen und erfordert zusätzliche Nachbearbeitungsschritte.
- Die Rückfederung ist besonders stark ausgeprägt bei hochfesten Materialien, die eine höhere Elastizität aufweisen.
Vermeidungsstrategien:
- Überkompensation der Werkzeuge: Bei der Konstruktion der Werkzeuge wird die erwartete Rückfederung des Materials berücksichtigt. Die Werkzeuge werden so gestaltet, dass die Umformung bewusst überkompensiert wird, um die Rückfederung auszugleichen.
- Reduktion der Umformgeschwindigkeit: Eine geringere Umformgeschwindigkeit kann die Rückfederung reduzieren, da das Material mehr Zeit hat, sich plastisch zu verformen.
- Wärmebehandlung des Werkstücks: Bei manchen Materialien kann eine Wärmebehandlung nach dem Tiefziehen helfen, die Rückfederung zu verringern, indem sie die inneren Spannungen im Material reduziert.
- Nachkalibrierung: Ein zusätzlicher Umformschritt kann eingesetzt werden, um das Werkstück nach dem Tiefziehen zu kalibrieren und die endgültige Form exakt zu erreichen.
5.4 Ungleichmäßige Materialdicke und Maßnahmen zur Kontrolle
Ursachen:
- Während des Tiefziehens kann es zu einer ungleichmäßigen Materialverteilung kommen, wobei einige Bereiche des Werkstücks dünner werden als andere. Dies tritt besonders bei komplexen Formen oder hohen Ziehgraden auf.
- Die Ursache kann eine fehlerhafte Werkzeuggeometrie oder eine unzureichende Kontrolle des Materialflusses sein.
Vermeidungsstrategien:
- Mehrstufiges Tiefziehen: Bei hohen Umformgraden kann das Material in mehreren Schritten geformt werden, um eine gleichmäßige Dicke zu erhalten.
- Werkzeugoptimierung: Die Werkzeuge sollten so gestaltet werden, dass der Materialfluss kontrolliert wird und die Dicke gleichmäßig verteilt ist. Ziehringe oder spezielle Ziehrippen können verwendet werden, um die Materialdicke zu regulieren.
- Prozesssimulation: Mit der Finite-Elemente-Analyse (FEA) kann der Umformprozess im Voraus simuliert werden, um potenzielle Problemstellen zu erkennen und die Werkzeuggeometrie anzupassen.
5.5 Oberflächenfehler
Ursachen:
- Abriebspuren, Kratzer oder Riefen auf der Oberfläche des Werkstücks können während des Tiefziehens durch Reibung zwischen dem Blech und den Werkzeugen entstehen.
- Mangelnde Schmierung oder eine zu raue Werkzeugoberfläche tragen ebenfalls zur Entstehung von Oberflächenfehlern bei.
Vermeidungsstrategien:
- Einsatz von hochwertigen Schmierstoffen: Eine ausreichende Schmierung reduziert die Reibung und verringert die Wahrscheinlichkeit von Oberflächenschäden.
- Glättung der Werkzeugoberflächen: Werkzeuge mit polierten oder beschichteten Oberflächen verbessern die Oberflächenqualität des Werkstücks. Spezielle Beschichtungen wie Titan-Nitrid (TiN) oder Diamantähnliche Kohlenstoffbeschichtungen (DLC) können die Reibung weiter reduzieren.
- Kontrolle der Umformgeschwindigkeit: Eine langsame Umformgeschwindigkeit kann die Belastung des Werkstücks verringern und Oberflächenfehler minimieren.
5.6 Prozessüberwachung und Qualitätskontrolle
- Echtzeit-Überwachung: Durch den Einsatz moderner Sensoren und Prozessüberwachungssysteme kann die Umformung in Echtzeit überwacht werden, um frühzeitig auf Probleme zu reagieren.
- Prozesssimulation und Fehleranalyse: Die Verwendung von computergestützten Methoden wie der Finite-Elemente-Analyse ermöglicht es, den Umformprozess zu simulieren und potenzielle Fehler vorab zu erkennen.
- Regelmäßige Werkzeugwartung: Eine regelmäßige Inspektion und Wartung der Werkzeuge stellt sicher, dass sie in optimalem Zustand bleiben und mögliche Fehler durch Werkzeugverschleiß vermieden werden.
Hydromechanisches Tiefziehen

Das hydromechanische Tiefziehen ist eine fortschrittliche Variante des Tiefziehprozesses, bei dem der konventionelle mechanische Druck durch eine Kombination aus mechanischem Stempeldruck und hydraulischem Druck unterstützt wird. Dieses Verfahren verbessert die Formgebung und ermöglicht es, tiefere und komplexere Umformungen zu erreichen. Dabei wird die Blechplatine nicht nur durch den Stempel geformt, sondern zusätzlich durch eine Flüssigkeit, die als hydrostatisches Medium dient und von unten gegen das Werkstück drückt.
6.1 Funktionsweise des hydromechanischen Tiefziehens
Im hydromechanischen Tiefziehprozess wird die Blechplatine wie beim konventionellen Tiefziehen in eine Matrize eingelegt. Der Unterschied besteht darin, dass anstelle eines festen Niederhalters ein hydraulischer Druck von unten eingesetzt wird, der das Material gegen den Stempel drückt. Die Flüssigkeit, typischerweise ein Öl oder eine andere geeignete Hydraulikflüssigkeit, wirkt als Stützmedium und erzeugt einen gleichmäßigen Druck auf die Unterseite des Blechs. Dadurch wird das Werkstück formgleich und mit einer gleichmäßigen Wanddicke in die Matrize gezogen.
Der Prozessablauf kann wie folgt beschrieben werden:
- Positionierung der Platine: Die Blechplatine wird auf die Matrize gelegt.
- Füllen des Hohlraums mit Flüssigkeit: Der Raum unter der Platine wird mit einer Flüssigkeit gefüllt, die während des Umformvorgangs als Stützmedium dient.
- Druckaufbau: Der Stempel beginnt, das Blech in die Matrize zu drücken, während der Flüssigkeitsdruck gleichmäßig von unten gegen das Blech wirkt. Der hydraulische Druck wird kontinuierlich angepasst, um die Formgebung zu unterstützen.
- Entformung: Nach dem Umformprozess wird der Druck abgelassen und das fertige Werkstück entnommen.
6.2 Vorteile des hydromechanischen Tiefziehens
Das hydromechanische Tiefziehen bietet gegenüber dem konventionellen Tiefziehen mehrere Vorteile, die es zu einer beliebten Methode für anspruchsvolle Anwendungen machen:
- Gleichmäßige Wanddicke: Durch den gleichmäßigen Flüssigkeitsdruck wird das Material besser verteilt, was zu einer gleichmäßigeren Wanddicke führt. Dies ist besonders wichtig bei tiefgezogenen Teilen, bei denen Materialdünnung ein Problem darstellen kann.
- Erhöhte Umformtiefe: Das Verfahren ermöglicht tiefere Umformungen, da der hydrostatische Druck das Risiko von Rissen und Faltenbildung reduziert. Die Unterstützung durch die Flüssigkeit verhindert, dass das Material an schwachen Stellen reißt.
- Verbesserte Oberflächenqualität: Der gleichmäßige Druck durch die Flüssigkeit verringert die Reibung zwischen dem Werkzeug und dem Blech, was zu einer besseren Oberflächenqualität des fertigen Teils führt. Es treten weniger Kratzer und Abriebspuren auf.
- Reduzierte Umformkraft: Da der Flüssigkeitsdruck den Umformprozess unterstützt, sind geringere mechanische Kräfte erforderlich. Dies kann die Lebensdauer der Werkzeuge verlängern und die Energieeffizienz des Prozesses verbessern.
6.3 Herausforderungen des hydromechanischen Tiefziehens
Trotz der vielen Vorteile bringt das hydromechanische Tiefziehen auch einige Herausforderungen mit sich:
- Höhere Investitionskosten: Die Ausrüstung für das hydromechanische Tiefziehen, einschließlich der Hydraulikanlage und der speziellen Werkzeuge, ist teurer als bei konventionellen Tiefziehpressen. Dies kann die anfänglichen Investitionskosten erhöhen.
- Komplexe Prozesssteuerung: Die Steuerung des hydraulischen Drucks und die Synchronisation mit dem Stempel erfordern eine präzise Prozessregelung. Eine unzureichende Drucksteuerung kann zu unerwünschten Verformungen oder Oberflächenfehlern führen.
- Flüssigkeitsmanagement: Die verwendete Flüssigkeit muss regelmäßig gewartet und gegebenenfalls ausgetauscht werden, um die Funktionalität des Systems sicherzustellen. Außerdem können spezielle Anforderungen an die Dichtungen und Komponenten gestellt werden, um Leckagen zu vermeiden.
6.4 Anwendungsbeispiele für das hydromechanische Tiefziehen
Das hydromechanische Tiefziehen wird in verschiedenen Industrien eingesetzt, vor allem dort, wo hohe Anforderungen an die Formgenauigkeit, die Oberflächenqualität und die Umformtiefe gestellt werden:
- Automobilindustrie: Es wird verwendet, um komplexe Karosserieteile, Strukturbauteile und andere Komponenten zu fertigen, die eine gleichmäßige Wanddicke und hohe Oberflächenqualität erfordern.
- Luft- und Raumfahrt: In der Luftfahrtindustrie ist das hydromechanische Tiefziehen von großem Nutzen, um Bauteile aus Aluminium und Titan zu fertigen, die eine hohe Maßgenauigkeit und geringe Toleranzen aufweisen müssen.
- Medizintechnik: Herstellung von Präzisionsbauteilen wie Implantatgehäusen, bei denen eine hohe Qualität der Oberfläche und exakte Maßhaltigkeit entscheidend sind.
- Verpackungsindustrie: Produktion von tiefgezogenen Dosen, Bechern und anderen Verpackungen, bei denen eine gleichmäßige Wandstärke und hohe Oberflächenqualität erforderlich sind.
6.5 Varianten des hydromechanischen Tiefziehens
Es gibt verschiedene Modifikationen und spezielle Verfahren des hydromechanischen Tiefziehens, um den Prozess an spezifische Anforderungen anzupassen:
- Hydroforming: Eine Variante des hydromechanischen Tiefziehens, bei der ein hohler Rohling mit Flüssigkeit unter Druck gesetzt wird, um sich gegen eine Form auszudehnen. Dies wird oft für die Herstellung komplexer Rohrstrukturen eingesetzt.
- Innenhochdruckumformung (IHU): Eine spezielle Form des Hydroformings, bei der hohe Flüssigkeitsdrücke verwendet werden, um das Material von innen nach außen zu formen. Diese Technik wird häufig zur Herstellung von komplexen Rohrprofilen genutzt.
6.6 Zukunftsperspektiven und technologische Entwicklungen
Mit der zunehmenden Digitalisierung und Prozessüberwachung (Industrie 4.0) ist es möglich, das hydromechanische Tiefziehen weiter zu optimieren. Moderne Sensoren und Steuerungssysteme ermöglichen eine präzisere Kontrolle des Flüssigkeitsdrucks und eine Echtzeitüberwachung des Umformprozesses, was die Prozesssicherheit erhöht und die Fehlerquote reduziert.
Darüber hinaus werden neue Werkstoffe und Beschichtungen für Werkzeuge entwickelt, um die Lebensdauer der Hydraulikanlagen zu verlängern und die Reibung weiter zu reduzieren. Solche technologischen Fortschritte tragen dazu bei, das hydromechanische Tiefziehen effizienter, kostengünstiger und vielseitiger zu gestalten.
7. Werkzeuge und Maschinen für den Tiefziehprozess
Werkzeuge und Maschinen sind entscheidend für die Durchführung des Tiefziehprozesses. Die richtige Auswahl und Konfiguration der Ausrüstung hat wesentlichen Einfluss auf die Qualität der gefertigten Bauteile sowie auf die Effizienz und Wirtschaftlichkeit des Verfahrens. Im Tiefziehprozess kommen verschiedene Maschinenarten und spezialisierte Werkzeuge zum Einsatz, die je nach Anforderung angepasst werden können.
7.1 Arten von Tiefziehpressen
Es gibt verschiedene Arten von Tiefziehpressen, die je nach Anwendung, Material und Produktionsvolumen eingesetzt werden. Zu den wichtigsten Typen gehören:
- Mechanische Tiefziehpressen:
Diese Pressen arbeiten mit einem mechanischen Antrieb, der durch einen Elektromotor und ein Schwungrad betrieben wird. Der Stempel wird über ein Kurbelgetriebe oder eine Exzenterwelle angetrieben. Mechanische Pressen sind besonders für Anwendungen geeignet, bei denen hohe Geschwindigkeiten und kurze Taktzeiten erforderlich sind. Sie bieten hohe Arbeitsgeschwindigkeit, sind jedoch weniger flexibel bei der Steuerung der Presskraft.Vorteile:- Hohe Produktionsgeschwindigkeit
- Geeignet für große Serienproduktion
- Geringere Flexibilität bei der Kraftsteuerung
- Höherer Verschleiß durch mechanische Belastung
- Hydraulische Tiefziehpressen:
Diese Pressen verwenden Hydraulikflüssigkeit, um die Kraft auf den Stempel zu übertragen. Sie sind besonders flexibel, da sich die Presskraft präzise steuern lässt und bei Bedarf konstant gehalten werden kann. Hydraulische Pressen sind ideal für das Tiefziehen von Bauteilen mit großen Umformtiefen oder komplexen Formen.Vorteile:- Präzise Steuerung der Presskraft
- Geeignet für tiefe und komplexe Umformungen
- Konstante Umformgeschwindigkeit möglich
- Höhere Wartungsanforderungen
- Langsamere Taktzeiten im Vergleich zu mechanischen Pressen
- Pneumatische Tiefziehpressen:
Bei pneumatischen Pressen wird die Kraft durch Druckluft erzeugt. Diese Pressen sind weniger verbreitet als hydraulische oder mechanische Pressen und werden in der Regel für kleinere Anwendungen oder leichtere Materialien eingesetzt.Vorteile:- Geringe Anschaffungskosten
- Leichte und kompakte Bauweise
- Begrenzte Presskraft
- Weniger präzise Steuerung der Umformkräfte
7.2 Konstruktion und Herstellung von Tiefziehwerkzeugen
Die Werkzeuge, die im Tiefziehprozess verwendet werden, spielen eine zentrale Rolle für die Qualität und Maßhaltigkeit der gefertigten Bauteile. Typische Tiefziehwerkzeuge bestehen aus:
- Stempel:
Der Stempel bestimmt die Form des tiefgezogenen Werkstücks. Er wird aus hochfestem Werkzeugstahl oder speziellen Legierungen hergestellt, die eine hohe Verschleißfestigkeit aufweisen. Der Stempel muss präzise gestaltet sein, um Spannungen im Material während der Umformung zu vermeiden. - Matrize:
Die Matrize ist das Gegenstück zum Stempel und bildet die Form, in die das Blech gedrückt wird. Sie muss so ausgelegt sein, dass sie den Materialfluss gleichmäßig steuert und eine gleichmäßige Wanddicke ermöglicht. Die Matrize besteht ebenfalls aus verschleißfestem Material und kann zusätzlich beschichtet sein, um die Lebensdauer zu verlängern. - Niederhalter:
Der Niederhalter hält die Blechplatine während des Tiefziehvorgangs fest, um Faltenbildung zu verhindern. Die Niederhalterkraft muss sorgfältig eingestellt werden, um den Materialfluss zu kontrollieren. Einige Niederhalter sind variabel einstellbar, um die Kraftverteilung während des Umformprozesses anzupassen. - Schmierungssysteme:
Die Werkzeuge können mit Schmierstoffzuführungen ausgestattet sein, um während des Tiefziehens kontinuierlich Schmierstoff zuzuführen. Dies reduziert die Reibung und den Verschleiß der Werkzeuge.
7.3 Wartung und Pflege der Maschinen und Werkzeuge
Eine regelmäßige Wartung und Pflege der Tiefziehmaschinen und Werkzeuge ist notwendig, um eine hohe Produktionsqualität und Langlebigkeit der Ausrüstung zu gewährleisten. Zu den wichtigsten Maßnahmen gehören:
- Werkzeuginspektion:
Die Werkzeuge sollten regelmäßig auf Abnutzung, Risse oder Beschädigungen überprüft werden. Eine frühzeitige Erkennung von Verschleiß hilft, Produktionsfehler zu vermeiden und die Lebensdauer der Werkzeuge zu verlängern. - Schmierung:
Die Schmierung der Pressenmechanik und der Werkzeuge ist entscheidend, um Reibung und Verschleiß zu minimieren. Hydraulische und pneumatische Pressen benötigen auch eine regelmäßige Wartung der Hydraulik- oder Pneumatiksysteme. - Kalibrierung der Maschine:
Die Pressen sollten regelmäßig kalibriert werden, um sicherzustellen, dass die eingestellten Kräfte und Geschwindigkeiten den Spezifikationen entsprechen. Dies ist besonders wichtig, um die Maßhaltigkeit der Bauteile zu gewährleisten. - Reinigung der Werkzeuge:
Ablagerungen von Schmiermitteln, Metallabrieb und anderen Rückständen sollten regelmäßig entfernt werden, um die Qualität des Umformprozesses nicht zu beeinträchtigen.
7.4 Innovative Technologien bei Tiefziehpressen und Werkzeugen
Mit den technologischen Fortschritten in der Fertigungstechnik werden auch Tiefziehpressen und Werkzeuge weiterentwickelt. Zu den modernen Technologien gehören:
- Servo-gesteuerte Pressen:
Servo-gesteuerte Tiefziehpressen bieten eine präzise Steuerung der Bewegung und Geschwindigkeit des Stempels. Sie ermöglichen eine flexible Anpassung des Umformprozesses an unterschiedliche Materialien und komplexe Geometrien. - Werkzeugbeschichtungen:
Moderne Beschichtungen wie Titan-Nitrid (TiN), Chrom-Nitrid (CrN) oder Diamantähnliche Kohlenstoffschichten (DLC) erhöhen die Verschleißfestigkeit und reduzieren die Reibung. Dies verlängert die Lebensdauer der Werkzeuge und verbessert die Oberflächenqualität der Bauteile. - Prozessüberwachung mit Sensoren:
Integrierte Sensoren überwachen den Umformprozess in Echtzeit und liefern Daten zu Kräften, Temperaturen und Materialbewegungen. Diese Informationen ermöglichen eine schnelle Anpassung der Prozessparameter, um Fehler frühzeitig zu erkennen und zu vermeiden. - Digitale Zwillinge und Simulation:
Digitale Zwillinge und Simulationssoftware werden verwendet, um den Tiefziehprozess vorab zu planen und zu optimieren. Dadurch können Werkzeuggeometrien und Prozessparameter vor der eigentlichen Produktion angepasst werden, um Fehler zu vermeiden und die Effizienz zu steigern.
Moderne Technologien im Tiefziehen
Mit der fortschreitenden technologischen Entwicklung hat sich auch der Tiefziehprozess erheblich weiterentwickelt. Moderne Technologien und innovative Ansätze haben dazu beigetragen, die Effizienz, Präzision und Qualität des Verfahrens zu verbessern. In diesem Abschnitt werden aktuelle Entwicklungen und Trends in der Tiefziehtechnologie vorgestellt.
8.1 Einsatz von Automatisierung und Robotik
Automatisierung und Robotik spielen eine entscheidende Rolle bei der Weiterentwicklung des Tiefziehprozesses. Die Integration von Robotern und automatisierten Systemen ermöglicht eine effizientere Produktion, höhere Geschwindigkeit und gleichbleibend hohe Qualität der Bauteile.
- Automatisierte Zuführungssysteme: Automatisierte Systeme für die Zuführung und Entnahme der Blechplatinen tragen zu einer höheren Produktivität bei. Sie gewährleisten, dass die Platinen präzise positioniert werden, wodurch die Qualität der Umformung verbessert wird und der manuelle Aufwand reduziert wird.
- Roboterarme für die Teilehandhabung: Roboterarme können verwendet werden, um die Werkstücke während und nach dem Tiefziehprozess zu handhaben. Sie übernehmen Aufgaben wie das Einlegen und Entnehmen der Teile aus der Presse, das Stapeln oder das Weiterleiten an nachfolgende Produktionsschritte. Diese Automatisierung reduziert die Zykluszeiten und erhöht die Prozesssicherheit.
- Automatische Werkzeugwechsel: Moderne Tiefziehpressen sind mit Systemen ausgestattet, die den automatischen Werkzeugwechsel ermöglichen. Dies verkürzt die Rüstzeiten erheblich und erhöht die Flexibilität der Produktion, da verschiedene Bauteile in kurzer Abfolge gefertigt werden können.
8.2 Digitalisierung und Prozessüberwachung (Industrie 4.0)
Die Digitalisierung ist ein zentraler Bestandteil der modernen Fertigungstechnologien. Im Rahmen von Industrie 4.0 werden digitale Technologien genutzt, um den Tiefziehprozess zu überwachen, zu steuern und kontinuierlich zu verbessern.
- Echtzeit-Prozessüberwachung: Mit der Hilfe von Sensoren und vernetzten Systemen können die Prozessparameter wie Druck, Temperatur, Umformgeschwindigkeit und Materialverformung in Echtzeit überwacht werden. Diese Daten ermöglichen eine sofortige Anpassung der Maschinensteuerung, um Abweichungen zu korrigieren und Fehler zu vermeiden.
- Datenanalyse und künstliche Intelligenz (KI): Die erfassten Prozessdaten können mithilfe von Algorithmen zur Datenanalyse oder Künstlicher Intelligenz ausgewertet werden. Dies ermöglicht eine vorausschauende Wartung der Maschinen (Predictive Maintenance) sowie die Optimierung der Prozessparameter, um die Qualität der Bauteile kontinuierlich zu verbessern.
- Digitale Zwillinge: Ein digitaler Zwilling ist ein virtuelles Modell eines physischen Systems, das die reale Produktion in Echtzeit simuliert und überwacht. Durch die Implementierung eines digitalen Zwillings kann der Tiefziehprozess virtuell getestet und optimiert werden, bevor die eigentliche Produktion beginnt. Dies reduziert die Notwendigkeit für physische Prototypen und senkt die Entwicklungskosten.
8.3 Neue Werkstoffe und Beschichtungen für Werkzeuge
Die Entwicklung neuer Werkstoffe und fortschrittlicher Beschichtungen für Tiefziehwerkzeuge hat den Prozess erheblich verbessert, indem sie die Lebensdauer der Werkzeuge verlängern und die Qualität der gefertigten Bauteile steigern.
- Hochleistungswerkstoffe für Werkzeuge: Neue Legierungen und Verbundwerkstoffe bieten eine höhere Verschleißfestigkeit und Temperaturbeständigkeit, was besonders bei anspruchsvollen Tiefziehprozessen mit hohen Kräften und komplexen Formen wichtig ist. Materialien wie Hartmetall, hochlegierte Werkzeugstähle und keramische Werkstoffe finden zunehmend Anwendung in der Werkzeugfertigung.
- Fortschrittliche Werkzeugbeschichtungen: Moderne Beschichtungen, wie Titannitrid (TiN), Chromnitrid (CrN), Diamantähnliche Kohlenstoffschichten (DLC) oder Borcarbid (B4C), reduzieren die Reibung zwischen Werkzeug und Material. Diese Beschichtungen verbessern die Oberflächenqualität der Werkstücke, verringern den Werkzeugverschleiß und verlängern die Standzeiten der Werkzeuge.
- Nano-Beschichtungen: Neue Beschichtungstechnologien auf Nanoebene können die Haftung der Beschichtung auf dem Werkzeug verbessern und die Reibungskoeffizienten weiter senken. Dadurch werden die Umformkräfte reduziert und die Oberflächenqualität der Bauteile erhöht.
8.4 Prozesssimulation und Finite-Elemente-Analyse (FEA)
Die Prozesssimulation, insbesondere die Finite-Elemente-Analyse, ist heute ein unverzichtbares Werkzeug in der Tiefziehtechnologie. Sie ermöglicht eine virtuelle Nachbildung des Umformprozesses, um potenzielle Probleme zu erkennen und zu beheben, bevor die eigentliche Produktion beginnt.
- Vorhersage von Materialverhalten: Die Finite-Elemente-Analyse ermöglicht die Simulation des Materialverhaltens während des Tiefziehprozesses. Sie zeigt, wie sich das Blech verformt, wo Spannungen auftreten und wie sich die Dicke des Materials verändert. Dadurch können Risse, Faltenbildung und ungleichmäßige Materialverteilung bereits in der Planungsphase vermieden werden.
- Optimierung der Werkzeuggeometrie: Durch die Simulation können die Geometrie der Werkzeuge und die Umformparameter vorab angepasst werden, um den Materialfluss zu optimieren und die Prozessqualität zu erhöhen. Dies verkürzt die Entwicklungszeit und senkt die Kosten für die Werkzeugherstellung.
- Prozessoptimierung in Echtzeit: Moderne Simulationsprogramme können in Echtzeit eingesetzt werden, um den Umformprozess während der Produktion zu überwachen und zu steuern. Anpassungen an den Prozessparametern können auf Grundlage der Simulationsergebnisse vorgenommen werden, um die Qualität der gefertigten Bauteile zu gewährleisten.
8.5 Additive Fertigung von Werkzeugen
Die additive Fertigung (3D-Druck) wird zunehmend zur Herstellung von Tiefziehwerkzeugen verwendet. Sie bietet mehrere Vorteile gegenüber traditionellen Fertigungsverfahren:
- Komplexe Geometrien: Additive Fertigung ermöglicht die Herstellung von Werkzeugen mit komplexen Innenstrukturen, die mit herkömmlichen Verfahren nur schwer realisierbar wären. Dies erlaubt beispielsweise die Integration von Kühlsystemen oder Materialführungen direkt in das Werkzeug.
- Schnelle Prototypenfertigung: Die additive Fertigung ist ideal für die schnelle Produktion von Prototypen oder kleinen Serien von Werkzeugen. Dadurch können neue Werkzeugdesigns getestet und optimiert werden, bevor die Serienproduktion beginnt.
- Kosteneffizienz bei kleinen Serien: Für Kleinserien oder kundenspezifische Werkzeuge bietet die additive Fertigung eine kostengünstige Alternative zu herkömmlichen Verfahren, da keine teuren Gussformen oder Bearbeitungswerkzeuge erforderlich sind.
Anwendungsbeispiele aus verschiedenen Industrien

Das Tiefziehen ist ein vielseitiges Umformverfahren, das in zahlreichen Industriezweigen Anwendung findet. Seine Fähigkeit, komplexe Geometrien aus Blechmaterialien zu formen, macht es zu einer bevorzugten Technik für die Herstellung von Bauteilen, die eine hohe Maßgenauigkeit und Oberflächenqualität erfordern. In diesem Abschnitt werden typische Anwendungsbeispiele aus verschiedenen Industrien und deren spezifische Anforderungen an den Tiefziehprozess beschrieben.
9.1 Tiefziehen in der Automobilindustrie
Die Automobilindustrie ist einer der größten Anwender von Tiefziehprozessen. Aufgrund der hohen Anforderungen an die Maßhaltigkeit, Festigkeit und Oberflächenqualität von Fahrzeugkomponenten wird das Tiefziehen zur Herstellung einer Vielzahl von Bauteilen eingesetzt.
- Karosserieteile: Viele Karosserieteile, wie Türbleche, Kotflügel, Motorhauben und Dachpaneele, werden durch Tiefziehen gefertigt. Diese Teile müssen strenge Toleranzen einhalten, um eine exakte Passgenauigkeit zu gewährleisten, und gleichzeitig leicht und stabil genug sein, um den Anforderungen im Fahrzeugbetrieb gerecht zu werden. Tiefziehen ermöglicht die Herstellung großer Bauteile mit gleichmäßiger Wanddicke und hoher Festigkeit.
- Strukturteile: Neben Karosserieteilen werden auch Strukturteile, die zur Verstärkung des Fahrzeugs dienen, tiefgezogen. Diese Teile müssen eine hohe Festigkeit aufweisen, um die Sicherheitsanforderungen zu erfüllen, und werden häufig aus hochfesten Stählen gefertigt. Das Tiefziehen ermöglicht es, diese komplexen Formen mit den erforderlichen mechanischen Eigenschaften herzustellen.
- Dekorative Bauteile: Teile des Fahrzeuginnenraums, wie Zierleisten, Abdeckungen und Bedienblenden, werden ebenfalls durch Tiefziehen hergestellt. In diesen Anwendungen ist eine hochwertige Oberflächenqualität von großer Bedeutung, weshalb das Tiefziehen in Kombination mit speziellen Werkzeugen und Oberflächenbeschichtungen verwendet wird.
9.2 Anwendungen im Haushaltsgerätebau
Im Haushaltsgerätebau wird das Tiefziehen zur Herstellung von Gehäusen und Bauteilen für eine Vielzahl von Geräten verwendet. Die hohe Flexibilität des Tiefziehverfahrens ermöglicht die Herstellung von Komponenten in unterschiedlichen Größen und Formen.
- Gehäuse für Waschmaschinen und Trockner: Gehäuseteile von Waschmaschinen, Trocknern und Geschirrspülern werden häufig durch Tiefziehen gefertigt. Diese Gehäuse müssen robust und korrosionsbeständig sein, um den täglichen Belastungen standzuhalten. Typischerweise werden dafür verzinkte Stahlbleche oder Edelstahl verwendet.
- Backofen- und Kühlschranktüren: Die Türinnenseiten von Backöfen und Kühlschränken werden aus Blechmaterialien tiefgezogen, um eine gleichmäßige Wandstärke und hohe Formgenauigkeit zu erzielen. Diese Teile müssen zudem wärmebeständig sein, was die Auswahl geeigneter Materialien und Beschichtungen erfordert.
- Innenteile von Geräten: Kleine Bauteile wie Blenden, Abdeckungen und Träger für Komponenten werden ebenfalls durch Tiefziehen hergestellt. Hierbei ist die Maßgenauigkeit entscheidend, um eine reibungslose Montage und Funktion der Geräte sicherzustellen.
9.3 Verwendung in der Verpackungsindustrie
In der Verpackungsindustrie wird das Tiefziehen verwendet, um Metallverpackungen herzustellen, die als Behälter für Lebensmittel, Getränke, Chemikalien und andere Produkte dienen.
- Dosen und Becher: Metallische Dosen, Becher und Tuben, die für die Verpackung von Lebensmitteln, Getränken oder Kosmetikprodukten verwendet werden, werden häufig durch Tiefziehen hergestellt. Aluminium und verzinntes Stahlblech sind die am häufigsten verwendeten Materialien, da sie leicht, formbar und korrosionsbeständig sind.
- Aerosoldosen: Tiefgezogene Aerosoldosen werden verwendet, um unter Druck stehende Produkte zu verpacken, wie z. B. Haarsprays, Deodorants und Reinigungsmittel. Diese Dosen müssen sowohl eine gleichmäßige Wandstärke als auch eine hohe Druckfestigkeit aufweisen, um den Anforderungen an die Produktsicherheit zu genügen.
- Spezielle Behälter: Neben Standardverpackungen werden auch spezielle Behälter für industrielle Anwendungen, wie z. B. Batterien und Druckgasflaschen, durch Tiefziehen hergestellt. Diese Anwendungen erfordern oft eine Kombination aus hoher Festigkeit, Korrosionsbeständigkeit und maßgefertigten Formen.
9.4 Luft- und Raumfahrtindustrie
Die Luft- und Raumfahrtindustrie stellt hohe Anforderungen an die Qualität und Festigkeit von Bauteilen. Das Tiefziehen wird in dieser Branche verwendet, um Leichtbauteile mit komplexen Formen zu fertigen, die eine hohe Festigkeit aufweisen müssen.
- Strukturteile für Flugzeuge: Teile der Flugzeugstruktur, wie Verkleidungen, Paneele und Abdeckungen, werden durch Tiefziehen aus Aluminiumlegierungen oder Titan hergestellt. Diese Materialien bieten eine hohe Festigkeit bei geringem Gewicht und sind daher ideal für den Einsatz in der Luft- und Raumfahrt geeignet.
- Verkleidungen und Abdeckungen: Flugzeugverkleidungen und Triebwerksabdeckungen müssen eine aerodynamische Form aufweisen und gleichzeitig sehr präzise gefertigt sein. Das Tiefziehen ermöglicht die Herstellung dieser komplexen Formen aus leichtem Blechmaterial.
- Innenraumkomponenten: Komponenten des Flugzeuginnenraums, wie Sitzgestelle, Armlehnen und Verkleidungen, werden ebenfalls tiefgezogen. Dabei werden oft spezielle Legierungen oder beschichtete Materialien verwendet, um die Anforderungen an Leichtbau und Brandschutz zu erfüllen.
9.5 Medizintechnik
In der Medizintechnik kommen tiefgezogene Bauteile zum Einsatz, bei denen hohe Anforderungen an die Präzision, Sauberkeit und Korrosionsbeständigkeit gestellt werden.
- Gehäuse für medizinische Geräte: Gehäuse und Abdeckungen für medizinische Geräte, wie beispielsweise für chirurgische Instrumente oder Laborgeräte, werden durch Tiefziehen aus Edelstahl hergestellt, um eine hohe Hygiene und Korrosionsbeständigkeit zu gewährleisten.
- Implantatkomponenten: Bestimmte Implantatgehäuse und Prothesenteile werden durch Tiefziehen gefertigt, insbesondere dann, wenn die Komponenten dünnwandig und formstabil sein müssen. Hierbei kommen biokompatible Materialien wie Titan und Edelstahl zum Einsatz.
- Einmalprodukte und sterile Verpackungen: Tiefziehen wird auch zur Herstellung von sterilen Verpackungen für medizinische Einwegprodukte verwendet, um eine sichere und hygienische Verpackung zu gewährleisten.
9.6 Elektrotechnik und Elektronik
In der Elektro- und Elektronikindustrie werden tiefgezogene Bauteile für Gehäuse, Abdeckungen und Abschirmungen eingesetzt.
- Abschirmungen für elektronische Bauteile: Um elektronische Komponenten vor elektromagnetischen Störungen zu schützen, werden Gehäuse und Abdeckungen aus tiefgezogenem Metall gefertigt. Diese Abschirmungen müssen eine exakte Form aufweisen, um eine effektive Abdichtung gegen Störungen zu gewährleisten.
- Gehäuse für Geräte: Metallgehäuse für elektronische Geräte, wie z. B. Laptops, Smartphones und industrielle Steuerungen, werden durch Tiefziehen hergestellt, um ein robustes und leichtes Design zu ermöglichen.
Zukunftsperspektiven und technologische Entwicklungen im Tiefziehen
Das Tiefziehen ist ein etablierter Umformprozess, der in vielen Industrien eingesetzt wird, aber auch weiterhin durch technologische Innovationen und neue Ansätze verbessert wird. Zukünftige Entwicklungen zielen darauf ab, die Effizienz zu steigern, die Prozesskosten zu senken und die Materialauswahl zu erweitern. In diesem Abschnitt werden Trends und Innovationen beschrieben, die die Zukunft des Tiefziehens prägen könnten.
10.1 Trends und Innovationen im Tiefziehprozess
Mit den Fortschritten in der Fertigungstechnik und der Digitalisierung wird das Tiefziehen zunehmend optimiert. Zu den wichtigsten Trends gehören:
- Integration von Künstlicher Intelligenz (KI) in den Umformprozess:
Künstliche Intelligenz kann zur Optimierung von Prozessparametern, zur Fehlererkennung und zur Vorhersage von Materialverhalten eingesetzt werden. Durch maschinelles Lernen können Algorithmen Prozessdaten analysieren und daraus optimale Einstellungen ableiten, um die Qualität zu verbessern und Ausschuss zu reduzieren. - Einsatz von „Smart Materials“ im Tiefziehen:
„Smart Materials“ sind Werkstoffe, die ihre Eigenschaften je nach Umgebungseinflüssen ändern können, etwa Formgedächtnislegierungen. Der Einsatz solcher Materialien könnte es ermöglichen, Bauteile herzustellen, die unter bestimmten Bedingungen ihre Form verändern oder zusätzliche Funktionen übernehmen. - Erweiterung der Simulationstechniken:
Simulationstechniken wie die Finite-Elemente-Analyse (FEA) werden kontinuierlich weiterentwickelt, um noch genauere Vorhersagen über das Materialverhalten während des Tiefziehens zu liefern. Moderne Simulationen können beispielsweise die Rückfederung des Materials, die Materialverteilung und die Spannungsverteilung detailliert vorhersagen, was die Planung und Optimierung des Umformprozesses erleichtert.
10.2 Herausforderungen und Chancen der Nachhaltigkeit im Tiefziehen
Nachhaltigkeit wird auch im Tiefziehprozess immer wichtiger. Unternehmen sind bestrebt, umweltfreundlichere Produktionsmethoden zu entwickeln und Materialien effizienter zu nutzen. Dies hat mehrere Auswirkungen auf die Zukunft des Tiefziehens:
- Materialeffizienz und Abfallreduzierung:
Ein wichtiger Aspekt der Nachhaltigkeit ist die Minimierung von Materialabfällen. Durch optimierte Schnittmuster und den Einsatz von Simulationen zur Materialflusskontrolle kann der Verschnitt reduziert werden. Außerdem sind Entwicklungen in der Blechumformungstechnik im Gange, um die Materialausnutzung zu maximieren, etwa durch dünnere Materialien mit verbesserter Festigkeit. - Recycling und Wiederverwendung von Werkstoffen:
Es wird verstärkt daran gearbeitet, Materialien wiederzuverwenden und den Einsatz von recycelten Werkstoffen zu fördern. Aluminium, Stahl und andere Metalle lassen sich gut recyceln, was ihren ökologischen Fußabdruck senkt. Tiefziehtechniken, die speziell auf recycelte Materialien abgestimmt sind, bieten neue Möglichkeiten zur Steigerung der Nachhaltigkeit. - Energieeffizienz in der Produktion:
Der Einsatz energieeffizienter Maschinen, wie servo-gesteuerter Tiefziehpressen, reduziert den Energieverbrauch. Hydraulische Pressen, die optimiert wurden, um weniger Hydrauliköl zu benötigen und weniger Wärme zu erzeugen, tragen ebenfalls zur Senkung des Energieverbrauchs bei.
10.3 Zukünftige Anwendungen und Forschungsfelder
Die zukünftigen Entwicklungen im Tiefziehen sind nicht nur auf die Optimierung bestehender Prozesse beschränkt, sondern umfassen auch die Erschließung neuer Anwendungen und Materialien:
- Verarbeitung von Hochleistungswerkstoffen und Legierungen:
Die Nachfrage nach leichten und hochfesten Werkstoffen nimmt in der Luft- und Raumfahrt sowie in der Automobilindustrie weiter zu. Neue Legierungen, wie Aluminium-Lithium-Legierungen oder kohlefaserverstärkte Metalle, stellen besondere Herausforderungen für das Tiefziehen dar, bieten jedoch auch erhebliche Vorteile hinsichtlich Gewicht und Festigkeit. Forschung zur Verbesserung der Umformbarkeit solcher Materialien wird die Anwendungsmöglichkeiten erweitern. - Multimaterial-Tiefziehen:
Die Kombination verschiedener Materialien in einem Umformprozess, wie Metall-Kunststoff-Verbindungen, eröffnet neue Möglichkeiten in der Produktion hybrider Bauteile. Diese Multimaterial-Ansätze bieten Vorteile hinsichtlich Gewicht, Festigkeit und Funktionalität und erfordern angepasste Tiefziehtechniken, um unterschiedliche Materialeigenschaften zu berücksichtigen. - Tiefziehen von Mikrobauteilen für die Elektronik:
Mit dem Trend zur Miniaturisierung von Elektronik und der Herstellung von Mikrobauteilen wächst auch der Bedarf an hochpräzisen Umformprozessen im Mikrobereich. Das Mikro-Tiefziehen ermöglicht die Produktion winziger Bauteile, wie Sensoren und Aktuatoren, mit extrem genauen Toleranzen.
10.4 Technologische Entwicklungen bei Tiefziehmaschinen und Werkzeugen
Moderne Tiefziehmaschinen und Werkzeuge entwickeln sich weiter, um den Anforderungen an Präzision, Flexibilität und Kosten zu entsprechen:
- Servo-gesteuerte Pressen für flexible Produktion:
Servo-gesteuerte Tiefziehpressen bieten eine hohe Flexibilität in der Produktion, da sie unterschiedliche Umformgeschwindigkeiten und -kräfte präzise steuern können. Dadurch können mehrere verschiedene Bauteile auf einer Maschine hergestellt werden, was besonders bei Kleinserien oder häufigen Produktwechseln vorteilhaft ist. - Echtzeit-Anpassung der Umformparameter:
Neue Maschinen sind in der Lage, während des Umformprozesses in Echtzeit Anpassungen vorzunehmen, basierend auf Messwerten von integrierten Sensoren. Diese Sensoren überwachen Parameter wie Kräfte, Temperatur und Materialverformung und passen die Steuerung der Maschine automatisch an, um die Bauteilqualität zu optimieren. - Additiv gefertigte Werkzeuge mit optimierten Kühlsystemen:
Die additive Fertigung ermöglicht die Herstellung von Werkzeugen mit integrierten, komplexen Kühlsystemen, die für eine optimale Temperaturkontrolle während des Umformprozesses sorgen. Dies verbessert die Maßhaltigkeit der Bauteile und reduziert den Verschleiß der Werkzeuge.
10.5 Digitalisierung und vernetzte Produktionssysteme (Industrie 4.0)
Die Digitalisierung in der Fertigung schreitet weiter voran, und das Konzept von Industrie 4.0 wird in der Zukunft eine noch größere Rolle spielen:
- Vernetzte Maschinen und Produktionslinien:
Durch die Vernetzung von Maschinen und Produktionslinien können Daten in Echtzeit ausgetauscht und Prozesse koordiniert werden. Dies ermöglicht eine durchgängige Überwachung und Steuerung der gesamten Produktionskette, vom Rohmaterial bis zum fertigen Bauteil. - Big Data und Prozessoptimierung:
Die Analyse großer Datenmengen aus dem Umformprozess kann zur Optimierung von Maschinenparametern und Werkzeugdesigns genutzt werden. Durch die Anwendung von Big-Data-Analysetechniken können tiefere Einblicke in die Prozessdynamik gewonnen werden, was zu einer kontinuierlichen Verbesserung führt. - Cyber-physische Systeme:
Cyber-physische Systeme (CPS) kombinieren physische Fertigungsprozesse mit digitalen Steuerungssystemen, um eine autonome Produktion zu ermöglichen. CPS können automatisch auf Abweichungen reagieren, Prozesse anpassen und selbstständig Entscheidungen treffen, was den Tiefziehprozess noch effizienter gestaltet.
Detaillierte Berechnungen und Formeln im Tiefziehprozess

Eine detaillierte Behandlung der Berechnungen und Formeln für die verschiedenen Parameter im Tiefziehprozess könnte das Verständnis der praktischen Aspekte des Tiefziehens erweitern. Dazu gehören die Berechnung von Kräften, Umformgrad, Spannungen und anderen relevanten Parametern. Die Kapitel könnten beinhalten:
- Berechnung der Tiefziehkraft: Formeln zur Bestimmung der maximalen Kraft, die für das Umformen erforderlich ist, unter Berücksichtigung des Materialtyps, der Dicke und der Ziehverhältnisse.
- Bestimmung der Niederhalterkraft: Methoden zur Berechnung der erforderlichen Niederhalterkraft, um Faltenbildung zu vermeiden.
- Berechnung des Ziehverhältnisses und Umformgrads: Ermittlung der maximal möglichen Umformung basierend auf Materialeigenschaften und der Form des Werkstücks.
- Beispiele für praktische Berechnungen: Rechenbeispiele für typische Anwendungen, z. B. das Tiefziehen eines Bechers oder einer Schale.
12. Materialwissenschaftliche Aspekte des Tiefziehens
Eine tiefere Betrachtung der materialwissenschaftlichen Grundlagen des Tiefziehens könnte helfen, das Verhalten unterschiedlicher Materialien während des Prozesses besser zu verstehen:
- Mikrostrukturveränderungen während des Tiefziehens: Beschreibung der Veränderungen, die während des Umformprozesses in der Mikrostruktur von Materialien auftreten, z. B. Verfestigung oder Kornvergröberung.
- Materialtests zur Bestimmung der Umformfähigkeit: Vorstellung von Standardtests, wie dem Zugversuch, dem Erichsen-Tiefungstest oder der Bestimmung des r-Werts (Anisotropieindex), die genutzt werden, um die Umformfähigkeit eines Materials zu bewerten.
- Auswirkung von Legierungen auf die Umformbarkeit: Diskussion, wie verschiedene Legierungsbestandteile die Eigenschaften und die Umformfähigkeit eines Materials beeinflussen.
13. Spezifische Tiefziehprozesse für besondere Materialien
Das Tiefziehen ist für verschiedene Materialien unterschiedlich herausfordernd. Eine detaillierte Diskussion spezifischer Materialien könnte zusätzliche Einblicke geben:
- Tiefziehen von Aluminium: Herausforderungen und Lösungen beim Umformen von Aluminium, einschließlich der Vermeidung von Rissen und Materialdünnung.
- Tiefziehen von hochfesten Stählen: Techniken zur Umformung von hochfesten und ultra-hochfesten Stählen, die in der Automobilindustrie zur Gewichtsreduktion eingesetzt werden.
- Umformen von Titan und anderen schwer umformbaren Metallen: Maßnahmen, die erforderlich sind, um Materialien wie Titan zu formen, die für ihre hohe Festigkeit und geringe Umformbarkeit bekannt sind.
- Kunststoff-Tiefziehen und alternative Umformverfahren: Betrachtung der Umformprozesse für Kunststoffe und Kunstleder im Vergleich zum Metalltiefziehen.
14. Qualitätssicherung und Prüfung im Tiefziehprozess
Qualitätssicherungsmaßnahmen spielen eine wichtige Rolle, um sicherzustellen, dass die hergestellten Bauteile den Anforderungen entsprechen. Die Maßnahmen könnten umfassen:
- Messmethoden zur Überprüfung der Maßhaltigkeit: Techniken wie die Koordinatenmesstechnik oder optische Messverfahren zur Überprüfung der geometrischen Genauigkeit.
- Oberflächenprüfung und Fehlererkennung: Methoden zur Erkennung von Oberflächenfehlern, wie z. B. Kratzern, Riefen oder Rissen.
- Mechanische Prüfung der Bauteile: Durchführung von Zugversuchen, Härtetests oder dynamischen Belastungstests zur Bestimmung der mechanischen Eigenschaften.
15. Wirtschaftliche Aspekte des Tiefziehens
Eine wirtschaftliche Betrachtung des Tiefziehens könnte die Entscheidungen in der Produktion und Fertigung beeinflussen:
- Kostenfaktoren im Tiefziehprozess: Faktoren, die die Produktionskosten beeinflussen, wie Werkzeugkosten, Materialkosten, Maschineninvestitionen und Betriebskosten.
- Wirtschaftlichkeit bei Kleinserien und Großserien: Vergleich der Produktionskosten bei unterschiedlichen Stückzahlen und der Einfluss auf die Wahl der Fertigungsmethode.
- Ressourceneffizienz und nachhaltige Produktion: Möglichkeiten zur Reduzierung des Materialverbrauchs und zur Optimierung der Energieeffizienz im Tiefziehprozess.
16. Vergleich des Tiefziehens mit anderen Umformverfahren
Eine vergleichende Analyse des Tiefziehens mit alternativen Umformtechniken könnte dazu beitragen, die Vor- und Nachteile des Verfahrens im Kontext verschiedener Anwendungen besser zu verstehen:
- Vergleich mit Stanzen, Biegen und Streckziehen: Analyse der Anwendungsbereiche, Vorteile und Einschränkungen der verschiedenen Umformverfahren.
- Einsatzgebiete von Hochdruckumformung und Innenhochdruckumformung (IHU): Bewertung der Alternativen zum Tiefziehen, insbesondere bei komplexen Geometrien.
- Direkter und indirekter Vergleich mit 3D-Metalldruck: Diskussion darüber, wann additive Fertigungsverfahren eine sinnvolle Alternative zum Tiefziehen darstellen könnten.
Historische Entwicklung und Meilensteine im Tiefziehprozess
Eine Betrachtung der historischen Entwicklung des Tiefziehens bietet einen Einblick in die Entstehung und Evolution dieses wichtigen Umformverfahrens. Folgende Themen könnten behandelt werden:
- Frühe Anwendungen und erste Tiefziehtechniken: Die Anfänge der Blechumformung und die ersten Anwendungen im 19. Jahrhundert, wie etwa die Herstellung von Dosen und Behältern.
- Technologische Entwicklungen im 20. Jahrhundert: Einführung von hydraulischen Pressen und die Standardisierung des Tiefziehprozesses für industrielle Anwendungen.
- Moderne Entwicklungen und Computerunterstützung: Der Einfluss von computergesteuerten Maschinen, Simulationstechniken und Automatisierung auf den Tiefziehprozess seit den 1980er Jahren.
18. Einfluss der Temperatur auf den Tiefziehprozess
Die Temperatur spielt eine wichtige Rolle bei der Umformbarkeit von Materialien, insbesondere bei schwer umformbaren Werkstoffen. Hier könnte man folgende Punkte näher beleuchten:
- Warmtiefziehen: Vorteile, Verfahren und Anwendungen, bei denen die Blechplatine vor dem Tiefziehen erhitzt wird, um die Umformbarkeit zu verbessern.
- Heißtiefziehen für spezielle Legierungen: Prozesse zur Umformung von hochfesten oder temperaturbeständigen Materialien wie Titan und Nickelbasislegierungen.
- Einfluss der Temperatur auf Schmierung und Reibung: Wie sich Temperaturänderungen auf die Wirksamkeit von Schmierstoffen auswirken und welche speziellen Hochtemperaturschmierstoffe verwendet werden können.
19. Tiefziehprozesse in der Serienproduktion und der Prototypenfertigung
Die Anforderungen an den Tiefziehprozess unterscheiden sich je nach Stückzahl und Art der Produktion. Die Unterschiede zwischen Serienproduktion und Prototypenfertigung könnten hier thematisiert werden:
- Anforderungen an die Werkzeugauslegung für die Massenproduktion: Anpassungen und Optimierungen der Werkzeuge für eine hohe Stückzahl und Langlebigkeit.
- Kosten-Nutzen-Analyse bei Kleinserien: Wie wirtschaftliche Aspekte bei kleinen Losgrößen berücksichtigt werden können und welche Techniken zur Kostenreduktion verwendet werden.
- Rapid Tooling und Prototyping im Tiefziehprozess: Einsatz schneller Werkzeugherstellungstechniken (z. B. 3D-Druck) zur Erstellung von Prototypen oder Kleinserienwerkzeugen.
20. Sicherheit und Arbeitsschutz beim Tiefziehen
Sicherheitsmaßnahmen sind in der Blechumformung von großer Bedeutung, um Verletzungen und Unfälle zu vermeiden. Dieser Abschnitt könnte folgende Aspekte abdecken:
- Sicherheitsanforderungen für Tiefziehpressen: Beschreibung der notwendigen Schutzeinrichtungen, wie Schutzvorrichtungen, Lichtvorhänge und Not-Aus-Schalter.
- Ergonomische Gestaltung des Arbeitsplatzes: Maßnahmen zur Reduzierung der körperlichen Belastung für Arbeiter, insbesondere bei der Handhabung von schweren Blechen.
- Umgang mit Schmierstoffen und Gefahrstoffen: Sicherheitshinweise zum Umgang mit Schmierstoffen, Reinigungsmitteln und Hydraulikflüssigkeiten.
21. Tiefziehen von Hochleistungswerkstoffen für spezielle Anwendungen
Ein detaillierterer Blick auf das Tiefziehen von Hochleistungswerkstoffen, die in speziellen Branchen benötigt werden:
- Tiefziehen von Magnesiumlegierungen: Anwendung in der Automobil- und Luftfahrtindustrie aufgrund des geringen Gewichts von Magnesium.
- Tiefziehen von Verbundwerkstoffen und Metallen mit Beschichtungen: Verfahren zur Umformung von Werkstoffen, die eine Schutzschicht oder spezielle Oberflächenbeschichtungen haben.
- Bimetall-Tiefziehen: Das Tiefziehen von Bimetallen, bei denen zwei unterschiedliche Materialien in einem Bauteil kombiniert sind, um spezifische Eigenschaften zu erzielen.
22. Ökologische Aspekte und Nachhaltigkeit im Tiefziehprozess
Die Betrachtung ökologischer Aspekte ist in der modernen Fertigung ein wichtiges Thema, das zunehmend in den Fokus rückt:
- Reduktion des Energieverbrauchs durch moderne Maschinen: Einsparpotenziale durch den Einsatz energieeffizienter Tiefziehpressen und die Nutzung von servo-gesteuerten Pressen.
- Verwendung umweltfreundlicher Schmierstoffe: Einsatz biologisch abbaubarer Schmierstoffe und die Reduktion des Schmierstoffverbrauchs.
- Ressourcenschonung durch Materialoptimierung: Techniken zur Minimierung des Materialverschnitts und zur Verwendung von recycelten Materialien im Tiefziehprozess.
23. Tiefziehen in der Mikro- und Nanotechnologie
Mit der Miniaturisierung von Komponenten wird das Tiefziehen auch in der Mikro- und Nanotechnologie relevant:
- Mikro-Tiefziehen: Techniken zur Herstellung von Bauteilen im Mikrometerbereich, wie sie in der Medizintechnik oder Mikroelektronik benötigt werden.
- Herausforderungen bei der Bearbeitung von Mikrobauteilen: Probleme, die durch Materialverhalten auf kleinem Maßstab und hohe Anforderungen an die Präzision entstehen.
- Nanostrukturierte Oberflächen durch Tiefziehen: Erzeugung von Strukturen auf der Materialoberfläche, die im Nanometerbereich liegen, für spezielle Anwendungen wie Oberflächenfunktionalisierung.
24. Ausbildungs- und Weiterbildungsmöglichkeiten im Bereich Tiefziehen
Für Fachkräfte und Ingenieure, die sich mit dem Tiefziehprozess beschäftigen, ist eine fundierte Ausbildung und kontinuierliche Weiterbildung wichtig:
- Berufsausbildung im Bereich Umformtechnik: Ausbildungsberufe, die sich auf Metallverarbeitung und Umformprozesse spezialisieren, wie Werkzeugmechaniker und Industriemechaniker.
- Weiterbildungsmöglichkeiten für Ingenieure: Kurse und Seminare zur Vertiefung der Kenntnisse in Blechumformung, Simulation und Prozessoptimierung.
- Forschungseinrichtungen und Universitäten: Überblick über Forschungsprojekte und Studiengänge, die sich auf Umformtechnik spezialisieren.
25. Software und digitale Tools zur Prozessoptimierung im Tiefziehen
Die digitale Transformation bietet zahlreiche Möglichkeiten, den Tiefziehprozess zu optimieren:
- Einsatz von CAD/CAM-Software zur Werkzeugkonstruktion: Verwendung von Konstruktionssoftware zur Gestaltung und Optimierung von Tiefziehwerkzeugen.
- Prozesssimulationen mit spezialisierter FEA-Software: Simulation des Tiefziehprozesses zur Vorhersage von Materialverhalten, Verformungen und Spannungen.
- Datenanalyse und Prozessüberwachung mit IoT-Systemen: Nutzung von vernetzten Systemen zur Erfassung und Analyse von Produktionsdaten in Echtzeit, um den Tiefziehprozess kontinuierlich zu verbessern.
Hydraulik-Tiefziehpresse
Die Hydraulik-Tiefziehpresse ist eine spezielle Art von Umformmaschine, die hydraulische Energie nutzt, um Blechmaterial durch Tiefziehen in komplexe Formen zu bringen. Im Gegensatz zu mechanischen Pressen, die durch ein Schwungrad und ein Kurbelgetriebe angetrieben werden, erzeugt die hydraulische Presse ihre Kraft durch Flüssigkeitsdruck. Dieser Prozess erlaubt eine präzise Steuerung der Umformkraft und eignet sich besonders gut für Anwendungen, die hohe Umformtiefen und komplexe Geometrien erfordern.
1. Aufbau und Funktionsweise einer Hydraulik-Tiefziehpresse
Eine Hydraulik-Tiefziehpresse besteht aus mehreren wesentlichen Komponenten, die für den Umformprozess notwendig sind:
- Hydraulikzylinder: Der Hydraulikzylinder ist das zentrale Element der Presse und erzeugt die Presskraft durch den Druck einer Hydraulikflüssigkeit. Der Zylinder treibt den Stempel an, der das Blech in die Matrize drückt.
- Hydraulikpumpe: Die Hydraulikpumpe fördert die Flüssigkeit unter Druck in den Hydraulikzylinder. Der erzeugte Druck wird in die erforderliche Umformkraft umgewandelt.
- Steuer- und Regelventile: Diese Ventile steuern den Hydraulikdruck und die Bewegung des Zylinders. Sie ermöglichen eine präzise Kontrolle über die Kraft und Geschwindigkeit der Presse.
- Stempel und Matrize: Der Stempel drückt das Blech in die Matrize, die die Form des Endprodukts vorgibt. Diese Werkzeuge sind speziell gestaltet, um die Materialverformung gleichmäßig zu verteilen und Risse oder Faltenbildung zu verhindern.
- Niederhalter: Der Niederhalter übt eine kontrollierte Kraft auf den Rand der Blechplatine aus, um Faltenbildung während des Umformvorgangs zu vermeiden. Bei hydraulischen Pressen kann die Niederhalterkraft präzise eingestellt werden.
2. Vorteile von Hydraulik-Tiefziehpressen
Hydraulik-Tiefziehpressen bieten mehrere Vorteile gegenüber anderen Pressenarten, insbesondere im Hinblick auf Flexibilität und Anpassungsfähigkeit:
- Präzise Steuerung der Umformkraft: Da die Hydraulikflüssigkeit unter Druck reguliert wird, kann die Umformkraft genau eingestellt und während des Umformvorgangs konstant gehalten werden. Dies ist besonders nützlich, wenn Materialien mit unterschiedlichen Festigkeiten bearbeitet werden.
- Geeignet für tiefe Umformungen: Hydraulische Pressen sind ideal für Bauteile mit großen Umformtiefen oder komplexen Geometrien, da sie hohe Kräfte aufbringen können. Die Flexibilität der Steuerung ermöglicht tiefe Ziehungen, ohne dass das Material beschädigt wird.
- Konstante Umformgeschwindigkeit: Bei hydraulischen Pressen kann die Geschwindigkeit der Stempelbewegung kontinuierlich angepasst werden. Dies ist vorteilhaft, wenn empfindliche Materialien geformt werden, die bei hohen Geschwindigkeiten reißen könnten.
- Vielfältige Anwendungen: Hydraulik-Tiefziehpressen sind vielseitig einsetzbar und eignen sich für eine breite Palette von Materialien, einschließlich Aluminium, Stahl, Edelstahl, Kupfer und hochfester Legierungen.
3. Anwendungsbereiche für Hydraulik-Tiefziehpressen
Hydraulik-Tiefziehpressen werden in verschiedenen Industriezweigen eingesetzt, die hohe Anforderungen an die Umformtiefe, Maßgenauigkeit und Oberflächenqualität der Bauteile stellen:
- Automobilindustrie: In der Automobilfertigung werden Hydraulik-Tiefziehpressen zur Herstellung von Karosserieteilen, Strukturbauteilen und Innenteilen eingesetzt. Sie sind besonders für hochfeste Stähle geeignet, die in modernen Fahrzeugen zur Gewichtsreduzierung verwendet werden.
- Luft- und Raumfahrt: In der Luftfahrtindustrie werden leichte, aber hochfeste Materialien wie Aluminium und Titan durch Tiefziehen geformt, um Bauteile für Flugzeugstrukturen und Verkleidungen herzustellen. Hydraulikpressen bieten die Flexibilität, diese Materialien effizient und präzise zu verformen.
- Haushaltsgerätebau: Gehäuse und Bauteile für Haushaltsgeräte, wie Waschmaschinen, Backöfen und Kühlschränke, werden oft mithilfe von Hydraulik-Tiefziehpressen hergestellt, um komplexe Formen mit gleichmäßiger Wandstärke zu erreichen.
- Medizintechnik: Die Herstellung präziser medizinischer Bauteile, wie Gehäuse für Geräte oder Implantatkomponenten, erfordert eine hohe Maßgenauigkeit und Oberflächenqualität. Hydraulikpressen ermöglichen die Umformung solcher Bauteile aus Edelstahl oder Titan.
4. Herausforderungen und Nachteile von Hydraulik-Tiefziehpressen
Trotz ihrer vielen Vorteile gibt es auch Herausforderungen und Nachteile, die bei der Verwendung von Hydraulik-Tiefziehpressen berücksichtigt werden müssen:
- Hoher Wartungsaufwand: Hydrauliksysteme erfordern regelmäßige Wartung, um Leckagen zu verhindern und die Effizienz der Pumpe zu gewährleisten. Das Hydrauliköl muss regelmäßig gewechselt werden, und die Dichtungen sind anfällig für Verschleiß.
- Langsamere Taktzeiten im Vergleich zu mechanischen Pressen: Obwohl hydraulische Pressen sehr flexibel und präzise sind, haben sie im Allgemeinen langsamere Taktzeiten als mechanische Pressen. Dies kann die Produktionsgeschwindigkeit bei Großserien begrenzen.
- Hohe Investitionskosten: Die Anschaffung einer Hydraulik-Tiefziehpresse kann teuer sein, insbesondere wenn spezielle Anforderungen wie große Umformtiefen oder hohe Drücke erforderlich sind. Auch die Energiekosten können höher ausfallen, da hydraulische Pressen mehr Energie verbrauchen.
5. Neueste technologische Entwicklungen bei Hydraulik-Tiefziehpressen
Die Technologie der Hydraulik-Tiefziehpressen hat sich weiterentwickelt, um den gestiegenen Anforderungen in der Fertigung gerecht zu werden:
- Servo-gesteuerte Hydraulikpressen: Diese Maschinen kombinieren die Flexibilität hydraulischer Systeme mit der Präzision einer Servosteuerung. Servo-gesteuerte Hydraulikpressen bieten eine verbesserte Kontrolle über Geschwindigkeit und Umformkraft, was die Effizienz erhöht und die Prozessqualität verbessert.
- Integrierte Prozessüberwachung: Moderne Hydraulik-Tiefziehpressen sind mit Sensoren ausgestattet, die Parameter wie Druck, Temperatur und Materialverformung in Echtzeit überwachen. Dies ermöglicht eine präzise Prozesssteuerung und reduziert die Fehlerquote.
- Energiesparende Technologien: Neue Systeme nutzen Hydraulikspeicher und energieeffiziente Pumpen, um den Energieverbrauch zu senken. Diese Technologien helfen, die Betriebskosten zu reduzieren und die Umweltbelastung zu minimieren.
6. Wartung und Instandhaltung von Hydraulik-Tiefziehpressen
Eine regelmäßige Wartung ist entscheidend, um die Funktionstüchtigkeit und Lebensdauer der Hydraulik-Tiefziehpresse zu gewährleisten:
- Überprüfung des Hydrauliköls: Das Hydrauliköl sollte regelmäßig auf Verunreinigungen oder Alterung geprüft und gegebenenfalls gewechselt werden, um die Effizienz des Systems aufrechtzuerhalten.
- Wartung der Dichtungen: Hydraulikdichtungen sind stark beansprucht und können im Laufe der Zeit verschleißen. Sie sollten regelmäßig inspiziert und ausgetauscht werden, um Leckagen zu vermeiden.
- Kalibrierung der Presse: Eine regelmäßige Kalibrierung der Maschine stellt sicher, dass die eingestellten Kräfte und Geschwindigkeiten genau den Spezifikationen entsprechen.
Detaillierte Analyse der Einsatzmöglichkeiten von Hydraulik-Tiefziehpressen
Dieser Abschnitt könnte spezifische Einsatzszenarien und Anwendungen näher beleuchten und zeigen, wie hydraulische Tiefziehpressen in verschiedenen Bereichen erfolgreich genutzt werden:
- Herstellung von Strukturbauteilen für die Automobilindustrie:
Eine detaillierte Betrachtung der Prozesse zur Umformung von hochfesten Stählen und Aluminiumlegierungen zur Gewichtsreduktion und Verbesserung der Sicherheit. Hydraulikpressen ermöglichen die Bearbeitung solcher Materialien durch präzise Steuerung der Umformkräfte. - Produktion von Behältern und Verpackungen aus Metall:
Hydraulik-Tiefziehpressen sind besonders geeignet für die Herstellung von Dosen, Bechern, Tuben und Aerosoldosen, bei denen gleichmäßige Wandstärke und hohe Oberflächenqualität erforderlich sind. - Komplexe Bauteile in der Luftfahrt und Raumfahrt:
Die Herstellung von Verkleidungen, Abdeckungen und Strukturteilen aus Leichtmetallen wie Titan und Aluminium kann durch den Einsatz hydraulischer Pressen optimiert werden. Hierbei wird die hohe Umformtiefe genutzt, um komplexe und präzise Bauteile zu fertigen.
8. Technologische Fortschritte in der Hydraulik- und Steuerungstechnik
Fortschritte in der Hydrauliktechnologie und Steuerungssystemen haben die Leistungsfähigkeit von Hydraulik-Tiefziehpressen erheblich gesteigert. Hier könnten folgende Punkte diskutiert werden:
- Einsatz von intelligenten Steuerungssystemen:
Moderne Pressen nutzen intelligente Steuerungen, die Prozessparameter wie Umformgeschwindigkeit, Druck und Niederhalterkraft in Echtzeit anpassen. Dadurch können Abweichungen während des Umformprozesses sofort korrigiert werden, was zu höherer Produktqualität führt. - Hydraulikspeichertechnologie zur Energieeinsparung:
Die Verwendung von Hydraulikspeichern ermöglicht es, überschüssige Energie zwischenzuspeichern und bei Bedarf freizusetzen. Diese Technologie reduziert den Energieverbrauch und verbessert die Energieeffizienz der Presse. - Servohydraulische Systeme:
Eine Kombination aus Hydraulik- und Servoantrieben ermöglicht es, die Vorteile beider Systeme zu nutzen. Dies führt zu einer verbesserten Steuerung der Bewegung und der Presskraft, was besonders bei komplexen Umformungen von Vorteil ist.
9. Spezielle Umformtechniken mit Hydraulik-Tiefziehpressen
Dieser Abschnitt könnte spezielle Verfahren beschreiben, die mithilfe von Hydraulik-Tiefziehpressen durchgeführt werden:
- Hydromechanisches Tiefziehen:
Beim hydromechanischen Tiefziehen wird der Umformprozess durch einen zusätzlichen Flüssigkeitsdruck unterstützt, der das Blech gleichmäßiger in die Matrize drückt. Dieses Verfahren ermöglicht tiefere Umformungen und reduziert die Gefahr von Rissen. - Innenhochdruckumformung (IHU):
Die Innenhochdruckumformung nutzt Hydraulikdruck, um Rohrmaterial von innen gegen eine Form zu drücken und so komplexe Hohlkörper zu erzeugen. Dieses Verfahren eignet sich besonders für die Herstellung von Bauteilen mit variierenden Durchmessern und komplexen Geometrien. - Warmtiefziehen mit hydraulischen Pressen:
Bei der Umformung von Materialien, die bei Raumtemperatur schwer umformbar sind, wie hochfeste Stähle, kann das Warmtiefziehen eingesetzt werden. Hydraulische Pressen eignen sich für diesen Prozess, da sie eine präzise Steuerung der Kräfte und Temperaturen ermöglichen.
10. Werkstoff- und Schmiertechnik für Hydraulik-Tiefziehpressen
Die Auswahl des richtigen Materials und der optimalen Schmiermittel ist entscheidend für den Erfolg des Tiefziehprozesses. Themen, die hier behandelt werden könnten, umfassen:
- Geeignete Werkstoffe für den Einsatz in hydraulischen Tiefziehprozessen:
Beschreibung der Materialeigenschaften von Stählen, Aluminiumlegierungen, Kupfer und Titan sowie deren Verhalten unter hydraulischen Umformbedingungen. - Schmierstoffe für Hydraulik-Tiefziehpressen:
Die Auswahl der richtigen Schmierstoffe reduziert die Reibung zwischen dem Blech und den Werkzeugen, was die Oberflächenqualität verbessert und die Lebensdauer der Werkzeuge erhöht. Spezielle Hochleistungsschmierstoffe können die Umformkräfte verringern und die Bildung von Abrieb verhindern. - Einfluss der Schmierung auf die Werkzeugstandzeit:
Analyse, wie Schmierung die Verschleißfestigkeit von Werkzeugen beeinflusst, und Vorschläge zur Verbesserung der Schmiertechniken bei hydraulischen Pressen.
11. Wirtschaftliche Aspekte des Einsatzes von Hydraulik-Tiefziehpressen
Eine Betrachtung der wirtschaftlichen Faktoren beim Einsatz von Hydraulik-Tiefziehpressen könnte beinhalten:
- Kosten-Nutzen-Analyse:
Vergleich der Anschaffungs- und Betriebskosten von hydraulischen Pressen mit mechanischen oder servo-gesteuerten Pressen. Diskussion der langfristigen Kostenvorteile durch erhöhte Flexibilität und geringere Werkzeugwechselzeiten. - Optimierung von Produktionsprozessen:
Analyse, wie durch den Einsatz von Hydraulik-Tiefziehpressen die Produktionskosten gesenkt werden können, insbesondere bei kleinen Losgrößen oder komplexen Bauteilen. - Amortisationszeit bei der Anschaffung einer Hydraulik-Tiefziehpresse:
Berechnung der Zeitspanne, in der sich die Investition in eine Hydraulikpresse durch reduzierte Betriebskosten und erhöhte Produktivität amortisiert.
12. Sicherheitsaspekte und Wartung bei Hydraulik-Tiefziehpressen
Sicherheit ist ein wichtiger Aspekt beim Betrieb von Hydraulik-Tiefziehpressen, da hohe Kräfte und Drücke im Spiel sind:
- Sicherheitsmaßnahmen für den Betrieb von Hydraulik-Tiefziehpressen:
Beschreibung der relevanten Sicherheitsvorkehrungen wie Schutzeinrichtungen, Not-Aus-Schalter und Überwachungssysteme zur Vermeidung von Unfällen. - Regelmäßige Wartung und Instandhaltung:
Ausführliche Darstellung der notwendigen Wartungsmaßnahmen, einschließlich der Überprüfung des Hydrauliköls, der Inspektion von Dichtungen und der Kalibrierung der Maschinen. - Prüfung und Instandhaltung der Hydrauliksysteme:
Wartungsrichtlinien für das Hydrauliksystem, um Leckagen zu vermeiden und die Effizienz der Maschine sicherzustellen.
13. Vergleich von Hydraulik-Tiefziehpressen mit anderen Pressenarten
Ein detaillierter Vergleich der Hydraulik-Tiefziehpresse mit anderen Pressenarten hilft, die jeweiligen Vor- und Nachteile sowie Anwendungsbereiche besser zu verstehen:
- Vergleich mit mechanischen Pressen:
Mechanische Pressen arbeiten mit einem Schwungrad und einem Kurbelmechanismus, was sie für schnelle, hochvolumige Anwendungen geeignet macht. Hydraulikpressen bieten hingegen eine präzisere Steuerung der Presskraft und sind besser für tiefe Umformungen und komplexe Formen geeignet. - Vergleich mit servo-gesteuerten Pressen:
Servo-Pressen kombinieren elektrische Servoantriebe mit der Mechanik von Pressen, um eine flexible Steuerung der Bewegungsabläufe zu ermöglichen. Der Vorteil von servo-gesteuerten Pressen liegt in der hohen Geschwindigkeit und Genauigkeit, während Hydraulikpressen durch ihre gleichmäßige Kraftentwicklung punkten. - Vergleich mit pneumatischen Pressen:
Pneumatische Pressen nutzen Druckluft und eignen sich eher für leichtere Anwendungen mit geringeren Presskräften. Sie sind kostengünstig, aber weniger präzise als hydraulische Pressen.
14. Integration von Hydraulik-Tiefziehpressen in automatisierte Produktionslinien
Die Integration von Hydraulik-Tiefziehpressen in automatisierte Fertigungslinien bietet zahlreiche Vorteile hinsichtlich Produktivität und Effizienz:
- Roboterunterstützung für Materialhandling:
Der Einsatz von Robotern zur Be- und Entladung der Pressen erhöht die Geschwindigkeit und reduziert die Zykluszeit. Robotik kann auch für zusätzliche Aufgaben wie die Qualitätsprüfung oder das Entgraten eingesetzt werden. - Automatische Werkzeugwechselvorrichtungen:
Automatisierte Werkzeugwechselsysteme ermöglichen es, verschiedene Werkzeuge schnell und präzise auszutauschen, was die Flexibilität erhöht und die Rüstzeiten verkürzt. - Verknüpfung mit Überwachungssystemen (Industrie 4.0):
Sensoren und digitale Vernetzung ermöglichen die Überwachung der Prozessparameter in Echtzeit. Dadurch können Anpassungen vorgenommen werden, um die Produktqualität zu optimieren und Ausfallzeiten zu reduzieren.
15. Optimierung der Produktqualität durch den Einsatz von Hydraulik-Tiefziehpressen
Die präzise Steuerung der Presskraft bei Hydraulikpressen erlaubt eine bessere Kontrolle über den Umformprozess, was die Produktqualität erhöht:
- Vermeidung von Rissen und Falten:
Hydraulik-Tiefziehpressen ermöglichen eine gleichmäßige Kraftverteilung, was die Gefahr von Rissen und Faltenbildung während des Umformprozesses verringert. Dies ist besonders wichtig bei hochfesten Materialien. - Gleichmäßige Wanddicke bei tiefgezogenen Bauteilen:
Durch die präzise Einstellung der Niederhalterkraft können Materialverteilungen genau gesteuert werden, um eine gleichmäßige Wanddicke zu gewährleisten. Dies ist entscheidend für Anwendungen, bei denen die Bauteile hohen Belastungen ausgesetzt sind. - Verbesserte Oberflächenqualität:
Die Steuerung der Umformgeschwindigkeit und des Drucks reduziert die Reibung und den Werkzeugverschleiß, was zu einer besseren Oberflächenqualität der Bauteile führt.
16. Schulung und Qualifikation für den Einsatz von Hydraulik-Tiefziehpressen
Um die bestmöglichen Ergebnisse im Tiefziehprozess zu erzielen, ist eine fundierte Ausbildung und kontinuierliche Weiterbildung des Personals notwendig:
- Grundlegende Schulungen für Maschinenbediener:
Bediener sollten in den grundlegenden Funktionen der Hydraulikpresse sowie in Sicherheitsaspekten und der Wartung geschult werden. Eine gute Schulung hilft, Fehlbedienungen zu vermeiden und die Maschinenleistung zu optimieren. - Fortgeschrittene Schulungen zur Prozessoptimierung:
Kurse für erfahrene Mitarbeiter, die sich mit Prozessoptimierung, Fehleranalyse und der Anpassung von Umformparametern beschäftigen. Dies umfasst auch die Kenntnisse über die Auswahl der richtigen Schmiermittel und die Justierung der Niederhalterkraft. - Simulationstraining zur Vorbereitung auf komplexe Aufgaben:
Nutzung von Simulationssoftware, um Bediener auf spezielle Herausforderungen vorzubereiten und das Verständnis für die Auswirkungen von Prozessparametern auf die Umformergebnisse zu vertiefen.
17. Hydraulikflüssigkeiten und ihre Bedeutung im Tiefziehprozess
Die Wahl der richtigen Hydraulikflüssigkeit ist für den reibungslosen Betrieb einer Hydraulik-Tiefziehpresse entscheidend:
- Eigenschaften und Anforderungen an Hydraulikflüssigkeiten:
Die Hydraulikflüssigkeit muss bestimmten Anforderungen entsprechen, darunter hohe Druckbeständigkeit, gutes Schmierverhalten, geringe Viskositätsänderungen bei Temperaturunterschieden und Korrosionsschutz. - Umweltauswirkungen und Entsorgung:
Die korrekte Handhabung von Hydraulikölen ist wichtig, um Umweltverschmutzung zu vermeiden. Es sollten umweltfreundliche Alternativen und Möglichkeiten zur fachgerechten Entsorgung und Wiederaufbereitung berücksichtigt werden. - Wartung des Hydrauliksystems:
Regelmäßige Inspektionen des Hydrauliksystems und das rechtzeitige Austauschen der Hydraulikflüssigkeit sind erforderlich, um die Effizienz der Presse zu gewährleisten und Ausfälle zu vermeiden.
18. Fehleranalyse und Problemlösung bei Hydraulik-Tiefziehpressen
Im Betrieb einer Hydraulik-Tiefziehpresse können verschiedene Fehler auftreten, die die Produktion beeinträchtigen:
- Häufige Fehler und deren Ursachen:
Dazu gehören Leckagen im Hydrauliksystem, unzureichende Presskraft, abweichende Bauteilmaße und Rissbildung. Diese Probleme können durch Verschleiß, falsche Einstellungen oder Materialfehler verursacht werden. - Diagnosetools und Fehleranalyseverfahren:
Verwendung von Sensoren, Infrarotkameras und Diagnose-Software zur Erkennung von Fehlern. Regelmäßige Inspektionen und Kalibrierungen helfen, Probleme frühzeitig zu identifizieren. - Strategien zur Problemlösung:
Praktische Ansätze zur Fehlerbehebung, wie das Ersetzen verschlissener Dichtungen, das Anpassen der Prozessparameter oder das Verwenden alternativer Schmierstoffe.
19. Die Zukunft der Hydraulik-Tiefziehpresse: Digitalisierung und intelligente Systeme
Die Entwicklung der Hydraulik-Tiefziehpresse wird stark von digitalen Technologien beeinflusst:
- Einsatz von Künstlicher Intelligenz (KI):
KI kann zur automatischen Anpassung der Umformparameter verwendet werden, um die Qualität und Effizienz des Tiefziehprozesses zu verbessern. Maschinelles Lernen hilft, Muster in den Produktionsdaten zu erkennen und Optimierungen vorzunehmen. - Prozessüberwachung in Echtzeit:
Sensoren und Kameras ermöglichen die Überwachung des Umformprozesses in Echtzeit, um schnell auf Abweichungen reagieren zu können. Digitale Zwillinge erlauben die Simulation und Optimierung des Tiefziehprozesses vor der Produktion. - Vernetzte Produktionssysteme (Industrie 4.0):
Die Integration von Hydraulik-Tiefziehpressen in vernetzte Fertigungsumgebungen ermöglicht eine durchgängige Datenanalyse und verbessert die Steuerung und Wartung der Maschinen.
Tiefziehpresse: Ein Überblick

Eine Tiefziehpresse ist eine Maschine, die für den Umformprozess des Tiefziehens verwendet wird, bei dem flaches Blech in hohle, meist zylindrische oder komplexere Formen umgeformt wird. Die Tiefziehpresse übt dabei Druck auf das Blech aus, um es in eine Matrize zu drücken, die die Form des Endprodukts vorgibt. Dieser Prozess findet in vielen Industrien Anwendung, darunter die Automobil-, Luftfahrt-, Verpackungs- und Haushaltsgeräteindustrie.
1. Aufbau und Komponenten einer Tiefziehpresse
Eine Tiefziehpresse besteht typischerweise aus folgenden Hauptkomponenten:
- Stempel: Der Stempel ist das formgebende Werkzeug, das das Blech in die Matrize drückt und die gewünschte Form erzeugt.
- Matrize: Die Matrize ist das Gegenstück zum Stempel und definiert die Endform des Bauteils. Das Blech wird zwischen Stempel und Matrize verformt.
- Niederhalter: Der Niederhalter drückt auf den Rand des Blechs, um Faltenbildung zu verhindern und den Materialfluss während der Umformung zu kontrollieren.
- Antriebssystem: Das Antriebssystem der Presse kann mechanisch, hydraulisch oder elektrisch (servo-gesteuert) sein und liefert die Kraft, die erforderlich ist, um den Stempel zu bewegen.
- Rahmen: Der Rahmen dient zur Aufnahme der Kräfte, die während des Tiefziehprozesses entstehen, und sorgt für die Stabilität der Maschine.
2. Arten von Tiefziehpressen
Es gibt verschiedene Arten von Tiefziehpressen, die sich hinsichtlich ihres Antriebs und ihrer Funktionsweise unterscheiden:
- Mechanische Tiefziehpressen:
Diese Pressen arbeiten mit einem mechanischen Antrieb, der durch ein Schwungrad und ein Kurbelgetriebe betrieben wird. Sie sind ideal für Anwendungen mit hohen Produktionsgeschwindigkeiten und großen Stückzahlen, bieten jedoch weniger Flexibilität in der Steuerung der Presskraft. - Hydraulische Tiefziehpressen:
Diese Pressen verwenden Hydraulikflüssigkeit, um die benötigte Kraft aufzubringen. Sie sind flexibel in der Steuerung von Presskraft und Geschwindigkeit und eignen sich besonders gut für Anwendungen mit großen Umformtiefen oder komplexen Geometrien. Sie ermöglichen auch die präzise Steuerung der Niederhalterkraft. - Servo-gesteuerte Tiefziehpressen:
Servo-Pressen kombinieren elektrische Servoantriebe mit der Mechanik einer Presse. Sie bieten eine hohe Flexibilität und Genauigkeit bei der Steuerung der Bewegungsabläufe und sind ideal für komplexe Umformprozesse. Servo-gesteuerte Pressen ermöglichen es, die Geschwindigkeit und Kraft in verschiedenen Phasen des Umformprozesses anzupassen. - Pneumatische Tiefziehpressen:
Diese Pressen nutzen Druckluft, um die Umformkraft zu erzeugen, sind aber in der Regel für kleinere Anwendungen mit geringeren Kräften geeignet. Sie bieten den Vorteil einer kompakten Bauweise und sind relativ kostengünstig.
3. Funktionsweise des Tiefziehprozesses
Der Tiefziehprozess kann in mehrere Schritte unterteilt werden:
- Vorbereitung: Eine flache Blechplatine wird auf die Matrize gelegt. Das Blech ist normalerweise bereits auf die gewünschte Größe zugeschnitten.
- Niederhalteranwendung: Der Niederhalter wird aktiviert, um das Blech festzuhalten und Faltenbildung zu verhindern.
- Einpressen des Stempels: Der Stempel drückt das Blech in die Matrize, wodurch es sich plastisch verformt und die gewünschte Form annimmt. Der Niederhalter verhindert, dass das Material sich unkontrolliert bewegt.
- Entformung: Sobald der Stempel wieder nach oben gefahren ist, kann das fertig geformte Werkstück entnommen werden.
- Nachbearbeitung: Oft sind Nachbearbeitungsschritte wie Beschnitt oder Oberflächenbehandlung erforderlich, um die endgültige Form und Qualität des Werkstücks sicherzustellen.
4. Vorteile des Tiefziehprozesses
Tiefziehpressen bieten eine Reihe von Vorteilen, die sie für die industrielle Fertigung attraktiv machen:
- Herstellung komplexer Geometrien: Tiefziehen ermöglicht es, komplexe und tiefe Formen aus flachem Blech zu erstellen, die mit anderen Umformverfahren schwer realisierbar wären.
- Hohe Maßgenauigkeit und Wiederholbarkeit: Der Tiefziehprozess bietet eine hohe Präzision, was insbesondere in der Serienfertigung wichtig ist.
- Vielseitige Materialauswahl: Tiefziehen kann mit verschiedenen Materialien durchgeführt werden, darunter Aluminium, Stahl, Edelstahl, Kupfer und Messing.
- Effiziente Produktion großer Stückzahlen: Die Verwendung von Tiefziehpressen ist besonders vorteilhaft für die Massenproduktion von Bauteilen, da die Werkzeuge für hohe Stückzahlen ausgelegt werden können.
5. Herausforderungen und Nachteile des Tiefziehens
Trotz der vielen Vorteile gibt es auch Herausforderungen und Nachteile beim Tiefziehen:
- Materialfehler wie Risse oder Falten: Beim Umformen kann es zu Materialfehlern kommen, insbesondere wenn das Material nicht die richtige Umformfähigkeit besitzt oder die Prozessparameter nicht optimal eingestellt sind.
- Hohe Werkzeugkosten: Die Kosten für die Herstellung von Tiefziehwerkzeugen sind relativ hoch, was den Prozess für kleine Serien weniger wirtschaftlich macht.
- Rückfederung des Materials: Nach der Umformung neigen manche Materialien dazu, sich teilweise zurückzubilden, was die Maßhaltigkeit beeinträchtigen kann. Maßnahmen zur Kompensation der Rückfederung müssen berücksichtigt werden.
6. Typische Anwendungen von Tiefziehpressen
Tiefziehpressen werden in vielen Industriezweigen eingesetzt, um verschiedene Arten von Bauteilen herzustellen:
- Automobilindustrie: Fertigung von Karosserieteilen, wie Motorhauben, Türen und Strukturteilen. Die Fähigkeit, hochfeste Stähle zu verarbeiten, macht Tiefziehen zu einem wichtigen Verfahren in der Automobilfertigung.
- Verpackungsindustrie: Herstellung von Dosen, Bechern und anderen Metallverpackungen. Hier ist das Tiefziehen besonders nützlich, um dünnwandige, hohle Behälter zu fertigen.
- Luft- und Raumfahrt: Produktion von leichten und gleichzeitig festen Bauteilen aus Aluminium und Titan für Flugzeuge und Raumfahrzeuge.
- Medizintechnik: Fertigung von präzisen Gehäusen und Implantatkomponenten aus Edelstahl oder Titan, die eine hohe Maßgenauigkeit und Oberflächenqualität erfordern.
7. Neueste Entwicklungen in der Tiefziehpresstechnik
Die Tiefziehpresstechnik hat sich weiterentwickelt, um den Anforderungen moderner Fertigung gerecht zu werden:
- Digitale Prozessüberwachung: Mit der Integration von Sensoren und Datenerfassungssystemen kann der Tiefziehprozess in Echtzeit überwacht und optimiert werden.
- Automatisierte Werkzeugwechsel: Moderne Pressen sind in der Lage, Werkzeuge automatisch zu wechseln, was die Rüstzeiten verkürzt und die Flexibilität erhöht.
- Energiesparende Antriebe: Servo-Pressen und energiesparende Hydrauliksysteme helfen, den Energieverbrauch zu reduzieren und die Umweltbelastung zu minimieren.
Es gibt verschiedene Arten von Tiefziehpressen, die jeweils unterschiedliche Antriebssysteme und Funktionsweisen nutzen, um den Tiefziehprozess durchzuführen. Die Wahl der geeigneten Presse hängt von den spezifischen Anforderungen, wie Material, Umformtiefe, Produktionsgeschwindigkeit und -menge, ab. Hier sind die Hauptarten von Tiefziehpressen im Detail:
1. Mechanische Tiefziehpressen
Funktionsweise
Mechanische Tiefziehpressen arbeiten mit einem mechanischen Antriebssystem, das durch ein Schwungrad und ein Kurbelgetriebe angetrieben wird. Die Kraft wird durch die Rotation des Schwungrads erzeugt, das über eine Kurbelwelle die Bewegung des Stempels nach oben und unten steuert.
Merkmale
- Hohe Geschwindigkeit: Mechanische Pressen sind ideal für Anwendungen mit hohen Produktionsgeschwindigkeiten und großen Stückzahlen. Sie ermöglichen kurze Taktzeiten, was sie besonders für die Massenproduktion geeignet macht.
- Eingeschränkte Flexibilität: Die Steuerung der Presskraft ist weniger flexibel als bei hydraulischen Pressen. Die Umformkraft hängt von der Position des Stempels ab, was bei tiefen Umformungen problematisch sein kann.
- Hohe Präzision: Mechanische Pressen bieten eine hohe Genauigkeit, insbesondere bei der Umformung kleinerer Teile.
Anwendungen
Mechanische Tiefziehpressen werden häufig in der Automobilindustrie eingesetzt, um Bauteile wie Karosseriebleche herzustellen. Auch in der Verpackungsindustrie, bei der Herstellung von Metallverpackungen wie Dosen, kommen sie zum Einsatz.
2. Hydraulische Tiefziehpressen
Funktionsweise
Hydraulische Tiefziehpressen verwenden hydraulische Flüssigkeit, um die Presskraft zu erzeugen. Die Bewegung des Stempels wird durch einen Hydraulikzylinder gesteuert, der den Flüssigkeitsdruck nutzt, um den Stempel mit konstanter Kraft auf das Werkstück zu drücken.
Merkmale
- Flexibilität in der Kraftsteuerung: Hydraulische Pressen bieten eine präzise Steuerung der Umformkraft und können eine konstante Kraft über den gesamten Hubweg aufrechterhalten. Dies ist besonders vorteilhaft bei tiefen Umformungen und komplexen Geometrien.
- Geeignet für tiefe und komplexe Umformungen: Aufgrund der konstanten Kraftentwicklung sind hydraulische Pressen ideal für Anwendungen mit großen Umformtiefen.
- Langsamere Taktzeiten: Im Vergleich zu mechanischen Pressen sind hydraulische Pressen langsamer, da der Umformvorgang und die Rückfahrt des Stempels mehr Zeit in Anspruch nehmen.
Anwendungen
Hydraulische Tiefziehpressen finden Anwendung in der Luftfahrtindustrie, der Automobilindustrie (insbesondere für hochfeste Stähle), im Maschinenbau und bei der Herstellung großer, tiefgezogener Teile.
3. Servo-gesteuerte Tiefziehpressen
Funktionsweise
Servo-gesteuerte Tiefziehpressen kombinieren elektrische Servoantriebe mit mechanischen oder hydraulischen Presssystemen. Der Servoantrieb ermöglicht eine flexible Steuerung der Bewegungsprofile und eine präzise Einstellung der Umformkraft.
Merkmale
- Hochflexible Steuerung: Servo-Pressen bieten eine hohe Flexibilität bei der Einstellung der Umformparameter, einschließlich der Geschwindigkeit, der Umformkraft und des Bewegungsablaufs. Dies ermöglicht eine genaue Anpassung an die Anforderungen des Werkstücks.
- Energieeffizienz: Servo-Pressen sind energieeffizienter, da die Servoantriebe nur bei Bedarf Strom verbrauchen und keine kontinuierliche Leistung wie bei hydraulischen Systemen benötigen.
- Hohe Präzision: Sie bieten eine hohe Genauigkeit bei der Umformung und sind ideal für komplexe Formen oder Materialien, die eine genaue Steuerung erfordern.
Anwendungen
Servo-gesteuerte Tiefziehpressen werden in der Herstellung von Bauteilen mit hohen Anforderungen an Präzision und Flexibilität eingesetzt, z. B. in der Medizintechnik, der Elektronik- und Mikroelektronikindustrie sowie bei der Herstellung von hochwertigen Automobilkomponenten.
4. Pneumatische Tiefziehpressen
Funktionsweise
Pneumatische Pressen verwenden Druckluft, um die Umformkraft zu erzeugen. Der Stempel wird durch einen pneumatischen Zylinder angetrieben, der die benötigte Kraft auf das Werkstück überträgt.
Merkmale
- Kompakte Bauweise: Pneumatische Pressen sind kompakt und leichter als hydraulische oder mechanische Pressen, was sie für bestimmte Anwendungen geeignet macht.
- Begrenzte Kraftentwicklung: Sie bieten weniger Presskraft als hydraulische oder mechanische Pressen und sind daher eher für leichtere Materialien oder flache Umformungen geeignet.
- Kostengünstig: Pneumatische Pressen sind in der Anschaffung und Wartung günstiger als andere Pressenarten.
Anwendungen
Pneumatische Tiefziehpressen werden vor allem für kleinere Bauteile, leichtere Materialien und Anwendungen mit geringeren Umformanforderungen verwendet. Sie kommen oft in der Verpackungsindustrie oder bei der Herstellung kleinerer Metallteile zum Einsatz.
5. Hydromechanische Tiefziehpressen
Funktionsweise
Hydromechanische Tiefziehpressen kombinieren mechanischen und hydraulischen Druck, um das Blech in die Matrize zu formen. Der Stempel wird durch eine hydraulische Einheit angetrieben, während zusätzlich ein Flüssigkeitsdrucksystem eingesetzt wird, das von unten gegen das Blech drückt, um eine gleichmäßigere Umformung zu erzielen.
Merkmale
- Gleichmäßige Wanddicke: Die Kombination aus mechanischem und hydraulischem Druck sorgt für eine gleichmäßigere Verteilung des Materials, was die Wanddickenkontrolle verbessert.
- Erhöhte Umformtiefe: Der zusätzliche Flüssigkeitsdruck ermöglicht tiefere Umformungen ohne Risse oder Faltenbildung.
- Hohe Oberflächenqualität: Die Flüssigkeit, die als Stützmedium fungiert, reduziert die Reibung und verbessert die Oberflächenqualität des fertigen Werkstücks.
Anwendungen
Hydromechanische Tiefziehpressen werden oft in der Luft- und Raumfahrt, in der Automobilindustrie sowie bei der Herstellung großer Behälter und Tanks eingesetzt.
6. Warmtiefziehpressen
Funktionsweise
Warmtiefziehpressen verwenden ein Heizsystem, um das Blechmaterial vor oder während der Umformung zu erhitzen. Dadurch wird die Umformbarkeit des Materials verbessert, was insbesondere bei hochfesten Stählen oder schwer umformbaren Materialien hilfreich ist.
Merkmale
- Erhöhte Umformbarkeit: Durch das Erhitzen des Materials sinkt die Streckgrenze, und es lassen sich größere Umformgrade erreichen.
- Reduzierte Umformkraft: Das Erwärmen des Materials verringert die notwendige Umformkraft, was den Verschleiß der Werkzeuge reduziert.
- Komplexe Bauteile: Warmtiefziehpressen ermöglichen die Herstellung komplexer Bauteile, die bei Raumtemperatur nicht umformbar wären.
Anwendungen
Warmtiefziehpressen werden insbesondere für die Umformung von hochfesten Stählen, Titan, Aluminiumlegierungen und anderen schwer umformbaren Materialien eingesetzt. Sie kommen in der Automobil- und Luftfahrtindustrie sowie in der Medizintechnik zum Einsatz.
Die Funktionsweise des Tiefziehprozesses basiert auf der Umformung einer flachen Blechplatine zu einer hohlen Form durch das Einwirken einer kontrollierten Kraft. Dabei wird das Material in eine Matrize gepresst und durch einen Stempel plastisch verformt, sodass die gewünschte Form entsteht. Der Tiefziehprozess findet in mehreren Schritten statt, die hier im Detail beschrieben werden:
1. Vorbereitung des Materials
Die Vorbereitung ist ein entscheidender Schritt, um die Qualität des Endprodukts sicherzustellen. Dazu gehören:
- Materialauswahl: Die Auswahl eines geeigneten Blechmaterials ist wichtig, um Risse und andere Materialfehler zu vermeiden. Typische Materialien für das Tiefziehen sind Aluminium, Stahl, Edelstahl, Kupfer und verschiedene Legierungen. Sie müssen eine ausreichende Duktilität (Verformbarkeit) aufweisen.
- Blechzuschnitt: Die Blechplatine wird auf die erforderliche Größe zugeschnitten. Sie sollte groß genug sein, um die gewünschte Form zu erzeugen, aber nicht so groß, dass übermäßiger Materialverschnitt entsteht.
- Oberflächenbehandlung: Die Blechoberfläche sollte sauber und frei von Verunreinigungen sein. In vielen Fällen werden Schmierstoffe aufgetragen, um die Reibung während des Umformprozesses zu reduzieren.
2. Positionierung der Blechplatine
Die vorbereitete Blechplatine wird in die Tiefziehpresse eingelegt und auf die Matrize gelegt. In automatisierten Produktionslinien erfolgt dieser Schritt oft durch Roboter oder spezielle Zuführsysteme, die das Blech genau positionieren.
3. Anwendung des Niederhalters
Der Niederhalter übt eine kontrollierte Kraft auf den Rand der Blechplatine aus. Dadurch wird verhindert, dass das Material während des Umformvorgangs Falten bildet. Die Niederhalterkraft muss sorgfältig eingestellt werden, um einerseits Faltenbildung zu vermeiden und andererseits die Verformung des Blechs nicht unnötig zu behindern.
4. Einpressen des Stempels
Der Stempel bewegt sich nach unten und drückt die Blechplatine in die Matrize. Dabei wird das Material plastisch verformt, das heißt, es wird über seine elastische Grenze hinaus belastet und behält die neue Form bei.
Wichtige Aspekte während des Einpressvorgangs:
- Materialfluss: Das Blechmaterial fließt in die Matrize und wird dabei gestreckt. Der Niederhalter sorgt dafür, dass der Rand des Blechs festgehalten wird und das Material gleichmäßig in die Form fließt.
- Ziehverhältnis: Das Verhältnis zwischen dem Durchmesser der Ausgangsplatine und dem Durchmesser des Stempels ist entscheidend für den Umformerfolg. Ist das Ziehverhältnis zu groß, besteht die Gefahr von Rissen oder Faltenbildung.
- Schmierung: Während des Tiefziehens wird Schmierstoff zwischen dem Werkzeug und dem Blech verwendet, um die Reibung zu verringern und Materialfehler zu vermeiden.
5. Entformung
Nach dem Umformvorgang wird der Stempel wieder nach oben bewegt, und das geformte Werkstück kann aus der Matrize entnommen werden. Dabei ist darauf zu achten, dass das Werkstück nicht beschädigt oder deformiert wird.
6. Nachbearbeitung des Werkstücks
Nach dem Tiefziehen sind oft zusätzliche Bearbeitungsschritte erforderlich, um die endgültige Form und Qualität des Werkstücks sicherzustellen:
- Beschnitt: Überschüssiges Material an den Rändern wird entfernt, um die genaue Form zu erreichen.
- Wärmebehandlung: In einigen Fällen wird das Werkstück wärmebehandelt, um Restspannungen abzubauen oder die mechanischen Eigenschaften zu verbessern.
- Oberflächenbearbeitung: Schleifen, Polieren oder Beschichten können notwendig sein, um die Oberflächenqualität zu verbessern oder Korrosionsschutz zu gewährleisten.
Wichtige Einflussfaktoren im Tiefziehprozess
Der Erfolg des Tiefziehprozesses hängt von verschiedenen Faktoren ab, die sorgfältig kontrolliert werden müssen:
- Materialeigenschaften: Die Wahl des richtigen Materials ist entscheidend. Materialien mit hoher Duktilität lassen sich besser umformen. Die Dicke des Blechs beeinflusst ebenfalls die Umformbarkeit.
- Ziehverhältnis: Das Ziehverhältnis bestimmt, wie stark das Material gedehnt wird. Bei zu hohen Ziehverhältnissen besteht die Gefahr von Materialversagen.
- Niederhalterkraft: Die richtige Niederhalterkraft sorgt dafür, dass das Blech fest genug gehalten wird, um Faltenbildung zu verhindern, ohne das Material zu beschädigen.
- Werkzeuggeometrie: Die Form von Stempel und Matrize beeinflusst den Materialfluss. Abgerundete Kanten am Werkzeug verhindern Spannungsspitzen, die zu Rissen führen könnten.
- Schmierung: Die Verwendung geeigneter Schmiermittel reduziert die Reibung zwischen Blech und Werkzeug und minimiert das Risiko von Materialfehlern.
- Umformgeschwindigkeit: Eine zu schnelle Umformung kann zu Spannungsrissen führen, insbesondere bei spröden Materialien. Eine kontrollierte Geschwindigkeit ist daher wichtig.
Typische Fehler beim Tiefziehen und deren Vermeidung
Im Tiefziehprozess können verschiedene Fehler auftreten, die durch eine unzureichende Prozesssteuerung, falsche Materialwahl oder ungeeignete Werkzeuggeometrie verursacht werden:
- Rissbildung: Tritt auf, wenn das Material über seine Dehnfähigkeit hinaus belastet wird. Kann vermieden werden, indem Materialien mit höherer Duktilität gewählt und scharfe Kanten an Werkzeugen vermieden werden.
- Faltenbildung: Entsteht durch unzureichende Niederhalterkraft oder fehlerhaften Materialfluss. Anpassung der Niederhalterkraft und Optimierung der Werkzeuggeometrie helfen, Faltenbildung zu vermeiden.
- Rückfederung: Das Material neigt dazu, nach dem Umformen leicht in seine ursprüngliche Form zurückzukehren. Dies kann durch Überkompensation der Werkzeugform oder durch eine Nachkalibrierung des Werkstücks korrigiert werden.
Varianten des Tiefziehens
Es gibt verschiedene Varianten des Tiefziehens, die sich je nach Anforderung unterscheiden:
- Rückwärtiges Tiefziehen: Das Material wird von außen nach innen geformt, was vor allem bei tiefen, zylindrischen Formen eingesetzt wird.
- Hydromechanisches Tiefziehen: Eine Flüssigkeit wird als zusätzliches Medium verwendet, um das Blech gleichmäßig zu formen und tiefere Umformungen zu ermöglichen.
- Warmtiefziehen: Das Blech wird vor dem Umformen erhitzt, um die Umformfähigkeit zu erhöhen. Dies ist besonders bei hochfesten Materialien sinnvoll.
Zusammenfassung
Der Tiefziehprozess ist eine effektive Methode, um flache Blechplatinen in komplexe, hohle Formen zu umformen. Die sorgfältige Steuerung der Umformparameter, die Wahl des richtigen Materials und die Verwendung geeigneter Werkzeuge sind entscheidend für den Erfolg des Verfahrens. Mit den richtigen Techniken und Anpassungen können hochwertige Bauteile für eine Vielzahl von Anwendungen in der Automobilindustrie, Luft- und Raumfahrt, Medizintechnik und Verpackungsindustrie hergestellt werden.
Tiefziehpressen sind vielseitige Maschinen, die in zahlreichen Industriezweigen eingesetzt werden, um Bauteile aus Blech zu fertigen. Sie ermöglichen die Herstellung von hohlen, meist zylindrischen oder komplexen Formen, die durch andere Umformverfahren nur schwer oder gar nicht realisierbar sind. Hier sind einige der typischen Anwendungen von Tiefziehpressen in verschiedenen Industrien:
1. Automobilindustrie
In der Automobilindustrie ist das Tiefziehen ein unverzichtbares Verfahren zur Herstellung einer Vielzahl von Bauteilen. Die wichtigsten Anwendungen sind:
- Karosserieteile: Tiefziehen wird zur Fertigung von Karosserieblechen wie Motorhauben, Kotflügeln, Türen, Kofferraumdeckeln und Dächern verwendet. Diese Teile müssen hohe Anforderungen an Maßgenauigkeit und Festigkeit erfüllen, um Sicherheit und Funktionalität zu gewährleisten.
- Strukturbauteile: Tiefgezogene Strukturbauteile wie Verstärkungsbleche oder Träger dienen der Stabilität und Festigkeit des Fahrzeugs. Diese Komponenten bestehen oft aus hochfesten Stählen oder Aluminium, um das Fahrzeuggewicht zu reduzieren.
- Innenteile und Verkleidungen: Bauteile des Fahrzeuginnenraums wie Konsolen, Abdeckungen und Zierleisten werden ebenfalls durch Tiefziehen hergestellt. Hier spielt die Oberflächenqualität eine wichtige Rolle, da diese Teile häufig sichtbar sind.
- Tank- und Abgasanlagen: Für die Herstellung von Kraftstofftanks und Auspuffkomponenten wird Tiefziehen eingesetzt, um dünnwandige, aber stabile Gehäuse und Rohrstrukturen zu fertigen.
2. Verpackungsindustrie
In der Verpackungsindustrie wird das Tiefziehen verwendet, um Metallverpackungen herzustellen, die als Behälter für Lebensmittel, Getränke und andere Produkte dienen. Typische Anwendungen sind:
- Dosen und Becher: Metallische Verpackungen wie Getränkedosen, Konservendosen, Becher und Tuben werden durch Tiefziehen geformt. Hierbei werden häufig Aluminium oder verzinnter Stahl verwendet, da sie leicht, formbar und korrosionsbeständig sind.
- Aerosoldosen: Tiefgezogene Aerosoldosen dienen zur Verpackung von unter Druck stehenden Produkten wie Deodorants, Lacken und Reinigungsmitteln. Diese Dosen müssen sowohl eine gleichmäßige Wanddicke als auch eine hohe Druckfestigkeit aufweisen.
- Verpackungen für Kosmetik und Medizin: Metallische Verpackungen für Kosmetikprodukte wie Cremedosen oder medizinische Verpackungen werden ebenfalls durch Tiefziehen hergestellt. Diese Anwendungen erfordern häufig spezielle Oberflächenbehandlungen oder Beschichtungen.
3. Luft- und Raumfahrt
In der Luft- und Raumfahrtindustrie werden hohe Anforderungen an die Qualität, Festigkeit und das Gewicht von Bauteilen gestellt. Tiefziehen ermöglicht die Herstellung von leichten, aber stabilen Komponenten aus Materialien wie Aluminium und Titan:
- Strukturteile: Komponenten für die Flugzeugstruktur, wie Verkleidungen, Rahmen und Paneele, werden durch Tiefziehen aus leichten Metallen hergestellt, um das Gewicht zu minimieren und gleichzeitig die Festigkeit zu maximieren.
- Triebwerksverkleidungen: Triebwerksabdeckungen und andere Hitzeschutzkomponenten bestehen oft aus hochtemperaturbeständigen Materialien, die durch Tiefziehen in die gewünschte Form gebracht werden.
- Innenraumkomponenten: Teile des Flugzeuginnenraums, wie z. B. Gepäckablagen oder Verkleidungen, werden ebenfalls durch Tiefziehen gefertigt. Sie müssen leicht und dennoch robust sein, um den Anforderungen im Flugbetrieb zu entsprechen.
4. Haushaltsgeräte
In der Produktion von Haushaltsgeräten wird das Tiefziehen zur Herstellung von Gehäusen und Bauteilen für eine Vielzahl von Geräten eingesetzt:
- Gehäuse für Waschmaschinen, Trockner und Geschirrspüler: Die Außengehäuse und Trommeln von Waschmaschinen und Trocknern werden oft durch Tiefziehen geformt, da sie komplexe Formen aufweisen und gleichzeitig robust und korrosionsbeständig sein müssen.
- Backofen- und Kühlschranktüren: Die Innenseiten von Backofen- und Kühlschranktüren bestehen oft aus tiefgezogenem Edelstahl oder Aluminium, um eine gleichmäßige Wandstärke und hochwertige Oberfläche zu gewährleisten.
- Kochgeschirr und Küchenutensilien: Pfannen, Töpfe und andere Küchenutensilien werden ebenfalls durch Tiefziehen geformt. Hierbei kommt es auf eine gleichmäßige Materialverteilung und gute Wärmeleitfähigkeit an.
5. Medizintechnik
In der Medizintechnik sind Präzision und Hygiene entscheidend. Tiefziehen ermöglicht die Herstellung von Bauteilen, die diesen hohen Anforderungen gerecht werden:
- Gehäuse für medizinische Geräte: Gehäuse und Abdeckungen für chirurgische Instrumente, Sterilisatoren und andere medizinische Geräte werden oft aus Edelstahl tiefgezogen, um eine hohe Korrosionsbeständigkeit und hygienische Oberflächen zu gewährleisten.
- Implantatkomponenten: Bestimmte Implantatgehäuse, z. B. für Herzschrittmacher oder Prothesenteile, werden durch Tiefziehen aus Titan oder Edelstahl gefertigt. Diese Materialien sind biokompatibel und weisen eine hohe Festigkeit auf.
- Einwegprodukte: Einwegartikel wie sterile Verpackungen oder medizinische Becher können ebenfalls durch Tiefziehen aus Kunststoff oder Metall gefertigt werden.
6. Elektrotechnik und Elektronik
In der Elektro- und Elektronikindustrie wird das Tiefziehen verwendet, um Gehäuse, Abschirmungen und Kühlkörper zu fertigen:
- Gehäuse für elektronische Geräte: Gehäuse für Laptops, Smartphones und industrielle Steuerungen bestehen oft aus Aluminium oder Edelstahl, um eine hohe Festigkeit bei gleichzeitig geringem Gewicht zu gewährleisten.
- Abschirmungen für elektronische Komponenten: Metallische Abschirmungen schützen elektronische Bauteile vor elektromagnetischen Störungen (EMI). Diese Abschirmungen werden durch Tiefziehen hergestellt, um eine präzise Passform und gute Schirmwirkung zu erzielen.
- Kühlkörper: Kühlkörper aus Aluminium für elektronische Bauteile werden ebenfalls durch Tiefziehen gefertigt, um eine große Oberfläche für die Wärmeabfuhr zu schaffen.
7. Bau- und Architekturindustrie
Auch in der Bau- und Architekturindustrie findet das Tiefziehen Anwendung, insbesondere bei der Herstellung von Bauelementen aus Metall:
- Fassadenverkleidungen: Metallische Fassadenverkleidungen und Dachpaneele werden häufig durch Tiefziehen hergestellt, um ästhetische und funktionale Anforderungen zu erfüllen.
- Sanitärprodukte: Tiefziehen wird auch zur Herstellung von Sanitärprodukten wie Waschbecken, Badewannen und Duschwannen aus Edelstahl verwendet.
- Metallische Decken- und Wandpaneele: In modernen Gebäuden werden oft dekorative Metallpaneele eingesetzt, die durch Tiefziehen geformt sind.
8. Energiesektor
Im Energiesektor wird das Tiefziehen zur Herstellung von Komponenten für erneuerbare Energien und andere Energieanwendungen eingesetzt:
- Batteriegehäuse: Metallgehäuse für Batterien, einschließlich Lithium-Ionen-Batterien für Elektrofahrzeuge, werden häufig durch Tiefziehen hergestellt, um eine hohe Präzision und Festigkeit zu gewährleisten.
- Kollektoren und Wärmetauscher: Komponenten von Wärmetauschern und Solarkollektoren werden aus Metallen tiefgezogen, um eine optimale Wärmeübertragung zu erreichen.
- Druckbehälter: Kleine Druckbehälter und Gasflaschen können ebenfalls durch Tiefziehen gefertigt werden, um eine gleichmäßige Wanddicke und hohe Druckfestigkeit zu erzielen.
Die Vorbereitung des Materials ist ein entscheidender Schritt im Tiefziehprozess, der die Qualität und Genauigkeit des fertigen Bauteils maßgeblich beeinflusst. Eine sorgfältige Vorbereitung trägt dazu bei, Fehler wie Risse, Faltenbildung oder Maßabweichungen zu vermeiden. Hier sind die wichtigsten Schritte und Überlegungen, die bei der Vorbereitung des Materials für den Tiefziehprozess berücksichtigt werden müssen:
1. Materialauswahl
Die Wahl des geeigneten Materials ist der erste Schritt bei der Vorbereitung des Tiefziehprozesses. Folgende Faktoren spielen dabei eine Rolle:
- Duktilität (Verformbarkeit): Materialien mit hoher Duktilität lassen sich besser plastisch verformen, ohne zu reißen. Typische Werkstoffe für das Tiefziehen sind Aluminium, Edelstahl, niedriglegierter Stahl, Kupfer und verschiedene Legierungen.
- Blechdicke: Die Dicke des Blechs beeinflusst die Umformbarkeit und die erforderliche Umformkraft. Dünnere Bleche sind in der Regel einfacher zu verformen, weisen jedoch ein höheres Risiko für Faltenbildung auf. Dickere Bleche erfordern höhere Umformkräfte, bieten jedoch eine größere Stabilität des geformten Bauteils.
- Anisotropie: Einige Materialien zeigen anisotropes Verhalten, was bedeutet, dass ihre mechanischen Eigenschaften je nach Ausrichtung der Kristallstruktur variieren. Beim Tiefziehen ist es wichtig, die Ausrichtung des Blechs in Bezug auf die Walzrichtung zu berücksichtigen, um optimale Umformergebnisse zu erzielen.
- Oberflächenqualität: Die Qualität der Blechoberfläche beeinflusst die Umformung und die Reibung während des Prozesses. Eine glatte Oberfläche ist besser für den Tiefziehprozess geeignet, da sie die Reibung zwischen Blech und Werkzeug reduziert.
2. Zuschnitt der Blechplatine
Nachdem das geeignete Material ausgewählt wurde, muss die Blechplatine auf die richtige Größe und Form zugeschnitten werden. Dieser Schritt umfasst:
- Optimale Platinenform: Die Form der Platine sollte so gewählt werden, dass der Materialfluss während des Tiefziehprozesses gleichmäßig ist. Häufig wird eine runde oder quadratische Platine verwendet, je nach Form des Endprodukts. In speziellen Fällen können auch andere Formen wie ovale oder trapezförmige Platinen erforderlich sein.
- Verschnitt minimieren: Um Materialkosten zu sparen, sollte der Zuschnitt so optimiert werden, dass möglichst wenig Verschnitt entsteht. Eine sorgfältige Planung und Ausnutzung der Blechtafel trägt zur Kosteneffizienz bei.
- Kantenglättung: Wenn die Platine zugeschnitten wurde, müssen scharfe Kanten vermieden werden, um Risse und Spannungsrisse während des Tiefziehprozesses zu verhindern. In einigen Fällen kann es notwendig sein, die Kanten durch Schleifen oder Bürsten zu glätten.
3. Oberflächenbehandlung
Die Oberflächenqualität der Blechplatine hat großen Einfluss auf die Reibung und den Materialfluss während des Tiefziehens. Zur Oberflächenvorbereitung gehören:
- Reinigung der Blechoberfläche: Vor dem Tiefziehen sollte die Blechoberfläche frei von Schmutz, Öl, Staub und anderen Verunreinigungen sein. Verunreinigungen können die Schmierung beeinträchtigen und die Reibung erhöhen, was zu Oberflächenfehlern am fertigen Bauteil führen kann. Typische Reinigungsmethoden sind chemische Reinigung, Ultraschallreinigung oder mechanisches Abwischen.
- Auftragen von Schmierstoffen: Schmierstoffe sind unerlässlich, um die Reibung zwischen dem Blech und den Werkzeugen zu reduzieren. Die Wahl des geeigneten Schmierstoffs hängt von Material, Prozessbedingungen und den Anforderungen an die Oberflächenqualität ab. Häufig verwendete Schmierstoffe sind Öle, Fette, Wachse oder spezielle Formschmiermittel. In einigen Fällen werden auch Trockenbeschichtungen wie Graphit oder Trockenschmierstoffe verwendet.
- Beschichtung bei speziellen Materialien: Bei bestimmten Werkstoffen wie hochfestem Stahl oder Aluminium können zusätzliche Beschichtungen oder Oberflächenbehandlungen erforderlich sein, um die Umformbarkeit zu verbessern und die Reibung zu reduzieren. Beispielsweise werden in der Automobilindustrie häufig Zink- oder Aluminium-Beschichtungen eingesetzt.
4. Erhitzung des Materials (bei Bedarf)
Bei Materialien, die bei Raumtemperatur nicht ausreichend duktil sind, kann eine Erwärmung des Materials erforderlich sein:
- Warmtiefziehen: Das Blech wird auf eine bestimmte Temperatur erhitzt, um die Duktilität zu erhöhen und die Umformkraft zu reduzieren. Typische Temperaturen für das Warmtiefziehen liegen zwischen 200 °C und 800 °C, abhängig vom Material. Hochfeste Stähle, Titan und bestimmte Aluminiumlegierungen profitieren besonders vom Warmtiefziehen.
- Kontrolle der Temperaturverteilung: Eine gleichmäßige Erwärmung des Materials ist wichtig, um ungleichmäßige Materialverformungen zu vermeiden. In modernen Anlagen wird die Temperatur des Blechs während des Umformprozesses kontinuierlich überwacht und angepasst.
5. Vorbehandlung bei anisotropen Materialien
Wenn das verwendete Material anisotrope Eigenschaften aufweist, ist eine zusätzliche Vorbereitung notwendig, um optimale Umformergebnisse zu erzielen:
- Ausrichtung der Platine: Die Ausrichtung der Platine in Bezug auf die Walzrichtung des Blechs sollte sorgfältig geplant werden, da anisotrope Materialien in bestimmten Richtungen besser umformbar sind. Bei der Herstellung der Platinen muss auf die optimale Ausrichtung geachtet werden, um die mechanischen Eigenschaften des Endprodukts zu verbessern.
- Berücksichtigung der Materialanisotropie bei der Werkzeugkonstruktion: Anisotrope Eigenschaften des Materials können bei der Gestaltung von Stempel und Matrize berücksichtigt werden, um den Materialfluss zu optimieren.
6. Durchführung von Materialtests
Vor dem eigentlichen Tiefziehprozess kann es hilfreich sein, Materialtests durchzuführen, um sicherzustellen, dass das ausgewählte Material den Anforderungen entspricht:
- Erichsen-Tiefungsversuch: Dieser Test misst die Umformfähigkeit des Blechs, indem eine Kugel in das Material gedrückt wird, um die maximale Tiefung zu bestimmen, bevor Risse auftreten.
- Zugversuch: Ein Zugversuch kann durchgeführt werden, um die Zugfestigkeit, Dehnung und Streckgrenze des Materials zu bestimmen. Diese Werte sind entscheidend für die Einstellung der Prozessparameter.
- Biegeversuch: Dieser Test dient zur Bestimmung der Biegeeigenschaften des Materials und liefert Hinweise auf die Biegefestigkeit und die Tendenz zur Rissbildung.
Zusammenfassung
Die Vorbereitung des Materials ist ein entscheidender Faktor im Tiefziehprozess, der maßgeblich zur Qualität und Maßgenauigkeit der gefertigten Bauteile beiträgt. Die sorgfältige Auswahl des Materials, der richtige Zuschnitt der Platine, die Oberflächenvorbereitung, das Schmieren und gegebenenfalls das Erwärmen des Materials tragen dazu bei, den Tiefziehprozess reibungslos und fehlerfrei zu gestalten. Zusätzlich können Materialtests durchgeführt werden, um die Umformfähigkeit zu prüfen und den Prozess optimal einzustellen.
Die Positionierung der Blechplatine ist ein entscheidender Schritt im Tiefziehprozess, da sie den Ausgangspunkt für die Umformung darstellt. Eine präzise und kontrollierte Positionierung ist notwendig, um eine gleichmäßige Umformung zu gewährleisten und Fehler wie Faltenbildung, Risse oder Maßabweichungen zu vermeiden. Dieser Abschnitt beschreibt die wichtigsten Aspekte und Techniken bei der Positionierung der Blechplatine.
1. Manuelle vs. automatisierte Positionierung
Die Positionierung der Blechplatine kann manuell oder automatisiert erfolgen, abhängig von der Art der Produktion, der Größe der Blechplatine und der Genauigkeit, die erforderlich ist:
- Manuelle Positionierung: In kleineren Produktionsumgebungen oder bei der Herstellung von Prototypen erfolgt die Positionierung der Blechplatine häufig manuell. Der Bediener legt die Platine in die Matrize und richtet sie entsprechend aus. Diese Methode ist jedoch anfällig für Ungenauigkeiten und ist daher weniger für hochpräzise oder große Serienproduktionen geeignet.
- Automatisierte Positionierung: In der Massenproduktion wird die Positionierung der Blechplatine meist automatisiert durchgeführt. Roboterarme, automatische Zuführsysteme oder Förderbänder sorgen dafür, dass die Platine präzise in die Matrize eingelegt wird. Diese automatisierten Systeme sind besonders vorteilhaft, da sie eine hohe Wiederholgenauigkeit und Effizienz bieten.
2. Vorrichtungen zur Positionierung der Blechplatine
Um die Blechplatine präzise zu positionieren, kommen verschiedene Vorrichtungen und Hilfsmittel zum Einsatz:
- Positionierstifte und Anschläge: Diese mechanischen Hilfsmittel dienen zur genauen Ausrichtung der Platine in der Matrize. Die Stifte und Anschläge begrenzen die Beweglichkeit der Platine und sorgen dafür, dass sie an der richtigen Stelle platziert wird. Sie sind besonders hilfreich, um seitliche Verschiebungen zu vermeiden.
- Magnetische oder Vakuum-Haltevorrichtungen: In einigen Fällen werden magnetische oder Vakuum-Haltevorrichtungen verwendet, um die Blechplatine während der Positionierung festzuhalten. Diese Vorrichtungen können die Platine in der gewünschten Position fixieren, bevor der Umformvorgang beginnt.
- Greifsysteme bei Robotern: In automatisierten Produktionslinien kommen Roboterarme mit speziellen Greifsystemen zum Einsatz, die die Platine präzise aufnehmen, transportieren und in die Matrize legen. Diese Greifer können mechanisch, pneumatisch, magnetisch oder durch Vakuum arbeiten, um die Platine sicher zu handhaben.
3. Ausrichtung der Platine in der Matrize
Die Ausrichtung der Blechplatine in der Matrize ist entscheidend für die Qualität der Umformung. Hierbei müssen verschiedene Faktoren berücksichtigt werden:
- Ausrichtung zur Walzrichtung: Viele Blechmaterialien weisen anisotrope Eigenschaften auf, was bedeutet, dass ihre Festigkeit und Duktilität von der Walzrichtung abhängen. Daher ist es wichtig, die Platine in Bezug auf die Walzrichtung optimal auszurichten, um gleichmäßige Umformergebnisse zu erzielen. Bei anisotropen Materialien kann eine bestimmte Ausrichtung der Platine Faltenbildung oder Rissbildung verhindern.
- Symmetrische Ausrichtung: Bei Bauteilen mit einer symmetrischen Form sollte die Platine symmetrisch zur Matrize ausgerichtet sein, um eine gleichmäßige Materialverteilung zu gewährleisten. Eine unsymmetrische Ausrichtung kann zu ungleichmäßigen Wanddicken und Materialflüssen führen.
- Zentrierung der Platine: Die Platine muss mittig in der Matrize positioniert sein, damit der Materialfluss während des Tiefziehprozesses gleichmäßig ist. Eine ungenaue Zentrierung kann dazu führen, dass die Umformung auf einer Seite unvollständig ist oder zu einer übermäßigen Belastung des Materials führt.
4. Niederhalteranwendung
Sobald die Platine korrekt positioniert ist, wird der Niederhalter aktiviert. Der Niederhalter ist ein wichtiger Bestandteil des Tiefziehprozesses, der die Platine während der Umformung festhält, um Faltenbildung zu verhindern und den Materialfluss zu kontrollieren:
- Einstellung der Niederhalterkraft: Die Niederhalterkraft muss sorgfältig eingestellt werden, um das Blech sicher zu fixieren, ohne den Materialfluss unnötig zu behindern. Eine zu hohe Niederhalterkraft kann Risse verursachen, während eine zu geringe Kraft Faltenbildung begünstigt.
- Verwendung von speziellen Niederhalterformen: In manchen Fällen werden spezielle Niederhalter mit gezackten oder profilierten Oberflächen verwendet, um die Haftung der Blechplatine zu verbessern und eine bessere Kontrolle des Materialflusses zu gewährleisten.
5. Verwendung von Positioniersensoren
In modernen Produktionslinien kommen häufig Sensoren zur Überwachung der Position der Blechplatine zum Einsatz. Diese Sensoren helfen, die Genauigkeit der Positionierung zu gewährleisten und die Prozessqualität zu verbessern:
- Optische Sensoren: Optische Sensoren erfassen die genaue Position der Platine und überprüfen, ob sie korrekt ausgerichtet ist. Wenn eine Abweichung erkannt wird, kann das System den Umformvorgang stoppen oder die Position der Platine automatisch korrigieren.
- Lasersensoren: Lasersensoren messen die Abstände und Ausrichtung der Platine mit hoher Präzision. Diese Sensoren eignen sich besonders für Anwendungen, bei denen höchste Genauigkeit erforderlich ist, wie in der Luft- und Raumfahrtindustrie.
- Kraftsensoren im Niederhaltersystem: Kraftsensoren messen die Niederhalterkraft und sorgen dafür, dass sie gleichmäßig auf die Platine ausgeübt wird. Sie tragen dazu bei, Faltenbildung zu vermeiden und die Prozessstabilität zu erhöhen.
6. Automatisierte Anpassung der Positionierung
Bei hochentwickelten Tiefziehprozessen können automatisierte Systeme die Position der Platine anpassen, um Abweichungen zu korrigieren:
- Roboter mit adaptiver Steuerung: In automatisierten Produktionslinien können Roboterarme die Platine anhand von Sensordaten neu positionieren. Dies ist besonders nützlich, wenn unterschiedliche Werkstücke oder variierende Materialstärken verarbeitet werden.
- Adaptive Positioniersysteme: Diese Systeme können die Position der Platine während des Umformprozesses dynamisch anpassen, um auf Änderungen in den Umformbedingungen zu reagieren. Zum Beispiel können adaptive Positioniersysteme die Position des Niederhalters oder des Stempels in Echtzeit ändern.
7. Sicherheit bei der Positionierung
Die Sicherheit des Bedienpersonals und der Maschinen spielt bei der Positionierung der Blechplatine eine wichtige Rolle:
- Schutzeinrichtungen: Maschinen sollten mit Schutzeinrichtungen wie Lichtvorhängen, Schutzgittern und Not-Aus-Schaltern ausgestattet sein, um den Bediener vor möglichen Verletzungen zu schützen.
- Automatisierte Systeme zur Reduzierung von manuellen Eingriffen: Automatisierte Systeme minimieren die Notwendigkeit für manuelle Eingriffe und senken das Verletzungsrisiko. Bei manuellen Arbeiten sollten Sicherheitsvorkehrungen getroffen werden, um das Bedienpersonal zu schützen.
Zusammenfassung
Die Positionierung der Blechplatine ist ein kritischer Schritt im Tiefziehprozess, der sorgfältig ausgeführt werden muss, um eine gleichmäßige und fehlerfreie Umformung zu gewährleisten. Eine präzise Ausrichtung, die Verwendung von Positionierungshilfen und Sensoren sowie die richtige Anwendung des Niederhalters tragen dazu bei, die Qualität der Umformung zu sichern und Fehler zu minimieren. In modernen Produktionsumgebungen wird die Positionierung zunehmend automatisiert und mit adaptiven Systemen unterstützt, um eine hohe Wiederholgenauigkeit und Effizienz zu erreichen.
Die Positionierung der Blechplatine ist ein entscheidender Schritt im Tiefziehprozess, der entweder manuell oder automatisiert erfolgen kann. Beide Methoden haben ihre spezifischen Vor- und Nachteile und eignen sich für unterschiedliche Anwendungen und Produktionsanforderungen. Im Folgenden wird ein Vergleich zwischen manueller und automatisierter Positionierung beschrieben, um die jeweiligen Eigenschaften, Einsatzmöglichkeiten und Herausforderungen darzustellen.
1. Manuelle Positionierung
Beschreibung
Bei der manuellen Positionierung legt der Bediener die Blechplatine per Hand in die Matrize ein und richtet sie aus. Diese Methode wird vor allem in kleineren Produktionsumgebungen, bei der Herstellung von Prototypen oder bei Kleinserien eingesetzt.
Vorteile der manuellen Positionierung
- Flexibilität: Da die Positionierung von Hand erfolgt, können Anpassungen bei jedem Werkstück schnell vorgenommen werden. Dies ist besonders nützlich bei der Herstellung von Prototypen, Einzelteilen oder kleinen Losgrößen, bei denen sich die Anforderungen häufig ändern können.
- Geringere Investitionskosten: Die manuelle Positionierung erfordert keine teuren Automatisierungssysteme oder Roboter. Daher sind die anfänglichen Investitionskosten niedriger, was für kleine Betriebe vorteilhaft ist.
- Geeignet für unregelmäßige Produktionsabläufe: In Produktionsumgebungen, in denen es häufig zu Wechseln zwischen verschiedenen Werkstücken kommt oder keine gleichbleibend hohen Stückzahlen benötigt werden, kann die manuelle Positionierung ausreichend und wirtschaftlich sein.
Nachteile der manuellen Positionierung
- Geringere Wiederholgenauigkeit: Da die Positionierung per Hand erfolgt, kann es zu Ungenauigkeiten kommen. Diese Ungenauigkeiten können die Qualität des fertigen Bauteils beeinträchtigen, insbesondere bei komplexen Formen oder engen Toleranzen.
- Erhöhtes Risiko für Fehler: Manuelle Positionierung ist anfälliger für Bedienfehler. Fehler bei der Ausrichtung der Blechplatine können zu Materialfehlern wie Falten, Rissen oder ungleichmäßiger Wanddicke führen.
- Arbeitsaufwand und Ergonomie: Das manuelle Einlegen der Blechplatine ist körperlich anstrengend, insbesondere bei größeren und schwereren Werkstücken. Dies kann zu Ermüdung und gesundheitlichen Problemen beim Bedienpersonal führen.
- Sicherheitsrisiken: Das Arbeiten in der Nähe von beweglichen Maschinen und Werkzeugen birgt Verletzungsrisiken, die durch manuelle Handhabung erhöht werden.
Einsatzbereiche der manuellen Positionierung
- Prototypenfertigung: Bei der Entwicklung und Herstellung von Prototypen, wo die Flexibilität und schnelle Anpassungen wichtig sind.
- Kleinserienproduktion: In Fällen, in denen die Produktionsmengen klein sind und die Automatisierung nicht wirtschaftlich ist.
- Werkstatt- und Sonderanfertigungen: Bei individuellen oder kundenspezifischen Anfertigungen, wo hohe Flexibilität gefragt ist.
2. Automatisierte Positionierung
Beschreibung
Bei der automatisierten Positionierung wird die Blechplatine durch automatisierte Systeme wie Roboter, Förderbänder oder spezielle Zuführvorrichtungen in die Matrize eingelegt und ausgerichtet. Diese Systeme sind häufig mit Sensoren ausgestattet, die die genaue Lage der Platine überprüfen und gegebenenfalls Korrekturen vornehmen.
Vorteile der automatisierten Positionierung
- Hohe Wiederholgenauigkeit und Präzision: Automatisierte Systeme gewährleisten eine gleichbleibend genaue Positionierung der Platine, was zu einer höheren Maßhaltigkeit und besseren Qualität der gefertigten Bauteile führt.
- Erhöhte Effizienz und Produktivität: Die automatisierte Positionierung ist schneller als die manuelle, was die Zykluszeiten verkürzt und die Produktionskapazität erhöht. Dies ist besonders vorteilhaft bei Großserienfertigungen.
- Reduzierung von Bedienfehlern: Automatisierte Systeme minimieren das Risiko menschlicher Fehler, was die Qualität der Produktion verbessert und die Ausschussrate reduziert.
- Verbesserte Arbeitssicherheit: Da keine manuelle Handhabung erforderlich ist, sinkt das Verletzungsrisiko für das Bedienpersonal. Automatisierte Systeme können in geschlossenen, abgesicherten Bereichen arbeiten.
Nachteile der automatisierten Positionierung
- Hohe Investitionskosten: Die Anschaffung und Installation von Automatisierungssystemen sind kostspielig. Daher ist die automatisierte Positionierung in der Regel nur bei hohen Produktionsmengen oder spezifischen Anforderungen wirtschaftlich.
- Weniger Flexibilität bei Anpassungen: Automatisierte Systeme sind auf bestimmte Produktionsprozesse eingestellt. Änderungen an der Produktform oder den Prozessparametern erfordern eine Neuprogrammierung oder Umrüstung, was zeitaufwendig sein kann.
- Wartungs- und Instandhaltungsaufwand: Automatisierte Systeme müssen regelmäßig gewartet und instand gehalten werden, um einen störungsfreien Betrieb zu gewährleisten. Dies kann zusätzliche Kosten verursachen.
Einsatzbereiche der automatisierten Positionierung
- Großserienfertigung: Bei der Massenproduktion von Bauteilen, wo hohe Stückzahlen und gleichbleibende Qualität gefordert sind, wie in der Automobil- oder Verpackungsindustrie.
- Produktionslinien mit hoher Taktzeit: In Fertigungsumgebungen, in denen hohe Produktionsgeschwindigkeiten erforderlich sind, um die Zykluszeiten kurz zu halten.
- Industrie 4.0 und vernetzte Produktionsumgebungen: In modernen Produktionslinien, die auf Digitalisierung und Vernetzung setzen, kann die automatisierte Positionierung in Echtzeit überwacht und optimiert werden.
3. Vergleich: Manuelle vs. automatisierte Positionierung
| Kriterium | Manuelle Positionierung | Automatisierte Positionierung |
|---|---|---|
| Genauigkeit | Geringere Wiederholgenauigkeit | Hohe Präzision und Wiederholgenauigkeit |
| Flexibilität | Sehr flexibel bei Anpassungen | Weniger flexibel, Anpassungen erfordern Umrüstung |
| Produktionsgeschwindigkeit | Langsamer, abhängig von Bedienpersonal | Schneller, ideal für hohe Taktzeiten |
| Investitionskosten | Geringere Anschaffungskosten | Hohe Investitionskosten für Automatisierung |
| Sicherheitsrisiken | Höheres Risiko für Bedienpersonal | Geringeres Risiko durch Automatisierung |
| Eignung für Serienproduktion | Besser für Kleinserien und Prototypen | Ideal für Großserienfertigung |
| Wartungsaufwand | Wenig spezifische Wartung erforderlich | Regelmäßige Wartung und Instandhaltung notwendig |
4. Hybridlösungen: Kombination aus manueller und automatisierter Positionierung
In einigen Produktionsumgebungen werden hybride Lösungen eingesetzt, bei denen eine Kombination aus manueller und automatisierter Positionierung verwendet wird:
- Teilautomatisierte Systeme: In diesen Systemen übernimmt die Maschine bestimmte Arbeitsschritte, während der Bediener die Feinjustierung vornimmt oder das Material initial positioniert. Solche Lösungen bieten eine gute Balance zwischen Flexibilität und Effizienz.
- Schrittweise Automatisierung: In Betrieben, die eine Umstellung auf Automatisierung planen, kann eine schrittweise Implementierung sinnvoll sein. Dabei wird zunächst ein Teil des Prozesses automatisiert, um die Investitionskosten zu verteilen und den Übergang zu erleichtern.
Zusammenfassung
Die Wahl zwischen manueller und automatisierter Positionierung hängt von den spezifischen Anforderungen der Produktion ab, einschließlich Produktionsvolumen, Flexibilitätsbedarf, Kosten und Genauigkeit. Während die manuelle Positionierung für kleine Serien und flexible Anwendungen geeignet ist, ist die automatisierte Positionierung ideal für Großserien, bei denen hohe Präzision und Effizienz gefragt sind. Hybride Lösungen bieten eine Möglichkeit, die Vorteile beider Ansätze zu kombinieren.
Metallbearbeitungsmaschinen

Metallbearbeitungsmaschinen wie Bördel und Beschneide Maschinen, Flanschmaschinen, Beschneide und Bördelmaschinen, Umformtechnik, Rohrbiegemaschinen, Bandsäge für Metall, Hydraulische Horizontalpresse, Kantenschneide-Bördelmaschine, Kantenbördelmaschine, Entgratungsmaschine, Innen- und Außenpoliermaschine für Edelstahltöpfe, Kreisschneidemaschine, Profilbiegemaschine und Rundschweißmaschine
Maßgeschneiderte Skalierung für spezifische Anwendungen
Die automatisierte Herstellung von Behältern, Fässern und Kesseln wird durch unsere Lösungen exakt auf das jeweilige Einsatzgebiet und die gewünschte Ausbringung angepasst. Dabei bieten wir sowohl lineare Lösungen als auch Inselkonzepte an, die eine bedarfsorientierte Automation ermöglichen. Spezielle Kantenvorbereitung für das Laserschweißen sowie wirtschaftliche Rüstkonzepte bis hin zur Fertigung „Just-in-Sequence“ sind Teil unseres Leistungsspektrums. Wir kombinieren Standard- und Sondermaschinen und bieten Ferndiagnose über LAN, WLAN oder GSM an, ergänzt durch umfassende Dokumentation gemäß CE-Richtlinien für die Gesamtanlage.
Unser Konzept
EMS entwickelt und fertigt Maschinen und Anlagen für die automatisierte Herstellung von Behältern in großem Maßstab. Alle Arbeitsschritte, von der Vorbereitung bis zur Fertigung, werden dabei aus einer Hand angeboten. Unsere erprobten Standardkomponenten sind perfekt aufeinander abgestimmt und können nahtlos mit Robotern kombiniert werden, um leistungsfähige Fertigungseinrichtungen zu schaffen.
Flexible Präzisionsfertigung
Unsere Fertigungslinien ermöglichen eine einfache Umstellung auf verschiedene Längen, Durchmesser, Formen und Bearbeitungen durch Programmwechsel. Dabei werden zahlreiche Einzelschritte wie Beschneiden, Formen, Stanzen, Fügen, Montieren, Schweißen und Prüfen automatisch und mit höchster Präzision an die jeweilige Aufgabe angepasst. Besonderes Augenmerk legen wir auf die Kantenvorbereitung für den Schweißprozess, um eine herausragende Prozesssicherheit und minimale Ausschussquoten zu gewährleisten.
Maschinenprogramm für die Metallbearbeitung
Unsere Metallbearbeitungsmaschinen sind:
- Rohrbiegemaschine
- Horizontale Presse
- Bandsäge für Metall
- Profilbiegemaschine
- Tiefziehpresse
- Rundschweißmaschine
- Kantenschneide-Bördelmaschine
- Topf- und Pfannenpoliermaschine
- Poliermaschine für flache Oberflächen
Besteck-Produktionslinie: Eine Besteck-Produktionslinie ist eine Art Maschine, die Besteck in einem kontinuierlichen Prozess herstellt. Es umfasst verschiedene Arten von Maschinen wie den Messerschleifer, den Messerschärfer und den Klingenpolierer.
Kochgeschirr-Herstellungsmaschine: Eine Kochgeschirr-Herstellungsmaschine ist eine Art Maschine, die Kochgeschirr in einem kontinuierlichen Prozess herstellt. Es umfasst verschiedene Arten von Maschinen wie den Topfmacher, den Pfannenmacher und den Wokmacher.
Küchengeschirr-Produktionsmaschine: Eine Küchengeschirr-Produktionsmaschine ist eine Art Maschine, die Küchengeschirr in einem kontinuierlichen Prozess herstellt. Es umfasst verschiedene Arten von Maschinen wie Maschinen zur Herstellung von Teekesseln, Produktionslinien für Besteck, Produktionslinien für Töpfe und Pfannen
Wir entwerfen, fertigen und montieren komplette Produktionslinien für Kochgeschirr, Küchengeschirr, Hotelgeschirr und Besteck sowie einzelne Maschinen für einen bestimmten Zweck