
Tiefziehen Stahl: Das Tiefziehen ist ein Umformverfahren, bei dem flaches Blechmaterial in eine hohle Form umgewandelt wird. Dabei wird das Material durch das Einwirken einer mechanischen oder hydraulischen Kraft in eine Matrize gepresst, wobei es sich plastisch verformt und die Form der Matrize annimmt. Verschiedene Materialien haben unterschiedliche Eigenschaften, die ihre Umformbarkeit beeinflussen. Im Folgenden wird beschrieben, wie verschiedene Materialien im Tiefziehprozess verarbeitet werden, welche Herausforderungen dabei auftreten können und welche Maßnahmen zur Optimierung des Prozesses notwendig sind.
Geeignete Materialien für das Tiefziehen
Nicht alle Materialien sind gleichermaßen für das Tiefziehen geeignet. Folgende Materialien werden häufig verwendet:
- Stahl: Tiefziehfähiger Stahl, insbesondere Tiefziehblech (DC01 bis DC06), ist für viele Anwendungen geeignet. Er bietet eine gute Duktilität und Festigkeit, ist jedoch anfällig für Korrosion, weshalb oft verzinkter Stahl verwendet wird.
- Edelstahl: Edelstahl hat eine hohe Festigkeit und Korrosionsbeständigkeit, ist aber schwieriger zu formen als herkömmlicher Stahl. Die höheren Umformkräfte können den Werkzeugverschleiß erhöhen.
- Aluminium: Aluminium und Aluminiumlegierungen sind wegen ihres geringen Gewichts und ihrer guten Umformbarkeit im Tiefziehprozess beliebt. Allerdings besteht bei Aluminium eine höhere Neigung zur Rückfederung.
- Kupfer und Messing: Diese Materialien sind leicht umformbar und korrosionsbeständig, weshalb sie häufig in der Elektroindustrie und im Sanitärbereich eingesetzt werden.
- Titan: Titan hat eine hohe Festigkeit und eine ausgezeichnete Korrosionsbeständigkeit, ist jedoch sehr schwer umformbar. Es erfordert spezielle Verfahren wie das Warmtiefziehen, um zufriedenstellende Ergebnisse zu erzielen.
2. Materialeigenschaften, die die Umformbarkeit beeinflussen
Verschiedene Materialeigenschaften beeinflussen die Umformbarkeit im Tiefziehprozess:
- Duktilität: Materialien mit hoher Duktilität lassen sich besser tiefziehen, da sie große Dehnungen ohne Rissbildung aushalten. Materialien wie Aluminium und weicher Stahl sind besonders duktil.
- Festigkeit: Materialien mit höherer Festigkeit erfordern größere Umformkräfte und sind schwieriger zu verformen. Hochfester Stahl und Titan sind Beispiele für Materialien mit hoher Festigkeit.
- Rückfederung: Bei einigen Materialien, wie hochfestem Stahl oder Aluminium, besteht eine hohe Tendenz zur Rückfederung, bei der sich das Material nach dem Umformprozess teilweise wieder in seine ursprüngliche Form zurückbewegt. Dies muss bei der Werkzeugkonstruktion berücksichtigt werden.
- Oberflächenqualität: Die Oberflächenbeschaffenheit des Materials kann die Reibung und den Materialfluss während des Umformens beeinflussen. Eine saubere und glatte Oberfläche ist ideal für den Tiefziehprozess.
3. Herausforderungen beim Tiefziehen verschiedener Materialien
Je nach Materialtyp können unterschiedliche Herausforderungen beim Tiefziehen auftreten:
3.1 Tiefziehen von Stahl
- Herausforderungen: Standardstahl hat gute Tiefzieheigenschaften, doch bei hochfesten Stählen (z. B. Dualphasenstahl) können die hohen Umformkräfte zu Werkzeugverschleiß und Rissbildung führen. Verzinkte Stähle benötigen eine sorgfältige Schmierung, um die Reibung zu reduzieren.
- Lösungen: Eine angepasste Werkzeuggeometrie mit abgerundeten Kanten und eine geeignete Schmierung können helfen, die Umformkräfte zu verringern und Materialrisse zu vermeiden. Bei hochfesten Stählen kann eine Wärmebehandlung vor dem Tiefziehen eingesetzt werden, um die Duktilität zu erhöhen.
3.2 Tiefziehen von Edelstahl
- Herausforderungen: Aufgrund der hohen Festigkeit von Edelstahl sind höhere Umformkräfte erforderlich. Edelstahl neigt auch zur Kaltverfestigung, was die Umformbarkeit weiter erschwert.
- Lösungen: Eine verstärkte Presse und spezielle, verschleißfeste Werkzeuge sind notwendig. Schmierstoffe mit hoher Leistungsfähigkeit reduzieren die Reibung und erhöhen die Werkzeugstandzeit. Alternativ kann das Warmtiefziehen verwendet werden, um die Umformbarkeit zu verbessern.
3.3 Tiefziehen von Aluminium
- Herausforderungen: Aluminium hat eine hohe Rückfederung und eine geringere Festigkeit im Vergleich zu Stahl, was die Maßgenauigkeit nach dem Umformen erschwert. Zudem besteht die Gefahr der Materialdünnung.
- Lösungen: Die Rückfederung kann durch Überkompensation der Werkzeuggeometrie ausgeglichen werden. Der Einsatz von speziellen Aluminiumlegierungen mit verbesserter Umformbarkeit und eine angepasste Schmierung verringern die Materialdünnung.
3.4 Tiefziehen von Kupfer und Messing
- Herausforderungen: Diese Materialien sind zwar leicht umformbar, neigen jedoch zur Rissbildung, wenn sie nicht korrekt behandelt werden. Außerdem sind sie relativ weich, was die Gefahr von Werkzeugverschleiß erhöht.
- Lösungen: Eine geeignete Schmierung ist entscheidend, um die Reibung zu minimieren. Die Verwendung von speziellen Werkzeugbeschichtungen kann den Verschleiß reduzieren. In einigen Fällen kann es notwendig sein, das Material vor dem Tiefziehen zu glühen, um seine Duktilität zu verbessern.
3.5 Tiefziehen von Titan
- Herausforderungen: Titan ist schwer umformbar und erfordert höhere Umformkräfte. Außerdem neigt es zur Kaltverfestigung, was die Umformbarkeit einschränkt.
- Lösungen: Das Warmtiefziehen bei Temperaturen von 300 bis 600 °C verbessert die Umformbarkeit von Titan erheblich. Die Werkzeugoberflächen sollten beschichtet oder poliert sein, um die Reibung zu verringern.
4. Maßnahmen zur Verbesserung der Umformbarkeit
Es gibt verschiedene Techniken, um die Umformbarkeit von Materialien im Tiefziehprozess zu verbessern:
4.1 Schmierung
Die Verwendung von Schmierstoffen ist entscheidend, um die Reibung zwischen dem Blech und den Werkzeugen zu reduzieren. Die Wahl des Schmiermittels hängt vom Material ab:
- Ölbasierte Schmierstoffe: Häufig bei Stahl und Edelstahl verwendet.
- Wachse und trockene Schmierstoffe: Ideal für Materialien, die bei hoher Reibung empfindlich sind, wie Aluminium.
- Festschmierstoffe (z. B. Graphit): Werden oft bei hohen Temperaturen oder speziellen Anwendungen eingesetzt.
4.2 Erwärmung des Materials (Warmtiefziehen)
Durch das Erwärmen des Materials kann die Duktilität erhöht und die Umformkraft reduziert werden. Warmtiefziehen ist besonders bei hochfesten Stählen, Titan und Aluminiumlegierungen sinnvoll.
4.3 Werkzeuggeometrie und -materialien
Die Gestaltung der Werkzeuge und die Auswahl der richtigen Materialien spielen eine wichtige Rolle:
- Abgerundete Kanten: Reduzieren Spannungsspitzen und die Gefahr von Rissen.
- Beschichtete Werkzeuge: Verlängern die Standzeit und reduzieren den Werkzeugverschleiß.
- Spezielle Werkzeugmaterialien: Hartmetalle oder Keramikwerkzeuge sind verschleißfester.
4.4 Vordehnung oder Nachglühen
Eine Vordehnung des Materials oder ein anschließendes Glühen kann die Mikrostruktur verändern und die Umformbarkeit verbessern. Dies ist besonders bei spröden oder kaltverfestigten Materialien hilfreich.
5. Anwendungsspezifische Materialwahl
Die Materialwahl sollte sich an den Anforderungen des Endprodukts orientieren. Hier einige typische Anwendungen:
- Automobilindustrie: Verwendung von tiefziehfähigem Stahl, hochfesten Stählen und Aluminium für Karosserieteile, Strukturbauteile und Motorhauben.
- Luft- und Raumfahrt: Einsatz von Aluminium und Titan für leichte und hochfeste Bauteile.
- Verpackungsindustrie: Aluminium und verzinnter Stahl für Dosen und Behälter.
- Medizintechnik: Edelstahl und Titan für Implantate und medizinische Geräte.
Zusammenfassung
Das Tiefziehen von Materialien erfordert eine sorgfältige Auswahl des Werkstoffs sowie eine optimale Anpassung der Prozessparameter. Durch die Berücksichtigung der Materialeigenschaften, geeignete Schmierung, Erwärmung und Anpassung der Werkzeuggeometrie können die Umformergebnisse verbessert und die Qualität der Bauteile sichergestellt werden.
Beim Tiefziehen werden verschiedene Materialien verwendet, die sich durch ihre Umformbarkeit, Festigkeit und andere spezifische Eigenschaften auszeichnen. Die Auswahl des geeigneten Materials hängt von den Anforderungen des Endprodukts ab, wie etwa der gewünschten Festigkeit, Korrosionsbeständigkeit, Duktilität (Verformbarkeit), Gewicht und anderen Faktoren. Hier sind die am häufigsten verwendeten Materialien für das Tiefziehen:
Tiefziehfähiger Stahl

Eigenschaften
- Duktilität: Tiefziehfähige Stähle, auch als Tiefziehbleche bezeichnet, zeichnen sich durch eine hohe Verformbarkeit aus, die eine gleichmäßige Umformung ohne Rissbildung ermöglicht.
- Festigkeit: Diese Stähle haben eine mittlere Festigkeit, die für viele Anwendungen ausreichend ist.
- Verfügbarkeit: Tiefziehfähige Stähle sind weit verbreitet und kostengünstig, was sie zu einer gängigen Wahl für viele industrielle Anwendungen macht.
Vorteile
- Gute Umformbarkeit bei niedrigem Preis.
- Hohe Maßhaltigkeit und Wiederholgenauigkeit bei der Umformung.
- Verfügbarkeit in verschiedenen Qualitäten, wie Standard-Tiefziehblech (DC01) oder extra tiefziehfähig (DC06).
Typische Anwendungen
- Automobilindustrie: Herstellung von Karosserieteilen, wie Motorhauben, Türen und Kotflügeln.
- Haushaltsgeräte: Gehäuse für Waschmaschinen, Trockner und Backöfen.
- Verpackungsindustrie: Blechdosen und Behälter für Lebensmittel.
2. Edelstahl
Eigenschaften
- Korrosionsbeständigkeit: Edelstahl bietet eine hervorragende Beständigkeit gegenüber Korrosion und chemischen Einflüssen, was ihn ideal für Anwendungen macht, bei denen eine hohe Hygiene oder Beständigkeit gegen aggressive Umgebungen erforderlich ist.
- Hohe Festigkeit: Edelstahl ist fester als normaler Stahl, was ihn schwieriger zu formen macht. Dies erfordert höhere Umformkräfte.
- Kaltverfestigung: Edelstahl neigt zur Kaltverfestigung, was bedeutet, dass er während des Umformens härter wird und die Umformbarkeit abnimmt.
Vorteile
- Geeignet für Anwendungen, bei denen hohe Festigkeit und Korrosionsbeständigkeit erforderlich sind.
- Kann bei hohen Temperaturen verwendet werden, ohne seine Eigenschaften zu verlieren.
- Glatte Oberflächen können eine hohe ästhetische Qualität gewährleisten.
Typische Anwendungen
- Medizintechnik: Herstellung von chirurgischen Instrumenten, Implantaten und Gehäusen für medizinische Geräte.
- Lebensmittelindustrie: Produktionsanlagen und Verpackungen, die korrosionsbeständig sein müssen.
- Bauindustrie: Sanitärprodukte wie Waschbecken und Duschwannen.
3. Aluminium und Aluminiumlegierungen
Eigenschaften
- Geringes Gewicht: Aluminium ist sehr leicht und eignet sich daher ideal für Anwendungen, bei denen das Gewicht eine wichtige Rolle spielt, wie in der Automobil- oder Luftfahrtindustrie.
- Hohe Duktilität: Aluminium lässt sich gut umformen, jedoch ist die Rückfederung höher als bei Stahl, was die Maßgenauigkeit beeinflussen kann.
- Korrosionsbeständigkeit: Aluminium bietet eine natürliche Korrosionsbeständigkeit durch die Bildung einer Oxidschicht.
Vorteile
- Gute Umformbarkeit bei geringem Gewicht.
- Hohe Wärmeleitfähigkeit, was in bestimmten Anwendungen nützlich ist.
- Kann durch Legierungen verstärkt werden, um die Festigkeit zu erhöhen.
Typische Anwendungen
- Automobilindustrie: Herstellung von Karosserieteilen und Strukturkomponenten, um das Fahrzeuggewicht zu reduzieren.
- Luft- und Raumfahrt: Produktion von Verkleidungen und Strukturteilen.
- Verpackungsindustrie: Aluminiumdosen und Verpackungsfolien.
4. Kupfer und Kupferlegierungen (z. B. Messing)
Eigenschaften
- Hohe Duktilität: Kupfer und seine Legierungen sind sehr gut umformbar und eignen sich für Tiefziehprozesse, bei denen komplexe Formen erforderlich sind.
- Korrosionsbeständigkeit: Kupfer ist korrosionsbeständig und wird häufig in Umgebungen mit hoher Luftfeuchtigkeit eingesetzt.
- Elektrische Leitfähigkeit: Kupfer hat eine hohe elektrische Leitfähigkeit, was es ideal für die Elektronikindustrie macht.
Vorteile
- Gute Umformbarkeit bei gleichzeitig hoher Korrosionsbeständigkeit.
- Eignet sich für Anwendungen, die eine elektrische Leitfähigkeit erfordern.
- Kann leicht bearbeitet und beschichtet werden.
Typische Anwendungen
- Elektroindustrie: Herstellung von Kontaktteilen, Kühlkörpern und Gehäusen.
- Sanitärindustrie: Fertigung von Rohren, Armaturen und Ventilen.
- Dekorative Bauteile: Herstellung von Zierelementen in der Bau- und Schmuckindustrie.
5. Titan
Eigenschaften
- Hohe Festigkeit bei geringem Gewicht: Titan hat eine hervorragende Festigkeit, die vergleichbar mit hochfesten Stählen ist, jedoch bei deutlich geringerem Gewicht.
- Korrosionsbeständigkeit: Titan ist extrem korrosionsbeständig, was es für den Einsatz in aggressiven Umgebungen geeignet macht.
- Schwierige Umformbarkeit: Aufgrund der hohen Festigkeit ist Titan schwer zu verformen und erfordert spezielle Verfahren wie das Warmtiefziehen.
Vorteile
- Sehr hohe Festigkeit bei geringem Gewicht, ideal für anspruchsvolle Anwendungen.
- Hervorragende Beständigkeit gegenüber extremen Temperaturen und korrosiven Umgebungen.
- Biokompatibilität, was es für medizinische Anwendungen geeignet macht.
Typische Anwendungen
- Luft- und Raumfahrt: Strukturbauteile, Triebwerksverkleidungen und Komponenten mit hoher Belastung.
- Medizintechnik: Herstellung von Implantaten wie Hüft- oder Knieprothesen.
- Chemische Industrie: Komponenten, die in aggressiven Medien eingesetzt werden.
6. Nickel und Nickellegierungen
Eigenschaften
- Hohe Korrosionsbeständigkeit und Festigkeit: Nickel und seine Legierungen (z. B. Inconel) bieten hohe Korrosionsbeständigkeit und Festigkeit, selbst bei hohen Temperaturen.
- Umformbarkeit: Die Umformbarkeit ist im Vergleich zu anderen Materialien eingeschränkt, und es sind spezielle Verfahren erforderlich.
Vorteile
- Ideal für Hochtemperaturanwendungen.
- Hervorragende chemische Beständigkeit gegen aggressive Medien.
- Gute mechanische Eigenschaften bei erhöhten Temperaturen.
Typische Anwendungen
- Energieindustrie: Komponenten für Turbinen und Kraftwerksanlagen.
- Luftfahrt: Bauteile für Flugzeugtriebwerke und Hitzeschilde.
- Chemische Industrie: Behälter und Rohre für korrosive Medien.
7. Kunststoffe und Verbundwerkstoffe
Eigenschaften
- Leicht und formbar: Kunststoffe und Verbundwerkstoffe sind leicht und lassen sich in verschiedenen Formen tiefziehen, vor allem bei Thermoplasten.
- Isolierende Eigenschaften: Sie haben isolierende Eigenschaften, sowohl elektrisch als auch thermisch.
- Geringe Festigkeit im Vergleich zu Metallen: Kunststoffe sind im Allgemeinen weniger fest als Metalle, was ihre Anwendung auf leichte Belastungen beschränkt.
Vorteile
- Hohe Gestaltungsfreiheit, da Kunststoffe in komplexe Formen gebracht werden können.
- Gute Oberflächenqualität nach dem Umformen.
- Korrosionsbeständigkeit und Beständigkeit gegenüber Chemikalien.
Typische Anwendungen
- Verpackungsindustrie: Blisterverpackungen und Behälter für Lebensmittel und Medikamente.
- Automobilindustrie: Leichte Verkleidungen und Gehäuse.
- Medizintechnik: Einwegprodukte und sterile Verpackungen.
Zusammenfassung
Die Wahl des geeigneten Materials für den Tiefziehprozess hängt von den Anforderungen des Endprodukts ab, wie Gewicht, Festigkeit, Korrosionsbeständigkeit und Umformbarkeit. Jedes Material hat spezifische Vorteile und Herausforderungen, die bei der Auswahl berücksichtigt werden müssen. Die Anpassung der Prozessparameter und die Verwendung geeigneter Werkzeuggeometrien können die Umformbarkeit verbessern und die Qualität der Bauteile sicherstellen.
Die Umformbarkeit von Materialien im Tiefziehprozess hängt von verschiedenen Materialeigenschaften ab, die die Verformung des Blechs während des Umformvorgangs beeinflussen. Diese Eigenschaften bestimmen, wie leicht ein Material umgeformt werden kann und ob es anfällig für Materialfehler wie Risse, Falten oder Rückfederung ist. Die wichtigsten Materialeigenschaften, die die Umformbarkeit beeinflussen, sind:
1. Duktilität
- Definition: Duktilität beschreibt die Fähigkeit eines Materials, sich plastisch zu verformen, bevor es bricht. Ein duktiles Material kann große Dehnungen ertragen, ohne Risse zu bilden.
- Einfluss auf die Umformbarkeit: Materialien mit hoher Duktilität sind ideal für das Tiefziehen, da sie die plastische Verformung besser bewältigen können. Materialien wie Aluminium und tiefziehfähige Stähle (z. B. DC01 bis DC06) sind aufgrund ihrer guten Duktilität besonders gut für das Tiefziehen geeignet.
- Maßnahmen zur Verbesserung: Die Duktilität kann durch Wärmebehandlung (z. B. Glühen) oder durch den Einsatz geeigneter Legierungen verbessert werden.
2. Festigkeit
- Definition: Festigkeit bezeichnet die Fähigkeit eines Materials, äußeren Kräften zu widerstehen, ohne sich dauerhaft zu verformen oder zu brechen. Es gibt verschiedene Festigkeitsarten, wie Zugfestigkeit und Streckgrenze.
- Einfluss auf die Umformbarkeit: Materialien mit niedriger Festigkeit lassen sich leichter umformen, während hochfeste Materialien höhere Umformkräfte erfordern und schwieriger zu verarbeiten sind. Bei hochfesten Materialien besteht ein erhöhtes Risiko für Rissbildung.
- Maßnahmen zur Verbesserung: Die Wahl von weicheren Werkstoffen oder die Anwendung von Warmtiefziehverfahren kann die Umformbarkeit von hochfesten Materialien verbessern.
3. Anisotropie
- Definition: Anisotropie beschreibt die Abhängigkeit der mechanischen Eigenschaften eines Materials von der Richtung. Die meisten Bleche weisen eine anisotrope Struktur auf, die durch die Walzrichtung während der Herstellung verursacht wird.
- Einfluss auf die Umformbarkeit: Anisotropie kann zu unterschiedlichen Verformungseigenschaften in verschiedenen Richtungen führen. Wenn die Walzrichtung nicht berücksichtigt wird, können Probleme wie Risse oder ungleichmäßige Materialverteilung auftreten.
- Maßnahmen zur Verbesserung: Eine gezielte Ausrichtung der Blechplatine in Bezug auf die Walzrichtung kann helfen, die Umformbarkeit zu verbessern. Auch spezielle Legierungszusätze können die Anisotropie reduzieren.
4. Rückfederung
- Definition: Rückfederung ist die Tendenz eines Materials, nach der Umformung teilweise in seine ursprüngliche Form zurückzukehren. Sie tritt aufgrund der elastischen Verformung des Materials während des Umformprozesses auf.
- Einfluss auf die Umformbarkeit: Materialien mit hoher Rückfederung (z. B. Aluminium oder hochfeste Stähle) erschweren die Maßhaltigkeit und erfordern eine Überkompensation der Werkzeuggeometrie.
- Maßnahmen zur Verbesserung: Die Rückfederung kann durch eine geeignete Werkzeuggestaltung, eine Nachkalibrierung des Werkstücks oder durch Wärmebehandlung reduziert werden.
5. Kaltverfestigung
- Definition: Kaltverfestigung ist die Zunahme der Festigkeit eines Materials durch plastische Verformung bei niedrigen Temperaturen. Während des Umformprozesses wird das Material härter und schwerer verformbar.
- Einfluss auf die Umformbarkeit: Materialien, die zur Kaltverfestigung neigen (z. B. Edelstahl), erfordern höhere Umformkräfte, da sie während des Prozesses an Festigkeit zunehmen. Dies kann zu erhöhtem Werkzeugverschleiß und Materialversagen führen.
- Maßnahmen zur Verbesserung: Wärmebehandlungen wie Glühen können nach der Kaltverfestigung durchgeführt werden, um die Festigkeit zu reduzieren und die Duktilität wiederherzustellen.
6. Blechdicke
- Definition: Die Blechdicke ist ein wichtiger Parameter, der die Umformbarkeit beeinflusst, da sie das Verhältnis zwischen Materialstärke und Umformkraft bestimmt.
- Einfluss auf die Umformbarkeit: Dünnere Bleche lassen sich leichter umformen, sind jedoch anfälliger für Faltenbildung und Materialdünnung. Dickere Bleche bieten mehr Stabilität, erfordern aber höhere Umformkräfte.
- Maßnahmen zur Verbesserung: Die Wahl der optimalen Blechdicke und die Anpassung der Umformparameter (z. B. Niederhalterkraft) können die Umformbarkeit verbessern.
7. Dehnungsvermögen (Verfestigungskoeffizient)
- Definition: Das Dehnungsvermögen eines Materials ist ein Maß für seine Fähigkeit, sich plastisch zu verformen, bevor es versagt. Es hängt eng mit der Duktilität zusammen und wird häufig durch den Verfestigungskoeffizienten (n-Wert) beschrieben.
- Einfluss auf die Umformbarkeit: Materialien mit hohem Dehnungsvermögen können größere Umformgrade erreichen, ohne zu versagen. Ein hoher n-Wert bedeutet, dass das Material sich gleichmäßig verformt, was für das Tiefziehen vorteilhaft ist.
- Maßnahmen zur Verbesserung: Materialien mit höherem Verfestigungskoeffizienten oder der Einsatz von Legierungen können verwendet werden, um die Umformbarkeit zu verbessern.
8. Oberflächenbeschaffenheit
- Definition: Die Oberflächenbeschaffenheit eines Materials beschreibt die Rauigkeit, Sauberkeit und Qualität der Materialoberfläche.
- Einfluss auf die Umformbarkeit: Eine raue oder verschmutzte Oberfläche erhöht die Reibung zwischen dem Material und den Werkzeugen, was die Umformbarkeit beeinträchtigen und Oberflächenfehler verursachen kann.
- Maßnahmen zur Verbesserung: Die Anwendung von Schmierstoffen, die Reinigung der Oberfläche oder das Polieren der Werkzeuge kann die Reibung reduzieren und die Umformbarkeit verbessern.
9. Temperaturabhängigkeit
- Definition: Die Umformbarkeit eines Materials ändert sich mit der Temperatur. Einige Materialien zeigen bei höheren Temperaturen eine verbesserte Duktilität.
- Einfluss auf die Umformbarkeit: Das Umformen bei höheren Temperaturen (Warmtiefziehen) kann die Duktilität erhöhen und die erforderlichen Umformkräfte reduzieren, insbesondere bei schwer umformbaren Materialien wie hochfesten Stählen und Titan.
- Maßnahmen zur Verbesserung: Der Einsatz von Warmtiefziehverfahren oder die Erwärmung des Materials vor dem Umformen kann die Umformbarkeit verbessern und den Werkzeugverschleiß reduzieren.
10. Werkstoffgefüge
- Definition: Das Werkstoffgefüge beschreibt die Mikrostruktur eines Materials, einschließlich der Größe und Verteilung der Kristallite oder Körner, die das Material bilden.
- Einfluss auf die Umformbarkeit: Feinkörnige Materialien haben in der Regel eine bessere Umformbarkeit, da sie eine höhere Duktilität und geringere Anfälligkeit für Rissbildung aufweisen. Grobkörnige Materialien sind anfälliger für Materialversagen.
- Maßnahmen zur Verbesserung: Durch thermische oder mechanische Behandlung (z. B. Glühen oder Kaltwalzen) kann das Korngefüge optimiert und die Umformbarkeit verbessert werden.
Zusammenfassung
Die Umformbarkeit von Materialien im Tiefziehprozess wird durch eine Kombination verschiedener Eigenschaften beeinflusst, einschließlich Duktilität, Festigkeit, Anisotropie, Rückfederung, Kaltverfestigung, Blechdicke, Dehnungsvermögen, Oberflächenbeschaffenheit, Temperaturabhängigkeit und Werkstoffgefüge. Eine genaue Kenntnis dieser Eigenschaften und deren gezielte Optimierung sind entscheidend, um eine hohe Qualität der gefertigten Bauteile sicherzustellen und Fehler während des Umformens zu vermeiden.
Das Tiefziehen verschiedener Materialien bringt unterschiedliche Herausforderungen mit sich, da jedes Material spezifische physikalische und mechanische Eigenschaften besitzt, die den Umformprozess beeinflussen. Die Herausforderungen variieren je nach Materialtyp, und Maßnahmen zur Prozessoptimierung müssen entsprechend angepasst werden, um Fehler wie Risse, Faltenbildung, Rückfederung und Werkzeugverschleiß zu vermeiden. Im Folgenden werden die Herausforderungen beim Tiefziehen gängiger Materialien wie Stahl, Edelstahl, Aluminium, Kupfer, Titan und Nickel sowie mögliche Lösungsansätze ausführlich beschrieben.
1. Tiefziehen von Stahl
Herausforderungen:
- Materialdünnung und Rissbildung: Beim Tiefziehen von Stahlblech besteht die Gefahr, dass das Material zu stark gedehnt wird, was zu Materialdünnung und letztendlich zu Rissen führen kann. Dies tritt besonders bei hochfesten Stählen auf, die eine geringere Umformbarkeit besitzen.
- Faltenbildung: Wenn der Rand der Blechplatine während des Tiefziehens nicht ausreichend fixiert wird, kann es zu Faltenbildung kommen, insbesondere bei tiefen Umformungen.
- Oberflächenbeschädigungen bei verzinktem Stahl: Beim Umformen von verzinktem Stahl kann die Zinkbeschichtung beschädigt werden, was die Korrosionsbeständigkeit beeinträchtigt.
Lösungsansätze:
- Angepasste Werkzeuggeometrie: Um die Materialdünnung zu kontrollieren, können Werkzeuge mit abgerundeten Kanten verwendet werden, um die Belastung gleichmäßig zu verteilen und Spannungen zu reduzieren.
- Optimierung der Niederhalterkraft: Durch Anpassung der Niederhalterkraft kann Faltenbildung vermieden werden. Eine ausreichende, aber nicht zu hohe Niederhalterkraft hält den Rand der Platine fest, ohne das Material zu stark zu beanspruchen.
- Schmierung: Die Verwendung geeigneter Schmierstoffe reduziert die Reibung zwischen dem Blech und den Werkzeugen, was die Gefahr von Oberflächenbeschädigungen und Rissbildung minimiert. Bei verzinktem Stahl sollte darauf geachtet werden, Schmierstoffe zu verwenden, die die Zinkschicht nicht angreifen.
2. Tiefziehen von Edelstahl
Herausforderungen:
- Hohe Festigkeit und Kaltverfestigung: Edelstahl hat eine hohe Festigkeit und neigt zur Kaltverfestigung, was bedeutet, dass sich das Material während des Umformprozesses verhärtet und somit schwerer weiterzuverformen ist.
- Erhöhte Umformkräfte: Aufgrund der hohen Festigkeit von Edelstahl sind größere Umformkräfte erforderlich, was den Verschleiß der Werkzeuge erhöht und zu einer schnellen Abnutzung führen kann.
- Rückfederung: Edelstahl hat eine hohe Rückfederungstendenz, was zu Maßabweichungen nach dem Umformen führen kann.
Lösungsansätze:
- Erhöhte Umformtemperatur (Warmtiefziehen): Das Erwärmen des Edelstahls vor dem Tiefziehen verringert die Kaltverfestigung und erhöht die Duktilität, wodurch die Umformbarkeit verbessert wird.
- Verwendung spezieller Schmierstoffe: Schmierstoffe mit hoher Druckaufnahmefähigkeit verringern die Reibung und reduzieren den Werkzeugverschleiß. Diese sind besonders wichtig, wenn Edelstahl bearbeitet wird.
- Kompensation der Rückfederung: Die Werkzeuggeometrie sollte so angepasst werden, dass die Rückfederung berücksichtigt wird. Ein leicht überdimensioniertes Werkzeugprofil kann helfen, die gewünschte Endform zu erreichen.
3. Tiefziehen von Aluminium
Herausforderungen:
- Hohe Rückfederung: Aluminium neigt stärker zur Rückfederung als Stahl, was zu Schwierigkeiten bei der Erreichung der gewünschten Maßgenauigkeit führen kann.
- Neigung zur Rissbildung: Aluminium hat eine geringere Zugfestigkeit als Stahl, was bedeutet, dass es bei höheren Umformgraden leicht reißen kann. Zudem besteht die Gefahr von Materialdünnung.
- Empfindlichkeit gegenüber Reibung: Aluminium ist anfällig für Reibung, was zu Oberflächenkratzern und Materialversagen führen kann, insbesondere bei Aluminiumlegierungen mit geringerer Umformbarkeit.
Lösungsansätze:
- Überkompensation der Werkzeuggeometrie: Um die Rückfederung auszugleichen, können die Werkzeuge so gestaltet werden, dass die Endform leicht überdimensioniert ist, um die Elastizitätswirkung des Materials zu kompensieren.
- Verwendung von speziellen Aluminiumlegierungen: Legierungen wie AlMg (Aluminium-Magnesium-Legierungen) bieten eine verbesserte Umformbarkeit. Die Wahl der richtigen Legierung kann die Rissanfälligkeit verringern.
- Einsatz hochwertiger Schmierstoffe: Spezielle Schmierstoffe für Aluminium verringern die Reibung und reduzieren die Gefahr von Kratzern. Trockenbeschichtungen auf Polymerbasis können die Oberflächenqualität weiter verbessern.
4. Tiefziehen von Kupfer und Kupferlegierungen
Herausforderungen:
- Anfälligkeit für Rissbildung bei dünnen Blechen: Kupfer und Kupferlegierungen sind zwar sehr duktil, aber bei sehr dünnen Blechen kann es zu Rissbildung kommen, insbesondere bei hohen Umformgraden.
- Weiche Materialeigenschaften: Die Weichheit von Kupfer führt zu einem schnellen Werkzeugverschleiß und kann Probleme bei der Maßhaltigkeit verursachen.
- Oxidation: Beim Umformen von Kupfer kann die Oberfläche oxidieren, was die Oberflächenqualität beeinträchtigt.
Lösungsansätze:
- Einsatz gehärteter Werkzeuge: Um den Werkzeugverschleiß zu reduzieren, sollten Werkzeuge aus gehärteten Materialien verwendet werden. Eine zusätzliche Werkzeugbeschichtung (z. B. Titan-Nitrid) kann den Verschleiß weiter reduzieren.
- Schmierung mit Hochleistungsschmierstoffen: Die Verwendung von Schmierstoffen, die speziell für weiche Materialien entwickelt wurden, verringert den Verschleiß und verbessert die Maßhaltigkeit.
- Schutz vor Oxidation: Um die Oxidation zu verhindern, kann Kupfer vor dem Umformen beschichtet oder mit einer Schutzatmosphäre umgeben werden.
5. Tiefziehen von Titan
Herausforderungen:
- Schwierige Umformbarkeit: Titan hat eine hohe Festigkeit und eine geringe Duktilität, was die Umformbarkeit im Vergleich zu anderen Materialien erschwert. Es neigt zur Kaltverfestigung und kann bei niedrigen Temperaturen spröde sein.
- Hohe Rückfederung: Die Rückfederung bei Titan ist ausgeprägter als bei anderen Metallen, was die Maßhaltigkeit des fertigen Bauteils erschwert.
- Empfindlichkeit gegenüber Reibung und Verschleiß: Titan kann aufgrund seiner abrasiven Eigenschaften die Werkzeugoberfläche beschädigen.
Lösungsansätze:
- Warmtiefziehen: Das Erwärmen von Titan vor dem Umformen erhöht die Duktilität und verringert die Kaltverfestigung. Typische Temperaturen für das Warmtiefziehen von Titan liegen zwischen 300 °C und 600 °C.
- Beschichtete Werkzeuge: Werkzeuge mit speziellen Beschichtungen, wie z. B. Diamantähnlichen Kohlenstoff (DLC), verringern den Verschleiß und verbessern die Gleiteigenschaften.
- Angepasste Werkzeuggeometrie: Um die Rückfederung auszugleichen, sollten Werkzeuge verwendet werden, die speziell auf die elastischen Eigenschaften von Titan abgestimmt sind.
6. Tiefziehen von Nickel und Nickellegierungen
Herausforderungen:
- Hohe Festigkeit und Kaltverfestigung: Nickel und seine Legierungen (z. B. Inconel) zeichnen sich durch hohe Festigkeit aus und neigen zur Kaltverfestigung, was hohe Umformkräfte erfordert.
- Empfindlichkeit gegenüber hohen Temperaturen: Einige Nickellegierungen sind zwar bei hohen Temperaturen stabil, erfordern jedoch spezielle Verfahren zur Wärmebehandlung, um ihre Umformbarkeit zu verbessern.
- Oberflächenfehler bei nicht geeigneter Schmierung: Eine unzureichende Schmierung kann zu Rissbildung oder Kratzern führen, da Nickellegierungen abrasiv sind.
Lösungsansätze:
- Erhöhung der Umformtemperatur: Eine Wärmebehandlung vor dem Umformen kann die Duktilität erhöhen und die Umformbarkeit verbessern.
- Verwendung von Hochleistungsschmierstoffen: Schmierstoffe mit hohen Druckaufnahmefähigkeiten reduzieren die Reibung und minimieren Oberflächenfehler.
- Angepasste Umformparameter: Die Umformgeschwindigkeit sollte so gewählt werden, dass sie eine gleichmäßige Materialverformung ermöglicht, ohne dass das Material reißt.
7. Materialübergreifende Herausforderungen
Neben den materialspezifischen Herausforderungen gibt es allgemeine Probleme, die bei allen Materialien auftreten können:
7.1 Rückfederung
- Problem: Rückfederung tritt bei fast allen Materialien auf, insbesondere bei hochfesten Legierungen. Die elastische Verformung des Materials führt dazu, dass das Bauteil nach dem Umformen teilweise in seine ursprüngliche Form zurückkehrt.
- Lösung: Anpassung der Werkzeuggeometrie, Nachkalibrierung und Wärmebehandlung können helfen, die Rückfederung zu kompensieren.
7.2 Werkzeugverschleiß
- Problem: Der Verschleiß der Werkzeuge ist ein häufiges Problem beim Tiefziehen, insbesondere bei harten oder abrasiven Materialien wie Titan oder Edelstahl.
- Lösung: Der Einsatz beschichteter Werkzeuge und spezieller Werkstofflegierungen kann den Verschleiß reduzieren. Auch regelmäßige Wartung und Nachbearbeitung der Werkzeuge sind notwendig.
7.3 Schmierung
- Problem: Unzureichende oder falsche Schmierung führt zu hohen Reibungskräften, Oberflächenfehlern und erhöhtem Werkzeugverschleiß.
- Lösung: Die Auswahl geeigneter Schmiermittel und deren regelmäßige Anwendung ist entscheidend. Trockenbeschichtungen oder spezialisierte Hochleistungsschmierstoffe können in schwierigen Fällen hilfreich sein.
8. Optimierung des Tiefziehprozesses für unterschiedliche Materialien
Um die Herausforderungen beim Tiefziehen verschiedener Materialien zu bewältigen, sollten folgende Maßnahmen umgesetzt werden:
- Auswahl des geeigneten Materials: Je nach Anforderung sollte ein Material mit optimalen Umformeigenschaften gewählt werden. Beispielsweise bietet tiefziehfähiger Stahl eine bessere Umformbarkeit als hochfester Stahl.
- Wärmebehandlung vor dem Umformen: Eine Erwärmung kann die Duktilität von Materialien wie Titan oder hochfestem Stahl verbessern.
- Verwendung moderner Werkzeugtechnologien: Werkzeuge mit speziellen Beschichtungen und abgerundeten Kanten reduzieren den Werkzeugverschleiß und verbessern die Umformbarkeit.
- Automatisierte Anpassung der Umformparameter: Moderne Tiefziehpressen bieten die Möglichkeit, Umformkräfte, Geschwindigkeiten und Niederhalterkräfte in Echtzeit anzupassen, um optimale Ergebnisse zu erzielen.
Tiefziehfähiger Stahl ist eine spezielle Sorte von Stahl, die sich durch ihre gute Umformbarkeit und Duktilität auszeichnet. Diese Eigenschaften machen ihn zu einem der am häufigsten verwendeten Werkstoffe im Tiefziehprozess, der in vielen Industriezweigen wie der Automobilindustrie, dem Maschinenbau, der Verpackungsindustrie und im Haushaltsgerätebau zum Einsatz kommt. Tiefziehfähiger Stahl ist speziell für Umformverfahren wie das Tiefziehen, Stanzen und Biegen entwickelt worden, bei denen es darauf ankommt, dass sich das Material unter hohen Umformgraden plastisch verformen lässt, ohne zu reißen oder zu brechen. In diesem ausführlichen Text werden die Eigenschaften, Typen, Anwendungen, Herausforderungen und Optimierungsmöglichkeiten im Umgang mit tiefziehfähigem Stahl beschrieben.
1. Eigenschaften von tiefziehfähigem Stahl
Die besonderen Eigenschaften von tiefziehfähigem Stahl, die ihn für Umformprozesse geeignet machen, sind:
1.1. Hohe Duktilität
- Duktilität ist die Fähigkeit eines Materials, sich plastisch zu verformen, ohne zu brechen. Tiefziehfähiger Stahl weist eine hohe Duktilität auf, was bedeutet, dass er große Dehnungen ertragen kann. Dadurch lassen sich komplexe Formen erzeugen, ohne dass das Material reißt.
1.2. Geringe Streckgrenze
- Die Streckgrenze eines Materials ist der Punkt, bis zu dem es sich elastisch verformen kann. Tiefziehfähiger Stahl hat eine niedrige Streckgrenze, was es ermöglicht, ihn leichter und gleichmäßiger zu verformen. Eine niedrige Streckgrenze sorgt auch dafür, dass die plastische Verformung frühzeitig einsetzt, was für Tiefziehprozesse von Vorteil ist.
1.3. Gute Oberflächenqualität
- Tiefziehfähiger Stahl hat in der Regel eine glatte Oberfläche, die für Umformprozesse geeignet ist, da sie die Reibung zwischen Werkzeug und Material minimiert. Dadurch werden Oberflächenschäden während der Umformung verringert und die Qualität der Endprodukte verbessert.
1.4. Gleichmäßige Materialzusammensetzung
- Tiefziehfähiger Stahl zeichnet sich durch eine homogene Materialzusammensetzung aus, die eine gleichmäßige Verformung ermöglicht. Es gibt weniger Spannungskonzentrationen im Material, die zu Rissen oder Faltenbildung führen könnten.
1.5. Preis-Leistungs-Verhältnis
- Verglichen mit anderen Materialien wie Aluminium oder Edelstahl ist tiefziehfähiger Stahl relativ preiswert. Seine gute Umformbarkeit und Verfügbarkeit machen ihn zu einer wirtschaftlichen Wahl für viele Anwendungen.
2. Typen von tiefziehfähigem Stahl
Tiefziehfähiger Stahl wird in verschiedenen Qualitäten und Typen angeboten, die jeweils spezifische Eigenschaften für unterschiedliche Umformprozesse bieten:
2.1. Standard-Tiefziehblech (DC01 bis DC06)
- DC01 bis DC06 sind die häufigsten Qualitäten für tiefziehfähige Stähle gemäß der europäischen Norm EN 10130. Die Zahlen nach „DC“ geben die Umformbarkeit an, wobei höhere Zahlen für bessere Tiefzieheigenschaften stehen.
- DC01: Grundlegender kaltgewalzter Stahl für allgemeine Umformprozesse, jedoch mit eingeschränkter Tiefziehfähigkeit.
- DC04: Höherwertiger Stahl, der sich für anspruchsvollere Umformprozesse eignet.
- DC06: Extra tiefziehfähiger Stahl, der für komplexe Formen und große Umformgrade geeignet ist.
2.2. Tiefziehfähiger verzinkter Stahl (DX51D bis DX56D)
- Diese Stahlsorten sind verzinkt, um sie vor Korrosion zu schützen, und eignen sich gut für Umformprozesse in korrosiven Umgebungen oder bei Anwendungen, die eine lange Lebensdauer erfordern. Die verzinkten Typen entsprechen in ihren Eigenschaften den Standard-Tiefziehblechen, bieten aber zusätzlichen Korrosionsschutz.
2.3. Hochfester Tiefziehstahl
- Für Anwendungen, bei denen höhere Festigkeit gefordert ist, gibt es hochfeste tiefziehfähige Stähle. Sie kombinieren eine hohe Festigkeit mit guten Umformeigenschaften. Diese Stähle werden häufig in der Automobilindustrie für sicherheitsrelevante Bauteile eingesetzt, bei denen sowohl Festigkeit als auch Formbarkeit erforderlich sind.
2.4. Doppelphasen- und Mehrphasenstähle
- Doppelphasenstähle (DP-Stähle) und Mehrphasenstähle sind moderne hochfeste Stähle mit ausgezeichneter Umformbarkeit und Festigkeit. Sie haben eine komplexere Mikrostruktur, die aus verschiedenen Phasen besteht (z. B. Martensit, Ferrit), was zu einer guten Kombination aus Festigkeit und Duktilität führt.
3. Typische Anwendungen von tiefziehfähigem Stahl
Tiefziehfähiger Stahl wird in zahlreichen Branchen verwendet, wobei jede Anwendung spezifische Anforderungen an das Material stellt. Zu den wichtigsten Anwendungsbereichen gehören:
3.1. Automobilindustrie
- Die Automobilindustrie ist einer der größten Nutzer von tiefziehfähigem Stahl. Typische Anwendungen umfassen:
- Karosserieteile: Motorhauben, Türen, Kotflügel und andere Außenhautteile werden häufig aus tiefziehfähigem Stahl hergestellt, um eine hohe Maßhaltigkeit und Oberflächenqualität zu gewährleisten.
- Sicherheitsrelevante Bauteile: Strukturbauteile wie Verstärkungsbleche oder Aufprallschutzsysteme werden aus hochfesten Tiefziehstählen gefertigt, um sowohl Umformbarkeit als auch Festigkeit zu gewährleisten.
- Innenteile: Fahrzeugverkleidungen und Komponenten im Innenraum, die komplexe Formen und hohe Oberflächenqualitäten erfordern.
3.2. Haushaltsgeräte
- In der Herstellung von Haushaltsgeräten kommt tiefziehfähiger Stahl für Gehäuse und Bauteile zum Einsatz:
- Waschmaschinen und Trockner: Trommeln und Außengehäuse werden häufig aus tiefziehfähigem Stahl gefertigt, da dieser eine hohe Umformbarkeit und Festigkeit bietet.
- Backöfen und Mikrowellen: Gehäuse und Innenteile aus tiefziehfähigem Stahl gewährleisten eine gute Wärmeleitfähigkeit und eine gleichmäßige Wandstärke.
- Kühlschränke: Türinnenteile und andere Gehäusekomponenten profitieren von der guten Umformbarkeit und Oberflächenqualität des Materials.
3.3. Verpackungsindustrie
- In der Verpackungsindustrie wird tiefziehfähiger Stahl für die Herstellung von Metallverpackungen wie Dosen, Bechern und Tuben verwendet. Verzinkter tiefziehfähiger Stahl bietet zudem eine lange Haltbarkeit und guten Korrosionsschutz.
3.4. Bauindustrie
- Tiefziehfähiger Stahl wird in der Bauindustrie für Fassadenverkleidungen, Dach- und Wandpaneele sowie für Bauelemente im Innenausbau verwendet, die durch Umformen eine hohe Maßgenauigkeit erreichen müssen.
4. Herausforderungen beim Tiefziehen von Stahl
Trotz seiner guten Umformbarkeit bringt der Umgang mit tiefziehfähigem Stahl auch einige Herausforderungen mit sich:
4.1. Rissbildung
- Bei hohen Umformgraden besteht die Gefahr, dass das Material reißt, insbesondere bei hochfesten Stählen. Dies kann durch ungleichmäßigen Materialfluss oder hohe lokale Spannungen verursacht werden.
4.2. Faltenbildung
- Wenn das Material während des Tiefziehens nicht ausreichend gestützt wird, kann es zu Faltenbildung kommen. Dies tritt besonders bei tiefen Umformungen oder großen Blechflächen auf.
4.3. Rückfederung
- Die Rückfederung ist das Phänomen, bei dem sich das Material nach dem Umformen teilweise in seine ursprüngliche Form zurückbewegt. Dies kann die Maßgenauigkeit beeinträchtigen, insbesondere bei hochfesten Stählen.
4.4. Werkzeugverschleiß
- Der hohe Druck, der beim Umformen von tiefziehfähigem Stahl erforderlich ist, kann zu einem erhöhten Verschleiß der Werkzeuge führen. Bei verzinktem Stahl kann die Zinkschicht abrasiv wirken und den Verschleiß weiter erhöhen.
4.5. Temperaturabhängige Umformbarkeit
- Die Umformbarkeit von tiefziehfähigem Stahl ist temperaturabhängig. Bei niedrigen Temperaturen kann die Umformbarkeit eingeschränkt sein, während bei hohen Temperaturen das Risiko der Kaltverfestigung steigt.
5. Optimierung des Tiefziehprozesses für Stahl
Um die Herausforderungen beim Tiefziehen von Stahl zu bewältigen, gibt es verschiedene Strategien zur Prozessoptimierung:
5.1. Einsatz geeigneter Schmierstoffe
- Schmierstoffe reduzieren die Reibung zwischen Werkzeug und Material und verringern die Gefahr von Oberflächenfehlern und Werkzeugverschleiß. Es sollten Schmiermittel gewählt werden, die speziell für tiefziehfähigen Stahl geeignet sind.
5.2. Anpassung der Werkzeuggeometrie
- Die Werkzeuge sollten abgerundete Kanten und eine geeignete Form haben, um die Belastung auf das Material gleichmäßig zu verteilen. Dadurch lassen sich Spannungsrisse und Faltenbildung vermeiden.
5.3. Wärmebehandlung des Materials
- Eine Wärmebehandlung vor dem Tiefziehen kann die Duktilität des Stahls erhöhen und die Gefahr von Rissen verringern. Alternativ kann der Prozess bei leicht erhöhter Temperatur durchgeführt werden, um die Umformbarkeit zu verbessern.
5.4. Optimierung der Niederhalterkraft
- Die Niederhalterkraft muss sorgfältig eingestellt werden, um Faltenbildung zu verhindern, ohne das Material zu stark zu beanspruchen. Eine adaptive Steuerung der Niederhalterkraft kann helfen, die Prozessstabilität zu erhöhen.
5.5. Verwendung beschichteter Werkzeuge
- Beschichtungen wie Titan-Nitrid oder Diamantähnliche Kohlenstoffschichten (DLC) können den Werkzeugverschleiß reduzieren und die Standzeit der Werkzeuge erhöhen. Dies ist besonders bei verzinktem Stahl von Vorteil, da die Zinkschicht abrasiv wirkt.
6. Technologische Entwicklungen und Innovationen
Die Tiefziehtechnologie für Stahl entwickelt sich stetig weiter, um den Anforderungen moderner Produktionsverfahren gerecht zu werden. Zu den aktuellen technologischen Trends und Innovationen gehören:
6.1. Digital gesteuerte Tiefziehpressen
- Moderne Tiefziehpressen sind mit digitalen Steuerungen ausgestattet, die es ermöglichen, Prozessparameter in Echtzeit anzupassen. Dies verbessert die Genauigkeit und ermöglicht die Optimierung des Umformprozesses.
6.2. Simulation und Prozesssimulation
- Computerbasierte Simulationen des Tiefziehprozesses helfen, potenzielle Probleme frühzeitig zu erkennen und die Werkzeuggeometrie sowie die Umformparameter zu optimieren. Dies reduziert die Anzahl der Testläufe und spart Zeit und Kosten.
6.3. Einsatz von Hightech-Werkzeugbeschichtungen
- Neue Beschichtungen für Werkzeuge, wie nanostrukturierte Schichten, verbessern die Verschleißfestigkeit und reduzieren die Reibung. Dadurch lassen sich höhere Umformgrade erreichen.
6.4. Warmtiefziehen
- Das Warmtiefziehen wird verstärkt eingesetzt, um die Umformbarkeit hochfester Stähle zu verbessern. Bei diesem Verfahren wird das Material vor dem Umformen erwärmt, um seine Duktilität zu erhöhen.
7. Zukunftsaussichten für tiefziehfähigen Stahl
Tiefziehfähiger Stahl wird auch in Zukunft eine zentrale Rolle in der industriellen Fertigung spielen. Neue Stahlsorten mit optimierten Eigenschaften, wie ultrahochfeste Stähle und Verbundwerkstoffe, werden entwickelt, um den Anforderungen an Festigkeit, Leichtbau und Korrosionsbeständigkeit gerecht zu werden. Fortschritte in der Digitalisierung und Automatisierung ermöglichen eine weitere Optimierung der Umformprozesse und erhöhen die Effizienz und Qualität der Produktion.
Zusammenfassung
Tiefziehfähiger Stahl ist aufgrund seiner guten Umformbarkeit, wirtschaftlichen Vorteile und vielseitigen Anwendungsmöglichkeiten ein bevorzugtes Material in der industriellen Fertigung. Trotz der Herausforderungen wie Rissbildung, Faltenbildung und Werkzeugverschleiß gibt es zahlreiche Strategien, um den Tiefziehprozess zu optimieren und die Qualität der gefertigten Bauteile zu verbessern. Technologische Innovationen und kontinuierliche Weiterentwicklung der Materialeigenschaften tragen dazu bei, dass tiefziehfähiger Stahl auch in Zukunft eine wichtige Rolle in der Produktion spielen wird.
Das Tiefziehen von Stahl ist ein zentraler Prozess in der Umformtechnik, bei dem flache Blechplatinen durch plastische Verformung in hohle, meist zylindrische oder komplexere Formen umgewandelt werden. Dieser Prozess wird in zahlreichen Industrien genutzt, darunter die Automobilindustrie, der Maschinenbau, die Bauindustrie und die Verpackungsindustrie. Stahl ist aufgrund seiner breiten Verfügbarkeit, guten Umformbarkeit und relativ geringen Kosten ein bevorzugtes Material für den Tiefziehprozess. In diesem Text werden die Grundlagen, Materialeigenschaften, Arten von Stählen, typische Anwendungen, Herausforderungen und Optimierungsstrategien beim Tiefziehen von Stahl detailliert beschrieben.
1. Grundlagen des Tiefziehens

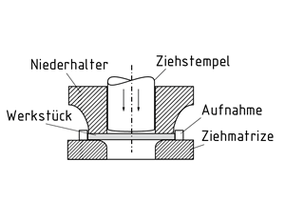
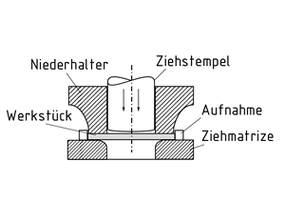
Beim Tiefziehen wird eine flache Blechplatine in eine hohle Form umgewandelt, indem sie in eine Matrize gedrückt wird, während ein Stempel auf das Blech wirkt. Die Randbereiche der Platine werden durch einen Niederhalter fixiert, um Faltenbildung zu vermeiden. Während des Prozesses verformt sich das Material plastisch, sodass es die Form der Matrize annimmt. Entscheidend für die Qualität des Tiefziehprozesses ist die genaue Steuerung der Umformparameter, wie die Umformkraft, die Niederhalterkraft und die Schmierung.
2. Eigenschaften von Stahl für den Tiefziehprozess
Stahl ist ein vielseitiger Werkstoff, der für eine Vielzahl von Anwendungen genutzt wird. Die Eignung für das Tiefziehen hängt von mehreren Materialeigenschaften ab:
2.1. Duktilität
Duktilität beschreibt die Fähigkeit eines Materials, sich plastisch zu verformen, ohne zu brechen. Stähle mit hoher Duktilität sind besser für Tiefziehprozesse geeignet, da sie größere Dehnungen ertragen können. Weiche Stähle wie Tiefziehblech (z. B. DC01) haben eine höhere Duktilität als hochfeste Stähle.
2.2. Streckgrenze und Zugfestigkeit
Die Streckgrenze ist die Spannung, bei der ein Material zu fließen beginnt, während die Zugfestigkeit die maximale Spannung ist, die das Material aushalten kann. Tiefziehstähle weisen eine niedrige Streckgrenze auf, um den Beginn der plastischen Verformung zu erleichtern. Stähle mit niedrigerer Zugfestigkeit sind tendenziell besser umformbar.
2.3. Kaltverfestigung
Kaltverfestigung ist die Zunahme der Festigkeit eines Materials während der plastischen Verformung. Sie kann die Umformbarkeit von Stahl einschränken, indem sie die erforderliche Umformkraft erhöht. Hochfeste Stähle neigen stärker zur Kaltverfestigung als weichere Stähle.
2.4. Rückfederung
Nach der plastischen Verformung kehrt der Stahl aufgrund seiner elastischen Eigenschaften teilweise in seine ursprüngliche Form zurück. Dieses Phänomen wird als Rückfederung bezeichnet und kann die Maßhaltigkeit des geformten Teils beeinträchtigen, insbesondere bei hochfesten Stählen.
2.5. Oberflächenbeschaffenheit
Eine glatte, saubere Oberfläche des Stahls ist wichtig, um die Reibung während des Umformprozesses zu minimieren. Verzinkte Stähle, die eine Schutzschicht gegen Korrosion haben, erfordern spezielle Schmierstoffe, um die Reibung zu reduzieren und die Zinkschicht nicht zu beschädigen.
3. Arten von Stählen für das Tiefziehen
Verschiedene Stahlsorten eignen sich für den Tiefziehprozess, abhängig von den Anforderungen der jeweiligen Anwendung:
3.1. Tiefziehfähige Stähle (DC-Stähle)
Diese Stahlsorten (z. B. DC01, DC04, DC06) sind speziell für das Tiefziehen optimiert und zeichnen sich durch ihre hohe Duktilität und niedrige Streckgrenze aus. Sie eignen sich für einfache bis komplexe Umformungen.
- DC01: Standardqualität für allgemeine Umformprozesse mit begrenzter Umformtiefe.
- DC04: Geeignet für anspruchsvollere Umformprozesse, bietet eine bessere Umformbarkeit als DC01.
- DC06: Extra tiefziehfähig, ideal für komplexe Formen und große Umformgrade.
3.2. Hochfeste Tiefziehstähle
Für Anwendungen, bei denen hohe Festigkeit gefordert ist, gibt es hochfeste Tiefziehstähle, die sowohl gute Umformeigenschaften als auch eine höhere Zugfestigkeit bieten. Diese Stähle werden häufig in der Automobilindustrie für sicherheitsrelevante Bauteile verwendet.
3.3. Verzinkte Tiefziehstähle
Verzinkte Stähle sind mit einer Schutzschicht überzogen, die Korrosion verhindert. Sie sind besonders geeignet für Anwendungen, bei denen ein langfristiger Korrosionsschutz erforderlich ist, wie in der Bauindustrie oder der Automobilfertigung.
3.4. Doppelphasen- und Mehrphasenstähle
Diese hochfesten Stähle kombinieren eine hohe Festigkeit mit guter Umformbarkeit. Sie bestehen aus einer Mikrostruktur aus mehreren Phasen (z. B. Martensit, Ferrit), die ihre mechanischen Eigenschaften verbessern. Sie werden häufig in der Automobilindustrie eingesetzt, um das Gewicht von Fahrzeugen zu reduzieren und gleichzeitig die Sicherheitsanforderungen zu erfüllen.
4. Typische Anwendungen des Tiefziehens von Stahl
Tiefziehen wird in einer Vielzahl von Industrien eingesetzt, um unterschiedliche Produkte herzustellen:
4.1. Automobilindustrie
Die Automobilindustrie ist einer der größten Anwender des Tiefziehprozesses. Typische Anwendungen umfassen:
- Karosserieteile: Motorhauben, Türen, Kotflügel und andere äußere Karosserieteile werden aus tiefziehfähigem Stahl hergestellt, um eine hohe Maßhaltigkeit und Oberflächenqualität zu erreichen.
- Strukturbauteile: Versteifungen und Träger werden aus hochfesten Tiefziehstählen gefertigt, um die Sicherheit der Fahrzeugstruktur zu gewährleisten.
- Innenteile: Komplex geformte Komponenten im Fahrzeuginnenraum, wie Verkleidungen, Armaturenbrettkomponenten und Sitzrahmen.
4.2. Verpackungsindustrie
Tiefgezogener Stahl wird zur Herstellung von Metallverpackungen wie Dosen, Tuben und Bechern verwendet. Verzinkter Stahl bietet zusätzlichen Korrosionsschutz und verlängert die Lebensdauer der Verpackung.
4.3. Haushaltsgeräte
In der Haushaltsgeräteindustrie wird Tiefziehen zur Herstellung von Gehäusen, Trommeln und Bauteilen für Waschmaschinen, Kühlschränke und Backöfen verwendet. Diese Teile müssen hohen mechanischen Anforderungen standhalten und eine gute Oberflächenqualität aufweisen.
4.4. Bauindustrie
In der Bauindustrie wird tiefgezogener Stahl für Dach- und Fassadenelemente sowie für Träger und Verstärkungen eingesetzt. Verzinkte Stähle sind aufgrund ihres Korrosionsschutzes besonders beliebt.
5. Herausforderungen beim Tiefziehen von Stahl
Trotz seiner Eignung für den Tiefziehprozess gibt es einige Herausforderungen, die beim Umformen von Stahl zu bewältigen sind:
5.1. Rissbildung
Rissbildung kann auftreten, wenn das Material zu stark gedehnt wird oder die Spannungen im Blech zu hoch sind. Besonders bei hochfesten Stählen besteht ein erhöhtes Risiko für Rissbildung. Risse entstehen häufig an Stellen, wo das Material lokal zu stark beansprucht wird, oder an Kanten und Ecken.
5.2. Faltenbildung
Faltenbildung tritt auf, wenn der Rand der Blechplatine während des Umformprozesses nicht ausreichend gestützt wird. Die Gefahr von Faltenbildung steigt bei tiefen Umformungen oder großen Blechflächen.
5.3. Rückfederung
Das Phänomen der Rückfederung kann zu Maßabweichungen führen, insbesondere bei hochfesten Stählen, bei denen die elastische Verformung ausgeprägter ist. Die Rückfederung muss bei der Gestaltung der Werkzeuge berücksichtigt werden.
5.4. Werkzeugverschleiß
Der hohe Druck, der beim Umformen von Stahl erforderlich ist, kann den Werkzeugverschleiß beschleunigen. Dies ist besonders problematisch bei der Verarbeitung von verzinktem Stahl, da die Zinkschicht abrasiv wirken kann.
5.5. Materialdünnung
Während des Tiefziehens kann es zu einer ungleichmäßigen Materialdickenreduktion kommen. Dies tritt auf, wenn das Material in bestimmten Bereichen stärker gedehnt wird als in anderen, was die Festigkeit und Stabilität des Endprodukts beeinträchtigen kann.
6. Optimierung des Tiefziehprozesses für Stahl
Es gibt verschiedene Möglichkeiten, den Tiefziehprozess zu optimieren und die oben genannten Herausforderungen zu bewältigen:
6.1. Anpassung der Werkzeuggeometrie
Die Geometrie der Werkzeuge spielt eine entscheidende Rolle für die Umformqualität. Abgerundete Kanten und eine optimierte Form der Matrize können helfen, Spannungsrisse zu vermeiden und den Materialfluss zu verbessern.
6.2. Verwendung geeigneter Schmierstoffe
Schmierstoffe reduzieren die Reibung zwischen dem Blech und den Werkzeugen, was die Gefahr von Oberflächenfehlern und Rissbildung minimiert. Besonders bei verzinktem Stahl ist eine passende Schmierung wichtig, um die Zinkschicht zu schonen.
6.3. Optimierung der Niederhalterkraft
Die Niederhalterkraft muss so eingestellt werden, dass das Blech ausreichend fixiert ist, um Faltenbildung zu verhindern, jedoch nicht zu stark belastet wird, um Risse zu vermeiden. Eine adaptive Steuerung der Niederhalterkraft kann hier hilfreich sein.
6.4. Wärmebehandlung des Stahls
Eine Wärmebehandlung vor dem Tiefziehen kann die Duktilität des Stahls erhöhen und die Gefahr von Rissen verringern. Alternativ kann der Prozess bei leicht erhöhter Temperatur durchgeführt werden, um die Umformbarkeit zu verbessern.
6.5. Kompensation der Rückfederung
Um die Rückfederung auszugleichen, sollte die Werkzeuggeometrie leicht angepasst werden, sodass die Rückfederung berücksichtigt wird. Auch der Einsatz spezieller Formhaltetechniken kann helfen, die Maßhaltigkeit zu verbessern.
6.6. Einsatz von Hightech-Werkzeugbeschichtungen
Werkzeuge können mit speziellen Beschichtungen versehen werden, um den Verschleiß zu reduzieren und die Reibung zu minimieren. Beschichtungen wie Titan-Nitrid oder Diamantähnliche Kohlenstoffschichten (DLC) erhöhen die Standzeit der Werkzeuge.
7. Technologische Entwicklungen im Tiefziehprozess
Die Tiefziehtechnologie für Stahl entwickelt sich stetig weiter, um den Anforderungen moderner Produktionsverfahren gerecht zu werden:
7.1. Simulation und Prozessoptimierung
Computerbasierte Simulationen des Tiefziehprozesses ermöglichen es, potenzielle Probleme frühzeitig zu erkennen und den Umformprozess zu optimieren. Dadurch können Testläufe reduziert und Kosten gesenkt werden.
7.2. Warmtiefziehen
Beim Warmtiefziehen wird das Material vor dem Umformen auf eine höhere Temperatur erhitzt, um seine Duktilität zu erhöhen und die Kaltverfestigung zu minimieren. Dieses Verfahren ist besonders bei hochfesten Stählen und schwer umformbaren Materialien sinnvoll.
7.3. Automatisierung und digitale Steuerung
Moderne Tiefziehpressen sind mit digitaler Steuerungstechnik ausgestattet, die eine genaue Anpassung der Umformparameter ermöglicht. Dadurch wird eine gleichbleibende Qualität und höhere Effizienz in der Serienproduktion erzielt.
8. Nachhaltigkeit und Recycling von Stahl im Tiefziehprozess
Stahl ist ein zu 100 % recycelbares Material, was ihn zu einer nachhaltigen Wahl für die Fertigung macht. Der Einsatz von recyceltem Stahl reduziert den Energieverbrauch und den CO₂-Ausstoß in der Produktion. Effiziente Prozessoptimierungen, die den Materialeinsatz und den Energieverbrauch während des Tiefziehens minimieren, tragen zusätzlich zur Nachhaltigkeit bei.
Zusammenfassung
Das Tiefziehen von Stahl ist ein essenzieller Prozess in der industriellen Fertigung und wird zur Herstellung einer Vielzahl von Produkten in verschiedenen Industrien eingesetzt. Die Wahl des geeigneten Stahls, die Anpassung der Prozessparameter und der Einsatz moderner Technologien ermöglichen es, die Herausforderungen des Tiefziehens zu bewältigen und qualitativ hochwertige Produkte zu fertigen. Durch kontinuierliche Forschung und technologische Fortschritte wird der Tiefziehprozess auch in Zukunft weiter optimiert werden können, um den steigenden Anforderungen an Materialeigenschaften, Leichtbau und Nachhaltigkeit gerecht zu werden.
Das Tiefziehen von Stahl ist ein grundlegendes Umformverfahren, das in vielen Industrien Anwendung findet, um flache Blechplatinen in hohle, zylindrische oder komplexe Formen umzuwandeln. Dabei wird das Material durch plastische Verformung in eine Matrize gedrückt, wodurch es die gewünschte Form annimmt. Stahl ist aufgrund seiner vielseitigen Eigenschaften und relativ geringen Kosten eines der am häufigsten verwendeten Materialien für diesen Prozess. In diesem umfassenden Text werden die Grundlagen des Tiefziehens von Stahl, die Materialeigenschaften, geeignete Stahlsorten, typische Anwendungen, Herausforderungen und Optimierungsmöglichkeiten ausführlich behandelt.
1. Grundlagen des Tiefziehens

Das Tiefziehen ist ein Verfahren zur Umformung von Metallblechen, bei dem flaches Material durch einen Stempel in eine Matrize gedrückt wird. Der Prozess beginnt mit einer flachen Blechplatine, die in eine Form gepresst wird, während die Randbereiche durch einen Niederhalter fixiert werden, um Faltenbildung zu verhindern. Die plastische Verformung des Stahls ermöglicht es, dass das Material die Form der Matrize annimmt. Der Prozess wird üblicherweise in mehreren Zügen durchgeführt, um die Materialdehnung zu kontrollieren und Risse oder Faltenbildung zu vermeiden.
1.1. Ablauf des Tiefziehprozesses
- Vorbereitung der Blechplatine: Eine flache Blechplatine wird auf die Matrize gelegt und der Niederhalter fixiert den Rand des Materials.
- Einpressen des Stempels: Der Stempel drückt das Blech in die Matrize, wodurch eine plastische Verformung entsteht und das Material die gewünschte Form annimmt.
- Entformung: Nach dem Tiefziehen wird der Stempel zurückgezogen und das geformte Werkstück aus der Matrize entnommen.
- Nachbearbeitung: In vielen Fällen sind zusätzliche Bearbeitungsschritte wie Beschnitt, Entgraten oder Wärmebehandlung erforderlich, um die endgültige Form und Qualität des Bauteils sicherzustellen.
1.2. Wichtige Parameter im Tiefziehprozess
Die wichtigsten Parameter, die den Tiefziehprozess beeinflussen, sind:
- Ziehverhältnis: Das Verhältnis zwischen dem Durchmesser der Blechplatine und dem Durchmesser des Stempels. Ein zu hohes Ziehverhältnis kann zu Materialversagen führen.
- Niederhalterkraft: Die Kraft, mit der der Niederhalter auf die Blechplatine drückt, um Faltenbildung zu verhindern.
- Umformgeschwindigkeit: Die Geschwindigkeit, mit der der Stempel auf das Blech einwirkt. Eine zu hohe Umformgeschwindigkeit kann zu Rissen führen.
- Schmierung: Die Verwendung geeigneter Schmierstoffe reduziert die Reibung zwischen Material und Werkzeug, was die Qualität des Endprodukts verbessert.
2. Eigenschaften von Stahl für das Tiefziehen
Die Eigenschaften des Stahls beeinflussen maßgeblich den Erfolg des Tiefziehprozesses. Wichtige Eigenschaften, die für das Tiefziehen relevant sind, umfassen:
2.1. Duktilität
Duktilität beschreibt die Fähigkeit des Materials, sich plastisch zu verformen, ohne zu brechen. Stahl mit hoher Duktilität ist besser für Tiefziehprozesse geeignet, da er sich stärker dehnen lässt, bevor Risse auftreten.
2.2. Streckgrenze und Zugfestigkeit
Die Streckgrenze ist die Spannung, bei der ein Material dauerhaft plastisch verformt wird. Tiefziehfähiger Stahl hat eine niedrige Streckgrenze, die es ermöglicht, die plastische Verformung frühzeitig einzuleiten. Die Zugfestigkeit ist die maximale Spannung, die das Material aushalten kann, bevor es bricht. Stahl mit einer niedrigeren Zugfestigkeit ist in der Regel besser umformbar.
2.3. Kaltverfestigung
Kaltverfestigung tritt auf, wenn Stahl während der plastischen Verformung härter wird. Dies kann die Umformbarkeit einschränken, da mehr Kraft benötigt wird, um das Material weiter zu verformen.
2.4. Rückfederung
Rückfederung ist die elastische Verformung des Materials, die nach dem Umformen auftritt. Dies führt dazu, dass das Material teilweise in seine ursprüngliche Form zurückkehrt. Bei hochfestem Stahl ist die Rückfederung stärker ausgeprägt, was bei der Gestaltung der Werkzeuge berücksichtigt werden muss.
2.5. Oberflächenqualität
Eine gute Oberflächenqualität des Stahls reduziert die Reibung während des Tiefziehens und minimiert Oberflächenschäden. Verzinkter Stahl, der mit einer Schutzschicht versehen ist, erfordert spezielle Schmierstoffe, um die Zinkbeschichtung zu schonen.
3. Geeignete Stahlsorten für das Tiefziehen
Nicht jeder Stahl eignet sich gleichermaßen für das Tiefziehen. Die Wahl des geeigneten Stahls hängt von den Anforderungen des Endprodukts, den Umformbedingungen und den Materialeigenschaften ab.
3.1. Tiefziehfähiger Stahl (DC-Stähle)
Die am häufigsten verwendeten tiefziehfähigen Stähle sind nach der Norm EN 10130 klassifiziert und umfassen die Typen DC01 bis DC06.
- DC01: Allgemeiner tiefziehfähiger Stahl mit begrenzter Umformtiefe, geeignet für weniger anspruchsvolle Anwendungen.
- DC04: Hochwertiger Stahl für anspruchsvollere Umformprozesse, bietet bessere Umformbarkeit als DC01.
- DC06: Extra tiefziehfähiger Stahl, der für komplexe Formen und tiefe Umformungen verwendet wird.
3.2. Verzinkter Tiefziehstahl (DX-Stähle)
Verzinkte Stähle haben eine schützende Zinkschicht, die Korrosion verhindert. Sie sind in den Qualitäten DX51D bis DX56D erhältlich, die für verschiedene Tiefziehprozesse ausgelegt sind.
3.3. Hochfester Tiefziehstahl
Hochfester Stahl kombiniert eine hohe Zugfestigkeit mit guten Umformeigenschaften und wird in der Automobilindustrie für Strukturteile eingesetzt, die sowohl Festigkeit als auch Umformbarkeit erfordern.
3.4. Doppelphasen- und Mehrphasenstähle
Doppelphasenstähle bestehen aus einer Mischung aus weichem Ferrit und hartem Martensit, was eine gute Kombination aus Umformbarkeit und Festigkeit bietet. Mehrphasenstähle wie TRIP- oder TWIP-Stähle nutzen spezielle Effekte im Gefüge, um ihre Umformeigenschaften zu verbessern.
4. Typische Anwendungen des Tiefziehens von Stahl
Tiefziehen von Stahl wird in zahlreichen Industrien zur Herstellung unterschiedlichster Produkte genutzt. Zu den typischen Anwendungen gehören:
4.1. Automobilindustrie
Die Automobilindustrie ist einer der größten Anwender von tiefgezogenen Stahlteilen. Häufige Anwendungen umfassen:
- Karosserieteile: Motorhauben, Türen, Dach- und Kofferraumdeckel werden durch Tiefziehen geformt, um die notwendige Maßhaltigkeit und Oberflächenqualität zu gewährleisten.
- Sicherheitsrelevante Bauteile: Strukturkomponenten wie Verstärkungsbleche und Träger bieten durch den Einsatz hochfester Tiefziehstähle sowohl Umformbarkeit als auch Festigkeit.
- Innenteile und Verkleidungen: Im Fahrzeuginnenraum kommen komplex geformte Stahlteile zum Einsatz, die durch Tiefziehen hergestellt werden.
4.2. Verpackungsindustrie
In der Verpackungsindustrie wird Tiefziehen von Stahl zur Herstellung von Dosen, Bechern und anderen Metallverpackungen verwendet. Verzinkter Stahl wird bevorzugt, um die Korrosionsbeständigkeit zu verbessern.
4.3. Haushaltsgeräte
In der Produktion von Haushaltsgeräten wird tiefgezogener Stahl für Gehäuse, Trommeln und andere Bauteile genutzt, die eine hohe Maßhaltigkeit erfordern. Typische Anwendungen sind:
- Waschmaschinen: Trommeln und Gehäuse.
- Backöfen und Mikrowellen: Innenwände und Außengehäuse.
- Kühlschränke: Türinnenseiten und Verkleidungen.
4.4. Bauindustrie
Tiefziehfähiger Stahl wird in der Bauindustrie für Fassadenverkleidungen, Dachpaneele und Träger verwendet, da er eine hohe Festigkeit und Korrosionsbeständigkeit bietet.
5. Herausforderungen beim Tiefziehen von Stahl
Trotz seiner guten Umformbarkeit bringt das Tiefziehen von Stahl einige Herausforderungen mit sich, die es zu bewältigen gilt:
5.1. Rissbildung
Bei hohen Umformgraden besteht das Risiko, dass das Material reißt, insbesondere bei hochfesten Stählen oder ungeeigneten Werkzeuggeometrien.
5.2. Faltenbildung
Faltenbildung tritt auf, wenn der Rand der Blechplatine während des Umformprozesses nicht ausreichend fixiert wird. Dies ist besonders bei tiefen Umformungen oder dünnen Blechen ein Problem.
5.3. Rückfederung
Die Rückfederung kann bei hochfesten Stählen ausgeprägter sein, was zu Maßabweichungen führt. Sie muss bei der Werkzeugauslegung berücksichtigt werden.
5.4. Werkzeugverschleiß
Der Umformprozess erfordert hohe Drücke, die den Verschleiß der Werkzeuge beschleunigen können, insbesondere bei der Bearbeitung von verzinktem Stahl.
5.5. Materialdünnung
Während des Tiefziehens kann es zu einer ungleichmäßigen Reduktion der Materialdicke kommen, was die Festigkeit und Stabilität des Endprodukts beeinträchtigen kann.
6. Optimierungsstrategien für das Tiefziehen von Stahl
Um die Herausforderungen beim Tiefziehen von Stahl zu bewältigen, gibt es verschiedene Maßnahmen, die zur Prozessoptimierung beitragen können:
6.1. Anpassung der Werkzeuggeometrie
Eine geeignete Werkzeuggeometrie hilft, Spannungen zu verteilen und Materialrisse zu vermeiden. Abgerundete Kanten und optimierte Matrizenformen können die Qualität des Tiefziehprozesses verbessern.
6.2. Steuerung der Niederhalterkraft
Die Niederhalterkraft muss so eingestellt werden, dass die Blechplatine festgehalten wird, um Faltenbildung zu vermeiden, ohne das Material zu überlasten. Eine adaptive Steuerung kann die Umformbarkeit verbessern.
6.3. Verwendung geeigneter Schmierstoffe
Schmierstoffe reduzieren die Reibung und minimieren das Risiko von Oberflächenfehlern und Werkzeugverschleiß. Besonders bei verzinktem Stahl sollten Schmiermittel verwendet werden, die die Zinkschicht nicht angreifen.
6.4. Wärmebehandlung
Eine Wärmebehandlung vor dem Tiefziehen kann die Duktilität des Stahls erhöhen, wodurch die Gefahr von Rissen verringert wird. Alternativ kann der Tiefziehprozess bei leicht erhöhter Temperatur durchgeführt werden.
6.5. Simulation des Tiefziehprozesses
Die Anwendung von Computersimulationen ermöglicht eine präzise Vorhersage des Materialverhaltens während des Umformens. Dies hilft, potenzielle Probleme zu erkennen und die Werkzeuggeometrie sowie die Prozessparameter zu optimieren.
6.6. Einsatz von Hightech-Werkzeugbeschichtungen
Werkzeuge mit speziellen Beschichtungen, wie z. B. Titan-Nitrid, verringern den Werkzeugverschleiß und verbessern die Gleiteigenschaften. Dies ist besonders bei hochfesten und verzinkten Stählen von Vorteil.
7. Neue Technologien und Entwicklungen im Tiefziehprozess
Die Weiterentwicklung der Tiefziehtechnologie zielt darauf ab, die Effizienz, Qualität und Nachhaltigkeit des Prozesses zu verbessern. Dazu gehören:
7.1. Warmtiefziehen
Das Warmtiefziehen ist eine Methode, bei der der Stahl vor dem Umformen auf eine höhere Temperatur erhitzt wird, um seine Umformbarkeit zu erhöhen und die Kaltverfestigung zu reduzieren.
7.2. Servotechnik in Tiefziehpressen
Servogesteuerte Tiefziehpressen ermöglichen eine präzise Steuerung der Bewegungsabläufe und der Umformkräfte. Dies erhöht die Prozessstabilität und ermöglicht komplexe Umformungen.
7.3. Einsatz von Laserunterstützung
Laserunterstützung beim Tiefziehen kann die lokale Erwärmung des Stahls ermöglichen, wodurch die Umformbarkeit gezielt verbessert wird, ohne den gesamten Werkstoff zu erhitzen.
7.4. Digitalisierung und Industrie 4.0
Durch den Einsatz digitaler Prozessüberwachung und Vernetzung von Maschinen wird eine Echtzeit-Überwachung und -Anpassung der Umformparameter möglich, was die Qualität und Effizienz des Tiefziehprozesses steigert.
8. Nachhaltigkeit im Tiefziehprozess
Stahl ist ein vollständig recycelbares Material, was ihn zu einer nachhaltigen Wahl für viele Fertigungsanwendungen macht. Nachhaltige Ansätze im Tiefziehprozess umfassen:
8.1. Reduzierung des Materialverbrauchs
Durch den Einsatz optimierter Fertigungstechniken kann der Materialverbrauch minimiert werden, was sowohl Kosten spart als auch Ressourcen schont.
8.2. Verwendung von recyceltem Stahl
Die Verwendung von recyceltem Stahl in der Produktion reduziert den Energieverbrauch und die CO₂-Emissionen. Stahl kann mehrmals wiederverwendet werden, ohne seine Eigenschaften zu verlieren.
8.3. Energiesparende Fertigungstechnologien
Energieeffiziente Tiefziehpressen und der Einsatz von Warmtiefziehverfahren mit reduzierter Energieaufnahme tragen zur Verbesserung der Energieeffizienz in der Fertigung bei.
Zusammenfassung
Das Tiefziehen von Stahl ist ein bewährtes Verfahren, das in vielen Industrien zur Herstellung von Produkten mit komplexen Formen eingesetzt wird. Stahl bietet aufgrund seiner guten Umformbarkeit, breiten Verfügbarkeit und niedrigen Kosten eine hervorragende Grundlage für den Tiefziehprozess. Trotz der Herausforderungen wie Rissbildung, Rückfederung und Werkzeugverschleiß gibt es zahlreiche Strategien zur Prozessoptimierung, die eine qualitativ hochwertige Fertigung ermöglichen. Zukünftige Entwicklungen, wie die Digitalisierung und der Einsatz neuer Technologien, werden den Tiefziehprozess weiter verbessern und seine Effizienz steigern.
Einführung in das Tiefziehen von Stahl
Das Tiefziehen ist ein bedeutendes Umformverfahren, das in der industriellen Fertigung weit verbreitet ist. Dabei wird eine flache Blechplatine in eine hohle Form umgewandelt, indem sie in eine Matrize gedrückt und durch plastische Verformung geformt wird. Für diesen Prozess ist Stahl aufgrund seiner ausgezeichneten mechanischen Eigenschaften und breiten Verfügbarkeit eine der bevorzugten Materialoptionen. Es gibt verschiedene Stahlsorten, die speziell für das Tiefziehen optimiert sind, um eine gute Umformbarkeit, ausreichende Festigkeit und eine hohe Oberflächenqualität zu gewährleisten.
Dieser Text bietet eine detaillierte Übersicht über die geeigneten Stahlsorten für das Tiefziehen und beschreibt ihre spezifischen Eigenschaften, Anwendungsbereiche, Vor- und Nachteile sowie Herausforderungen im Zusammenhang mit der Wahl des Materials.
1. Kriterien für die Auswahl von Stahlsorten zum Tiefziehen
Die Auswahl des geeigneten Stahls für das Tiefziehen hängt von verschiedenen Faktoren ab. Die wichtigsten Kriterien sind:
1.1. Umformbarkeit
Die Umformbarkeit ist entscheidend für den Tiefziehprozess, da das Material einer hohen plastischen Verformung unterworfen wird. Stahl, der für das Tiefziehen geeignet ist, sollte eine hohe Duktilität aufweisen, um eine gleichmäßige Verformung ohne Rissbildung zu ermöglichen. Eine niedrige Streckgrenze und hohe Dehnungsfähigkeit sind ebenfalls wünschenswert, da sie die plastische Verformung erleichtern.
1.2. Festigkeit
Während die Umformbarkeit für den Tiefziehprozess wichtig ist, müssen die Endprodukte auch eine ausreichende Festigkeit aufweisen, um mechanischen Belastungen standzuhalten. Dies ist besonders relevant für Anwendungen, bei denen die Sicherheit und Stabilität eine Rolle spielen, wie in der Automobilindustrie. Einige Stahlsorten kombinieren eine gute Umformbarkeit mit hoher Festigkeit, um diesen Anforderungen gerecht zu werden.
1.3. Korrosionsbeständigkeit
In bestimmten Anwendungen, wie in der Bau- oder Automobilindustrie, ist eine hohe Korrosionsbeständigkeit erforderlich. Verzinkte Stähle oder rostfreie Edelstähle sind in solchen Fällen besser geeignet, da sie einen besseren Schutz gegen Korrosion bieten.
1.4. Oberflächenqualität
Für Anwendungen, bei denen die Oberfläche des Endprodukts sichtbar oder funktional wichtig ist, muss der Stahl eine gute Oberflächenqualität aufweisen. Dies ist besonders relevant bei der Herstellung von sichtbaren Karosserieteilen in der Automobilindustrie.
1.5. Wirtschaftlichkeit
Die Kosten spielen ebenfalls eine wichtige Rolle bei der Auswahl des Materials. Stahl ist aufgrund seiner breiten Verfügbarkeit und relativ niedrigen Kosten eine wirtschaftliche Wahl, insbesondere im Vergleich zu anderen Materialien wie Aluminium oder Titan.
2. Geeignete Stahlsorten für das Tiefziehen
Es gibt verschiedene Arten von Stählen, die sich für das Tiefziehen eignen. Die Wahl des richtigen Stahls hängt von den spezifischen Anforderungen des Produkts und den Umformbedingungen ab.
2.1. Tiefziehfähiger Stahl (DC-Stähle)
Tiefziehfähige Stähle sind die am häufigsten verwendeten Stahlsorten für das Tiefziehen. Sie sind speziell für eine hohe Umformbarkeit optimiert und zeichnen sich durch eine niedrige Streckgrenze und hohe Duktilität aus. Nach der europäischen Norm EN 10130 werden diese Stähle in verschiedene Qualitäten unterteilt, die von DC01 bis DC06 reichen:
- DC01: Dieser Standardstahl eignet sich für allgemeine Umformprozesse, die keine sehr hohen Umformgrade erfordern. Er hat eine gute Oberflächenqualität, eignet sich jedoch eher für weniger anspruchsvolle Tiefziehprozesse.
- DC03: Bietet eine verbesserte Umformbarkeit im Vergleich zu DC01 und ist für mittlere Umformgrade geeignet. DC03 wird häufig für komplexere Bauteile eingesetzt, bei denen eine gewisse Tiefe erforderlich ist.
- DC04: Diese Qualität hat eine höhere Umformbarkeit als DC03 und eignet sich für tiefere und komplexere Umformungen. Sie wird in der Automobil- und Haushaltsgeräteindustrie verwendet, um Bauteile mit höherer Umformtiefe herzustellen.
- DC05: Extra tiefziehfähiger Stahl mit sehr guter Umformbarkeit, der auch bei tiefen Umformungen ohne Rissbildung verarbeitet werden kann. Typische Anwendungen sind anspruchsvolle Karosserieteile.
- DC06: Extra tiefziehfähiger Stahl mit noch besseren Umformeigenschaften als DC05. Er wird für die anspruchsvollsten Tiefziehprozesse verwendet, bei denen große Umformgrade erforderlich sind, wie bei komplexen Fahrzeugkarosserieteilen.
Vorteile:
- Gute Umformbarkeit und Duktilität.
- Kostengünstige Lösung für viele industrielle Anwendungen.
- Breite Verfügbarkeit in verschiedenen Qualitäten.
Nachteile:
- Begrenzte Festigkeit im Vergleich zu hochfesten Stählen.
- Geringe Korrosionsbeständigkeit bei unbeschichtetem Material.
2.2. Hochfeste Tiefziehstähle
Für Anwendungen, bei denen eine höhere Festigkeit erforderlich ist, kommen hochfeste Tiefziehstähle zum Einsatz. Diese Stähle kombinieren eine gute Umformbarkeit mit erhöhter Zugfestigkeit, was sie besonders geeignet für sicherheitsrelevante Bauteile in der Automobilindustrie macht.
Typische Stahlsorten:
- Hochfeste mikrolegierte Stähle: Diese Stähle sind durch geringe Mengen an Legierungselementen wie Niob, Vanadium oder Titan mikrolegiert. Sie bieten eine bessere Kombination aus Festigkeit und Duktilität als unlegierte Stähle.
- Dualphasenstähle (DP-Stähle): Diese Stähle bestehen aus einer Mikrostruktur, die sowohl aus weichem Ferrit als auch aus hartem Martensit besteht. Diese Kombination ermöglicht eine hohe Zugfestigkeit bei gleichzeitig guter Umformbarkeit.
Vorteile:
- Gute Kombination aus Festigkeit und Umformbarkeit.
- Ideal für sicherheitsrelevante Anwendungen wie Strukturbauteile im Fahrzeugbau.
- Gewichtseinsparungen durch Verwendung dünnerer Bleche möglich.
Nachteile:
- Höherer Preis im Vergleich zu Standard-Tiefziehstählen.
- Erhöhte Rückfederung bei der Umformung, was die Maßhaltigkeit beeinträchtigen kann.
2.3. Verzinkter Tiefziehstahl
Verzinkte Stähle haben eine schützende Zinkschicht, die sie vor Korrosion schützt. Sie werden häufig in der Automobil- und Bauindustrie eingesetzt, wo Bauteile häufig Umwelteinflüssen ausgesetzt sind.
Typische Qualitäten:
- DX51D bis DX56D: Diese Bezeichnungen entsprechen verschiedenen Umformqualitäten von verzinktem Stahl, die von allgemeinen Umformanwendungen bis hin zu besonders tiefziehfähigen Anforderungen reichen.
Vorteile:
- Bietet zusätzlichen Korrosionsschutz.
- Breite Palette an verfügbaren Umformqualitäten.
- Geeignet für Außenanwendungen.
Nachteile:
- Erhöhte Werkzeugverschleiß durch die abrasive Wirkung der Zinkschicht.
- Besondere Schmierstoffe erforderlich, um die Reibung während des Tiefziehens zu minimieren.
2.4. Dualphasen- und Mehrphasenstähle
Dualphasenstähle (DP-Stähle) und andere Mehrphasenstähle (wie TRIP und TWIP) kombinieren unterschiedliche Gefügestrukturen, um eine hohe Festigkeit und eine gute Umformbarkeit zu bieten. Sie werden hauptsächlich in der Automobilindustrie verwendet, um Leichtbaulösungen zu realisieren und gleichzeitig die Sicherheitsanforderungen zu erfüllen.
Typische Stahlsorten:
- DP-Stähle (Dualphasen): Diese Stähle bestehen aus einer Mischung aus Ferrit und Martensit. Die weiche Ferritphase sorgt für die Umformbarkeit, während die harte Martensitphase die Festigkeit liefert.
- TRIP-Stähle (Transformation Induced Plasticity): Diese Stähle nutzen den TRIP-Effekt (Transformation induzierte Plastizität), um ihre Umformfähigkeit zu erhöhen. Sie sind für ihre hohe Dehnbarkeit bekannt.
- TWIP-Stähle (Twinning Induced Plasticity): TWIP-Stähle nutzen den Mechanismus der Zwillingsbildung während der plastischen Verformung, was zu einer außergewöhnlich hohen Duktilität und Festigkeit führt.
Vorteile:
- Hervorragende Kombination aus hoher Festigkeit und Umformbarkeit.
- Geeignet für Leichtbauanwendungen.
- Verbesserung der Crashsicherheit in der Automobilindustrie.
Nachteile:
- Höherer Preis im Vergleich zu Standard-Tiefziehstählen.
- Komplexere Umformverfahren erforderlich, um Rückfederung zu minimieren.
2.5. Rostfreie und hochlegierte Stähle
Rostfreie Stähle enthalten mindestens 10,5 % Chrom und zeichnen sich durch ihre hervorragende Korrosionsbeständigkeit aus. Sie werden für spezielle Anwendungen verwendet, bei denen ein hoher Korrosionsschutz erforderlich ist, wie in der Medizintechnik, Lebensmittelindustrie oder im Bauwesen.
Typische Stahlsorten:
- Austenitische Stähle (z. B. 1.4301): Diese Stähle haben eine hohe Korrosionsbeständigkeit und sind leicht umformbar. Sie eignen sich gut für dekorative Anwendungen oder Produkte, die in aggressiven Umgebungen eingesetzt werden.
- Ferritische Stähle: Diese sind kostengünstiger als austenitische Stähle, bieten aber ebenfalls guten Korrosionsschutz und sind umformbar.
Vorteile:
- Hervorragende Korrosionsbeständigkeit.
- Geeignet für Anwendungen mit hohen Anforderungen an die Hygiene oder chemische Beständigkeit.
- Hohe Oberflächenqualität.
Nachteile:
- Höhere Umformkräfte erforderlich im Vergleich zu kohlenstoffarmen Stählen.
- Höherer Preis im Vergleich zu unlegierten Tiefziehstählen.
3. Herausforderungen beim Tiefziehen verschiedener Stahlsorten
Die Wahl des geeigneten Stahls beeinflusst die Herausforderungen im Tiefziehprozess erheblich. Zu den typischen Herausforderungen gehören:
3.1. Rückfederung
Besonders bei hochfesten Stählen und Dualphasenstählen ist die Rückfederung ein häufiges Problem, das die Maßhaltigkeit der geformten Teile beeinträchtigen kann.
3.2. Werkzeugverschleiß
Verzinkte Stähle oder hochlegierte rostfreie Stähle können aufgrund ihrer Oberflächenbeschaffenheit oder Härte den Werkzeugverschleiß erhöhen.
3.3. Rissbildung
Bei hochfesten Stählen kann es bei zu hohen Umformgraden zur Rissbildung kommen, insbesondere wenn die Materialdicke reduziert wird oder scharfe Kanten vorhanden sind.
3.4. Faltenbildung
Dies tritt auf, wenn die Niederhalterkraft nicht ausreichend ist, um das Material während des Umformens zu fixieren, oder bei tiefen Umformungen mit dünnen Blechen.
4. Optimierungsstrategien für den Tiefziehprozess
Um die Herausforderungen im Tiefziehprozess zu bewältigen, gibt es verschiedene Optimierungsstrategien:
4.1. Anpassung der Werkzeuggeometrie
Die Werkzeuggeometrie kann so gestaltet werden, dass sie die Verteilung der Umformkräfte optimiert und Spannungsrisse sowie Faltenbildung minimiert.
4.2. Auswahl geeigneter Schmierstoffe
Die Verwendung hochwertiger Schmierstoffe reduziert die Reibung und verhindert Oberflächenfehler. Besonders bei verzinkten Stählen sollten Schmiermittel gewählt werden, die die Zinkschicht nicht angreifen.
4.3. Wärmebehandlung
Eine Wärmebehandlung vor dem Tiefziehen kann die Umformbarkeit von hochfesten oder kaltverfestigten Stählen verbessern.
4.4. Einsatz von Simulationen
Computersimulationen helfen, den Tiefziehprozess präzise zu planen und potenzielle Probleme frühzeitig zu erkennen, was die Werkzeuggeometrie und Prozessparameter verbessert.
4.5. Beschichtung der Werkzeuge
Werkzeuge mit verschleißfesten Beschichtungen wie Titan-Nitrid oder DLC (Diamantähnlicher Kohlenstoff) verringern den Werkzeugverschleiß und erhöhen die Lebensdauer.
5. Zukünftige Entwicklungen und Trends
Mit dem wachsenden Bedarf an Leichtbau und umweltfreundlichen Fertigungstechniken gewinnen neue Stahlarten, wie ultrahochfeste Stähle (UHSS), und alternative Umformverfahren wie das Warmtiefziehen an Bedeutung. Diese Entwicklungen verbessern die Umformbarkeit und bieten eine nachhaltigere Produktionsweise.
Zusammenfassung
Die Wahl der richtigen Stahlsorte für das Tiefziehen ist entscheidend für die Qualität und Wirtschaftlichkeit des Umformprozesses. Je nach Anwendung und Anforderungen gibt es verschiedene Stahlsorten, die sich durch unterschiedliche Eigenschaften auszeichnen. Die geeignete Kombination aus Umformbarkeit, Festigkeit, Korrosionsbeständigkeit und Oberflächenqualität bestimmt die optimale Wahl des Materials. Durch den Einsatz moderner Fertigungstechnologien und die kontinuierliche Weiterentwicklung neuer Stähle werden zukünftige Herausforderungen im Tiefziehen effizient bewältigt.
1. Eigenschaften von DC01

DC01 zeichnet sich durch seine besonderen mechanischen und physikalischen Eigenschaften aus, die ihn für eine Vielzahl von Anwendungen in der Industrie geeignet machen:
1.1. Chemische Zusammensetzung
DC01 ist ein kohlenstoffarmer Stahl mit einem maximalen Kohlenstoffgehalt von etwa 0,12 %. Die genaue chemische Zusammensetzung nach EN 10130 ist wie folgt:
- Kohlenstoff (C): max. 0,12 %
- Mangan (Mn): max. 0,60 %
- Phosphor (P): max. 0,045 %
- Schwefel (S): max. 0,045 %
Die niedrigen Gehalte an Kohlenstoff und anderen Legierungselementen sorgen dafür, dass der Stahl gut umformbar ist und eine geringe Kaltverfestigung aufweist.
1.2. Mechanische Eigenschaften
DC01 hat eine niedrige Streckgrenze und eine gute Duktilität, was ihn für Tiefziehprozesse geeignet macht. Die typischen mechanischen Eigenschaften sind:
- Streckgrenze (Rp0,2): 140 – 280 MPa
- Zugfestigkeit (Rm): 270 – 410 MPa
- Bruchdehnung (A80): min. 28 %
Die niedrige Streckgrenze erleichtert die plastische Verformung, während die gute Bruchdehnung dafür sorgt, dass der Stahl größere Umformgrade erreichen kann, ohne zu reißen.
1.3. Oberflächenqualität
DC01 hat eine glatte, kaltgewalzte Oberfläche, die für Anwendungen geeignet ist, bei denen eine gute Oberflächenqualität erforderlich ist. Die Oberflächenqualität lässt sich durch zusätzliche Oberflächenbehandlungen wie Beizen oder Ölen weiter verbessern.
1.4. Lieferzustände
DC01 wird in verschiedenen Lieferzuständen angeboten, die die mechanischen Eigenschaften und die Umformbarkeit beeinflussen können:
- Kaltgewalzt: Standardzustand, bei dem der Stahl nach dem Walzen keiner weiteren Wärmebehandlung unterzogen wird.
- Beizblank: Behandelt, um die Oberflächenqualität zu verbessern, insbesondere durch Entfernen von Walzzunder.
- Geölt: Eine dünne Ölschicht schützt den Stahl vor Korrosion während der Lagerung.
2. Typische Anwendungen von DC01
DC01 wird aufgrund seiner guten Umformbarkeit und Oberflächenqualität in zahlreichen Industriebereichen eingesetzt:
2.1. Automobilindustrie
In der Automobilindustrie wird DC01 für verschiedene Komponenten eingesetzt, die nicht hohen Belastungen ausgesetzt sind:
- Karosserieteile: Innenteile und nicht tragende Bauteile, die eine gute Oberflächenqualität erfordern.
- Verkleidungen: Innenraumverkleidungen oder Abdeckungen, bei denen ästhetische Aspekte eine Rolle spielen.
2.2. Haushaltsgeräte
DC01 ist auch ein beliebter Werkstoff in der Herstellung von Haushaltsgeräten:
- Gehäuse: Verwendung für Gehäuse von Waschmaschinen, Trocknern, Mikrowellen und Kühlschränken.
- Trommeln: In Waschmaschinen, da DC01 eine hohe Maßhaltigkeit bietet.
- Innenwände von Öfen: Aufgrund seiner guten Wärmeleitfähigkeit und Umformbarkeit.
2.3. Bauindustrie
In der Bauindustrie wird DC01 für verschiedene Anwendungen genutzt:
- Profilbleche und Fassadenverkleidungen: Geringere Anforderungen an die mechanische Festigkeit, aber hohe Anforderungen an die Verformbarkeit.
- Decken- und Wandverkleidungen: Nutzung aufgrund der guten Umformbarkeit und Oberflächenbeschaffenheit.
2.4. Verpackungsindustrie
DC01 wird auch zur Herstellung von Metallverpackungen und Behältern verwendet:
- Blechdosen und Deckel: Für Lebensmittel und chemische Produkte, bei denen eine gute Oberflächenqualität wichtig ist.
3. Vorteile und Nachteile von DC01
Vorteile
- Gute Umformbarkeit: Dank seiner niedrigen Streckgrenze und hohen Bruchdehnung ist DC01 gut für Umformprozesse wie das Tiefziehen geeignet.
- Günstiger Preis: DC01 ist aufgrund seiner breiten Verfügbarkeit und einfachen Herstellung kostengünstig.
- Hohe Oberflächenqualität: Die glatte, kaltgewalzte Oberfläche eignet sich gut für Anwendungen, bei denen eine ästhetische Erscheinung wichtig ist.
- Breite Verfügbarkeit: DC01 ist ein weit verbreitetes Material, das in verschiedenen Abmessungen und Oberflächenqualitäten erhältlich ist.
Nachteile
- Begrenzte Festigkeit: DC01 ist nicht für Anwendungen geeignet, die hohe mechanische Belastungen erfordern, da seine Festigkeit begrenzt ist.
- Geringe Korrosionsbeständigkeit: Da es sich um einen unlegierten Stahl handelt, ist DC01 anfällig für Korrosion, wenn er nicht entsprechend geschützt wird, beispielsweise durch Verzinkung oder Beschichtung.
- Nicht für Hochtemperaturanwendungen geeignet: Die mechanischen Eigenschaften von DC01 verschlechtern sich bei hohen Temperaturen.
4. Herausforderungen beim Tiefziehen von DC01
Obwohl DC01 gut für Umformprozesse geeignet ist, gibt es einige Herausforderungen, die bei der Verarbeitung auftreten können:
4.1. Rissbildung bei zu hohen Umformgraden
Bei sehr hohen Umformgraden besteht die Gefahr, dass das Material reißt. Es ist wichtig, die Umformparameter sorgfältig zu kontrollieren, um eine Überbeanspruchung zu vermeiden.
4.2. Faltenbildung
Faltenbildung kann auftreten, wenn der Rand der Blechplatine nicht ausreichend gestützt wird. Eine sorgfältige Einstellung der Niederhalterkraft ist notwendig, um diese Problematik zu verhindern.
4.3. Werkzeugverschleiß
Trotz der guten Umformbarkeit kann es zu einem erhöhten Werkzeugverschleiß kommen, insbesondere wenn hohe Umformkräfte erforderlich sind.
5. Maßnahmen zur Optimierung des Tiefziehprozesses mit DC01
Um die Herausforderungen beim Tiefziehen von DC01 zu bewältigen, gibt es verschiedene Maßnahmen zur Prozessoptimierung:
5.1. Anpassung der Werkzeuggeometrie
Eine optimierte Werkzeuggeometrie mit abgerundeten Kanten und geeigneten Matrizenformen kann helfen, Spannungsrisse zu vermeiden und die Umformbarkeit zu verbessern.
5.2. Verwendung von Schmierstoffen
Schmierstoffe verringern die Reibung zwischen dem Stahl und den Werkzeugen und tragen dazu bei, die Gefahr von Oberflächenschäden und Werkzeugverschleiß zu minimieren.
5.3. Steuerung der Niederhalterkraft
Die richtige Einstellung der Niederhalterkraft ist entscheidend, um Faltenbildung zu verhindern, ohne das Material zu überbeanspruchen.
5.4. Wärmebehandlung
In bestimmten Fällen kann eine Wärmebehandlung nach dem Kaltwalzen die Umformbarkeit verbessern, indem Spannungen im Material reduziert werden.
6. Vergleich mit anderen tiefziehfähigen Stählen
DC01 ist nur eine von mehreren tiefziehfähigen Stahlsorten. Im Vergleich zu anderen Qualitäten, wie DC03, DC04 oder DC06, hat DC01 eine geringere Umformfähigkeit, eignet sich jedoch gut für weniger anspruchsvolle Umformprozesse:
- DC03: Bietet eine verbesserte Umformbarkeit und eignet sich für mittlere Umformgrade.
- DC04 und DC06: Eignen sich für anspruchsvollere Umformungen, insbesondere bei größeren Umformgraden oder komplexen Geometrien.
7. Alternative Beschichtungen und Oberflächenbehandlungen für DC01
Um die Korrosionsbeständigkeit von DC01 zu erhöhen, gibt es verschiedene Beschichtungsoptionen:
7.1. Verzinkung
Eine Zinkschicht schützt den Stahl vor Korrosion und verlängert die Lebensdauer des Produkts. Verzinkter DC01 ist für Anwendungen geeignet, bei denen das Material Umwelteinflüssen ausgesetzt ist.
7.2. Lackierung
DC01 kann lackiert werden, um sowohl den Korrosionsschutz als auch die ästhetische Qualität zu verbessern. Die Lackierung ist besonders in der Automobilindustrie und bei Haushaltsgeräten weit verbreitet.
7.3. Beschichtung mit organischen Schichten
Organische Beschichtungen bieten eine zusätzliche Barriere gegen Feuchtigkeit und chemische Einflüsse.
Zusammenfassung
DC01 ist ein vielseitiger, kaltgewalzter Stahl, der aufgrund seiner guten Umformbarkeit, niedrigen Kosten und hohen Oberflächenqualität häufig für Tiefziehprozesse eingesetzt wird. Typische Anwendungsbereiche umfassen die Automobilindustrie, Haushaltsgeräte, Verpackungen und Bauprodukte. Obwohl DC01 eine gute Wahl für viele Umformprozesse ist, gibt es einige Herausforderungen, die durch geeignete Prozessoptimierungen, Werkzeuganpassungen und Schmierstrategien bewältigt werden können. Alternative Beschichtungen und Oberflächenbehandlungen erhöhen die Einsatzmöglichkeiten und die Lebensdauer des Materials.
1. Eigenschaften von DC03

DC03 zeichnet sich durch seine mechanischen und physikalischen Eigenschaften aus, die ihn zu einem vielseitigen Material für verschiedene industrielle Anwendungen machen:
1.1. Chemische Zusammensetzung
DC03 ist ein kohlenstoffarmer Stahl, dessen chemische Zusammensetzung gemäß EN 10130 folgende maximalen Gehalte aufweist:
- Kohlenstoff (C): max. 0,10 %
- Mangan (Mn): max. 0,45 %
- Phosphor (P): max. 0,035 %
- Schwefel (S): max. 0,035 %
Die niedrigen Gehalte an Kohlenstoff und Mangan tragen zur verbesserten Umformbarkeit von DC03 bei, da sie eine höhere Duktilität und geringere Kaltverfestigung ermöglichen.
1.2. Mechanische Eigenschaften
Die mechanischen Eigenschaften von DC03 machen ihn für anspruchsvollere Umformprozesse geeignet als DC01. Die typischen mechanischen Werte sind:
- Streckgrenze (Rp0,2): 140 – 240 MPa
- Zugfestigkeit (Rm): 270 – 370 MPa
- Bruchdehnung (A80): min. 34 %
Im Vergleich zu DC01 weist DC03 eine niedrigere Streckgrenze und eine höhere Bruchdehnung auf, was bedeutet, dass sich DC03 besser plastisch verformen lässt. Dies ermöglicht tiefere Umformungen und komplexere Geometrien.
1.3. Oberflächenqualität
DC03 verfügt über eine glatte, kaltgewalzte Oberfläche, die sich gut für Anwendungen eignet, bei denen eine hochwertige Oberflächenbeschaffenheit erforderlich ist. Diese kann durch zusätzliche Oberflächenbehandlungen wie Beizen oder Ölen weiter verbessert werden.
1.4. Lieferzustände
DC03 ist in verschiedenen Lieferzuständen erhältlich, die die mechanischen Eigenschaften und die Umformbarkeit beeinflussen können:
- Kaltgewalzt: Standardzustand, der direkt nach dem Kaltwalzen vorliegt.
- Beizblank: Mit einer gereinigten Oberfläche, um Verunreinigungen und Walzzunder zu entfernen.
- Geölt: Eine Ölschicht schützt die Oberfläche vor Korrosion während Lagerung und Transport.
2. Typische Anwendungen von DC03
DC03 wird aufgrund seiner guten Umformbarkeit und verbesserten mechanischen Eigenschaften in verschiedenen Industriezweigen eingesetzt:
2.1. Automobilindustrie
In der Automobilindustrie ist DC03 ein weit verbreiteter Werkstoff für die Herstellung von Komponenten, die tiefer und komplexer umgeformt werden müssen als bei DC01.
- Karosserieteile: DC03 wird für Außenhaut- und Innenteile verwendet, die anspruchsvolle Umformprozesse erfordern, wie z. B. Kotflügel, Motorhauben und Türen.
- Verkleidungen und Abdeckungen: Auch im Fahrzeuginnenraum kommt DC03 zum Einsatz, wenn eine höhere Umformtiefe gefordert ist.
2.2. Haushaltsgeräte
DC03 ist ideal für die Herstellung von Gehäusen und Teilen von Haushaltsgeräten, die komplexe Formen aufweisen:
- Waschmaschinen und Trockner: Verwendung für Trommeln und Gehäuse, die eine hohe Maßhaltigkeit und glatte Oberflächen erfordern.
- Kühlschränke und Mikrowellen: Gehäuseteile und Innenverkleidungen aus DC03 bieten eine gute Kombination aus Umformbarkeit und Stabilität.
2.3. Bauindustrie
In der Bauindustrie wird DC03 für Anwendungen verwendet, bei denen eine höhere Umformfähigkeit benötigt wird:
- Profilbleche und Fassadenverkleidungen: Diese Teile profitieren von der verbesserten Umformbarkeit im Vergleich zu Standardstählen.
- Decken- und Wandverkleidungen: Geeignet für Anwendungen, bei denen größere Umformgrade erforderlich sind.
2.4. Verpackungsindustrie
DC03 kann in der Verpackungsindustrie zur Herstellung von Metallverpackungen und Behältern eingesetzt werden, die anspruchsvolle Umformungen erfordern.
3. Vorteile und Nachteile von DC03
Vorteile
- Verbesserte Umformbarkeit: Dank der niedrigeren Streckgrenze und höheren Bruchdehnung eignet sich DC03 besser für tiefere und komplexere Umformungen im Vergleich zu DC01.
- Hohe Oberflächenqualität: Die glatte, kaltgewalzte Oberfläche ermöglicht eine hochwertige Optik und Verarbeitung, was insbesondere in der Automobil- und Haushaltsgeräteindustrie von Vorteil ist.
- Vielseitige Einsatzmöglichkeiten: DC03 ist für eine breite Palette von Anwendungen geeignet, von der Automobilindustrie über Haushaltsgeräte bis hin zur Bauindustrie.
Nachteile
- Geringere Festigkeit im Vergleich zu hochfesten Stählen: DC03 bietet zwar eine gute Umformbarkeit, hat jedoch eine geringere Festigkeit als hochfeste Tiefziehstähle, was ihn weniger geeignet für stark beanspruchte Anwendungen macht.
- Korrosionsanfälligkeit: Da es sich um einen unlegierten Stahl handelt, ist DC03 anfällig für Korrosion, wenn er nicht durch geeignete Oberflächenbehandlungen oder Beschichtungen geschützt wird.
4. Herausforderungen beim Tiefziehen von DC03
Trotz seiner guten Umformeigenschaften können beim Tiefziehen von DC03 einige Herausforderungen auftreten:
4.1. Rissbildung bei extremen Umformgraden
Bei sehr tiefen Umformungen oder scharfen Kanten besteht auch bei DC03 das Risiko von Rissbildung. Es ist wichtig, die Umformparameter zu optimieren und gegebenenfalls mehrstufige Umformprozesse zu nutzen, um das Material schrittweise in die gewünschte Form zu bringen.
4.2. Faltenbildung
Wenn der Rand der Blechplatine während des Tiefziehens nicht ausreichend fixiert wird, kann es zu Faltenbildung kommen. Um dies zu vermeiden, sollte die Niederhalterkraft sorgfältig eingestellt werden.
4.3. Rückfederung
DC03 neigt weniger zur Rückfederung als hochfeste Stähle, dennoch kann sie bei komplexen Umformungen die Maßgenauigkeit beeinträchtigen. Anpassungen der Werkzeuggeometrie können helfen, dieses Problem zu minimieren.
5. Maßnahmen zur Optimierung des Tiefziehprozesses mit DC03
Um die Herausforderungen beim Tiefziehen von DC03 zu bewältigen, gibt es verschiedene Maßnahmen zur Prozessoptimierung:
5.1. Optimierung der Werkzeuggeometrie
Die Verwendung von Werkzeugen mit abgerundeten Kanten und einer optimierten Matrizenform kann helfen, Spannungsrisse zu vermeiden und die Umformqualität zu verbessern.
5.2. Auswahl geeigneter Schmierstoffe
Die Schmierung spielt eine wichtige Rolle bei der Reduzierung von Reibung und Oberflächenschäden während des Tiefziehprozesses. Spezielle Schmierstoffe für kaltgewalzte Stähle tragen dazu bei, den Werkzeugverschleiß zu reduzieren und die Oberflächenqualität zu erhalten.
5.3. Anpassung der Umformparameter
Die Umformgeschwindigkeit und Niederhalterkraft sollten sorgfältig eingestellt werden, um eine gleichmäßige Umformung zu gewährleisten und Faltenbildung zu vermeiden.
5.4. Mehrstufiges Umformen
Bei besonders anspruchsvollen Umformungen kann es hilfreich sein, den Umformprozess in mehrere Stufen aufzuteilen, um das Material schrittweise in die gewünschte Form zu bringen.
6. Vergleich mit anderen tiefziehfähigen Stählen
Im Vergleich zu anderen tiefziehfähigen Stählen, wie DC01 oder DC04, bietet DC03 eine bessere Umformbarkeit als DC01, jedoch eine geringere Umformtiefe im Vergleich zu DC04 oder DC06.
- DC01: Geeignet für weniger anspruchsvolle Umformungen. DC03 bietet bessere Umformeigenschaften und ist für tiefere Umformungen besser geeignet.
- DC04: Bietet eine noch höhere Umformfähigkeit als DC03 und wird für sehr anspruchsvolle Umformprozesse verwendet.
- DC06: Extra tiefziehfähiger Stahl für die anspruchsvollsten Umformungen, die größere Umformgrade erfordern.
7. Möglichkeiten zur Verbesserung der Korrosionsbeständigkeit
Da DC03 anfällig für Korrosion ist, sollten geeignete Oberflächenbehandlungen verwendet werden, um die Lebensdauer des Materials zu verlängern:
7.1. Verzinkung
Eine Zinkbeschichtung schützt den Stahl vor Korrosion und ist eine gängige Methode, um die Haltbarkeit von Stahlprodukten zu erhöhen, insbesondere in der Automobil- und Bauindustrie.
7.2. Lackierung und Beschichtung
Eine Lackierung bietet sowohl Schutz vor Korrosion als auch eine ästhetische Verbesserung. Dies ist besonders in der Automobil- und Haushaltsgeräteindustrie üblich.
7.3. Kathodischer Korrosionsschutz
In bestimmten Anwendungen kann ein kathodischer Korrosionsschutz durch die Anwendung einer Schutzschicht oder durch den Einsatz von Opferanoden gewährleistet werden.
Zusammenfassung
DC03 ist ein vielseitiger und gut umformbarer Stahl, der gegenüber DC01 eine verbesserte Umformbarkeit bietet und für anspruchsvollere Tiefziehprozesse geeignet ist. Typische Anwendungen finden sich in der Automobilindustrie, der Haushaltsgerätefertigung, der Bauindustrie und der Verpackungsbranche. Trotz seiner Vorteile bringt die Verarbeitung von DC03 auch einige Herausforderungen mit sich, die durch Prozessoptimierungen und geeignete Oberflächenbehandlungen bewältigt werden können.
DC04 ist eine Qualität von kaltgewalztem, unlegiertem Stahl, die speziell für Umformprozesse wie das Tiefziehen entwickelt wurde. Er gehört zur Familie der tiefziehfähigen Stähle nach der europäischen Norm EN 10130 und bietet gegenüber anderen Qualitäten wie DC01 und DC03 eine verbesserte Umformbarkeit. DC04 ist besonders geeignet für anspruchsvollere Umformprozesse, bei denen eine hohe Duktilität und größere Umformgrade erforderlich sind.
In diesem Text werden die Eigenschaften, typischen Anwendungen, Vorteile, Herausforderungen und Maßnahmen zur Prozessoptimierung von DC04 beschrieben.
1. Eigenschaften von DC04

DC04 zeichnet sich durch spezielle mechanische und physikalische Eigenschaften aus, die ihn zu einem hervorragenden Material für das Tiefziehen machen:
1.1. Chemische Zusammensetzung
DC04 ist ein kohlenstoffarmer Stahl, dessen chemische Zusammensetzung gemäß EN 10130 folgende maximalen Gehalte aufweist:
- Kohlenstoff (C): max. 0,08 %
- Mangan (Mn): max. 0,40 %
- Phosphor (P): max. 0,030 %
- Schwefel (S): max. 0,030 %
Die niedrigen Gehalte an Kohlenstoff und Mangan verbessern die Duktilität und reduzieren die Tendenz zur Kaltverfestigung, was zu einer besseren Umformbarkeit führt.
1.2. Mechanische Eigenschaften
Die mechanischen Eigenschaften von DC04 machen ihn für anspruchsvollere Umformungen geeignet. Die typischen mechanischen Werte sind:
- Streckgrenze (Rp0,2): 120 – 210 MPa
- Zugfestigkeit (Rm): 270 – 350 MPa
- Bruchdehnung (A80): min. 38 %
DC04 hat eine niedrigere Streckgrenze und eine höhere Bruchdehnung im Vergleich zu DC01 und DC03. Diese Eigenschaften ermöglichen eine größere plastische Verformung, ohne dass das Material reißt, was ihn ideal für komplexe Umformprozesse macht.
1.3. Oberflächenqualität
DC04 bietet eine glatte, kaltgewalzte Oberfläche, die für Anwendungen geeignet ist, bei denen eine hohe Oberflächenqualität erforderlich ist. Durch zusätzliche Behandlungen wie Beizen oder Ölen kann die Oberfläche weiter verbessert werden.
1.4. Lieferzustände
DC04 ist in verschiedenen Lieferzuständen erhältlich, die die mechanischen Eigenschaften und die Umformbarkeit beeinflussen können:
- Kaltgewalzt: Standardzustand, direkt nach dem Walzen.
- Beizblank: Oberfläche wird gereinigt, um Walzzunder und Verunreinigungen zu entfernen.
- Geölt: Eine Ölschicht schützt den Stahl vor Korrosion während Lagerung und Transport.
2. Typische Anwendungen von DC04
Aufgrund seiner guten Umformbarkeit und verbesserten mechanischen Eigenschaften wird DC04 in verschiedenen Industriezweigen verwendet:
2.1. Automobilindustrie
In der Automobilindustrie ist DC04 besonders geeignet für die Herstellung von Komponenten, die hohe Umformgrade erfordern:
- Karosserieteile: DC04 wird für Außenhaut- und Innenteile verwendet, die komplexe Formen haben, wie Kotflügel, Türen, Dach- und Kofferraumdeckel.
- Sicherheitsrelevante Bauteile: Auch für bestimmte sicherheitsrelevante Komponenten, bei denen Umformbarkeit eine entscheidende Rolle spielt, wird DC04 eingesetzt.
2.2. Haushaltsgeräte
DC04 wird häufig für die Herstellung von Gehäusen und Bauteilen verwendet, die eine hohe Maßhaltigkeit und Oberflächenqualität erfordern:
- Waschmaschinen und Trockner: Trommeln und Gehäuse, die komplex geformt sind.
- Kühlschränke und Mikrowellen: Teile wie Verkleidungen und Gehäuse, bei denen eine glatte Oberfläche wichtig ist.
2.3. Bauindustrie
In der Bauindustrie wird DC04 für anspruchsvolle Umformungen und Bauteile mit dekorativer Oberfläche eingesetzt:
- Fassadenverkleidungen: Geeignet für komplex geformte Verkleidungen und Bauelemente.
- Profilbleche: Für Dach- und Wandverkleidungen, bei denen eine gute Umformbarkeit erforderlich ist.
2.4. Verpackungsindustrie
DC04 wird auch zur Herstellung von Metallverpackungen verwendet, die eine tiefere Umformung erfordern:
- Behälter und Dosen: Für Verpackungen, die besondere Anforderungen an die Form und Oberfläche stellen.
3. Vorteile und Nachteile von DC04
Vorteile
- Hervorragende Umformbarkeit: DC04 bietet eine verbesserte Umformfähigkeit im Vergleich zu DC01 und DC03, was ihn ideal für anspruchsvolle Umformprozesse macht.
- Hohe Oberflächenqualität: Die glatte, kaltgewalzte Oberfläche ermöglicht eine ästhetische und funktionale Qualität, die besonders in der Automobilindustrie gefragt ist.
- Vielseitige Einsatzmöglichkeiten: DC04 ist für eine breite Palette von Anwendungen geeignet, von der Automobil- und Haushaltsgeräteindustrie bis hin zur Bauindustrie.
Nachteile
- Geringere Festigkeit im Vergleich zu hochfesten Stählen: Obwohl DC04 gut umformbar ist, hat er eine geringere Festigkeit als hochfeste Tiefziehstähle.
- Korrosionsanfälligkeit: DC04 ist anfällig für Korrosion, wenn er nicht durch geeignete Beschichtungen oder Oberflächenbehandlungen geschützt wird.
- Nicht geeignet für Anwendungen mit hohen mechanischen Belastungen: DC04 ist für Anwendungen, die hohe mechanische Festigkeit erfordern, weniger geeignet.
4. Herausforderungen beim Tiefziehen von DC04
Auch bei DC04 können beim Tiefziehen Herausforderungen auftreten, die bewältigt werden müssen:
4.1. Rissbildung bei extremen Umformgraden
Obwohl DC04 eine bessere Umformbarkeit bietet, kann es bei sehr tiefen Umformungen oder bei scharfen Kanten zu Rissbildung kommen. Daher ist es wichtig, die Umformparameter zu optimieren und mehrstufige Umformprozesse zu nutzen.
4.2. Faltenbildung
Faltenbildung tritt auf, wenn der Rand der Blechplatine nicht ausreichend gestützt wird. Eine sorgfältige Einstellung der Niederhalterkraft ist notwendig, um Faltenbildung zu verhindern.
4.3. Werkzeugverschleiß
Auch bei DC04 kann es zu einem erhöhten Werkzeugverschleiß kommen, insbesondere bei anspruchsvollen Umformprozessen.
5. Maßnahmen zur Optimierung des Tiefziehprozesses mit DC04
Um die Herausforderungen beim Tiefziehen von DC04 zu bewältigen, gibt es verschiedene Maßnahmen zur Prozessoptimierung:
5.1. Optimierung der Werkzeuggeometrie
Eine geeignete Werkzeuggeometrie mit abgerundeten Kanten und einer angepassten Matrizenform hilft, Spannungsrisse zu vermeiden und die Umformbarkeit zu verbessern.
5.2. Einsatz geeigneter Schmierstoffe
Die Verwendung spezieller Schmierstoffe reduziert die Reibung während des Umformprozesses und minimiert das Risiko von Oberflächenschäden und Werkzeugverschleiß.
5.3. Anpassung der Umformparameter
Um eine gleichmäßige Umformung zu gewährleisten, sollten die Umformgeschwindigkeit und Niederhalterkraft sorgfältig eingestellt werden.
5.4. Mehrstufiges Umformen
Bei besonders anspruchsvollen Umformungen kann es sinnvoll sein, den Umformprozess in mehrere Stufen aufzuteilen, um das Material schrittweise in die gewünschte Form zu bringen.
6. Vergleich mit anderen tiefziehfähigen Stählen
Im Vergleich zu anderen tiefziehfähigen Stählen bietet DC04 eine bessere Umformbarkeit als DC01 und DC03, aber eine geringere Umformtiefe im Vergleich zu DC06.
- DC01: DC04 bietet eine bessere Umformfähigkeit als DC01 und ist für anspruchsvollere Anwendungen besser geeignet.
- DC03: DC04 weist eine noch höhere Umformbarkeit auf als DC03 und ist für tiefere Umformungen und komplexere Geometrien ideal.
- DC06: DC06 bietet eine noch höhere Umformfähigkeit und eignet sich für die anspruchsvollsten Umformprozesse.
7. Möglichkeiten zur Verbesserung der Korrosionsbeständigkeit
Da DC04 anfällig für Korrosion ist, sollten geeignete Oberflächenbehandlungen eingesetzt werden, um die Lebensdauer des Materials zu verlängern:
7.1. Verzinkung
Eine Zinkbeschichtung schützt DC04 vor Korrosion und ist eine gängige Methode, um die Haltbarkeit des Stahls zu erhöhen.
7.2. Lackierung
Die Lackierung verbessert sowohl den Korrosionsschutz als auch die ästhetische Qualität, was besonders in der Automobilindustrie gefragt ist.
7.3. Organische Beschichtungen
Organische Beschichtungen bieten eine zusätzliche Barriere gegen Feuchtigkeit und chemische Einflüsse.
Zusammenfassung
DC04 ist ein vielseitiger, tiefziehfähiger Stahl, der sich durch hervorragende Umformeigenschaften und eine gute Oberflächenqualität auszeichnet. Aufgrund dieser Eigenschaften wird er in verschiedenen Industrien, insbesondere in der Automobil-, Haushaltsgeräte- und Bauindustrie, eingesetzt. Trotz seiner Vorteile gibt es auch Herausforderungen beim Tiefziehen, die durch Prozessoptimierungen und geeignete Oberflächenbehandlungen gemeistert werden können. Im Vergleich zu anderen Stahlsorten bietet DC04 eine ausgewogene Kombination aus Umformbarkeit und Festigkeit, die ihn für viele Anwendungen geeignet macht.
DC05 ist eine Qualität von kaltgewalztem, unlegiertem Stahl, die speziell für anspruchsvolle Umformprozesse wie das Tiefziehen entwickelt wurde. Er gehört zur Familie der tiefziehfähigen Stähle nach der europäischen Norm EN 10130 und zeichnet sich durch eine besonders hohe Umformbarkeit aus, die gegenüber anderen Qualitäten wie DC01, DC03 und DC04 verbessert ist. DC05 ist für komplexe Umformungen geeignet, bei denen große Umformgrade und eine sehr gute Duktilität erforderlich sind. In diesem Text werden die Eigenschaften, Anwendungsbereiche, Vorteile, Herausforderungen und Maßnahmen zur Prozessoptimierung von DC05 erläutert.
1. Eigenschaften von DC05
DC05 zeichnet sich durch spezifische mechanische und physikalische Eigenschaften aus, die ihn zu einem optimalen Material für Tiefziehprozesse machen, bei denen hohe Anforderungen an die Umformbarkeit gestellt werden.
1.1. Chemische Zusammensetzung
DC05 ist ein kohlenstoffarmer Stahl mit einer chemischen Zusammensetzung, die für eine ausgezeichnete Umformbarkeit optimiert ist. Nach EN 10130 sind die typischen maximalen Gehalte wie folgt:
- Kohlenstoff (C): max. 0,06 %
- Mangan (Mn): max. 0,35 %
- Phosphor (P): max. 0,025 %
- Schwefel (S): max. 0,025 %
Die sehr niedrigen Gehalte an Kohlenstoff und Mangan tragen zur hohen Duktilität bei und ermöglichen eine geringere Kaltverfestigung, wodurch DC05 für tiefere Umformungen und komplexe Geometrien geeignet ist.
1.2. Mechanische Eigenschaften
Die mechanischen Eigenschaften von DC05 machen ihn für besonders anspruchsvolle Umformungen geeignet. Typische Werte sind:
- Streckgrenze (Rp0,2): 120 – 180 MPa
- Zugfestigkeit (Rm): 260 – 350 MPa
- Bruchdehnung (A80): min. 40 %
Im Vergleich zu den Stahlsorten DC01, DC03 und DC04 hat DC05 eine niedrigere Streckgrenze und eine höhere Bruchdehnung. Dies bedeutet, dass sich DC05 noch besser plastisch verformen lässt und für tiefere Umformungen geeignet ist.
1.3. Oberflächenqualität
DC05 bietet eine ausgezeichnete Oberflächenqualität, die für Anwendungen erforderlich ist, bei denen eine glatte und gleichmäßige Oberfläche benötigt wird. Durch zusätzliche Behandlungen wie Beizen, Ölen oder Phosphatieren kann die Oberflächenqualität weiter verbessert werden.
1.4. Lieferzustände
DC05 wird in verschiedenen Lieferzuständen angeboten, die die mechanischen Eigenschaften und die Umformbarkeit beeinflussen:
- Kaltgewalzt: Standardzustand nach dem Walzen, bei dem das Material seine glatte Oberfläche und hohe Maßgenauigkeit behält.
- Beizblank: Der Stahl wird nach dem Kaltwalzen gebeizt, um Verunreinigungen und Walzzunder zu entfernen.
- Geölt: Eine dünne Ölschicht schützt den Stahl vor Korrosion während Lagerung und Transport.
2. Typische Anwendungen von DC05
DC05 wird in zahlreichen Industriebereichen eingesetzt, in denen hohe Anforderungen an die Umformbarkeit gestellt werden und die Oberflächenqualität eine wichtige Rolle spielt.
2.1. Automobilindustrie
In der Automobilindustrie ist DC05 eine bevorzugte Wahl für die Herstellung komplexer Karosserieteile:
- Außenhautteile: DC05 wird für Karosseriekomponenten wie Motorhauben, Türen, Kotflügel und Kofferraumdeckel verwendet, bei denen große Umformgrade und eine hohe Oberflächenqualität erforderlich sind.
- Innenteile und Verkleidungen: Auch für Komponenten im Fahrzeuginnenraum, die komplexe Formen aufweisen, eignet sich DC05 hervorragend.
2.2. Haushaltsgeräte
In der Haushaltsgeräteindustrie wird DC05 aufgrund seiner guten Umformbarkeit und Oberflächenqualität verwendet:
- Gehäuse für Waschmaschinen und Trockner: Herstellung von Trommeln und Gehäusen, bei denen eine hohe Maßgenauigkeit erforderlich ist.
- Kühlschränke und Mikrowellen: Fertigung von Gehäuseteilen und Innenverkleidungen, die glatte und ästhetische Oberflächen benötigen.
2.3. Bauindustrie
DC05 wird auch in der Bauindustrie verwendet, insbesondere bei Bauteilen, die eine hohe Umformbarkeit erfordern:
- Fassadenverkleidungen: Ideal für dekorative und komplex geformte Verkleidungen.
- Dach- und Wandverkleidungen: Geeignet für Profilbleche mit tiefen Umformungen.
2.4. Verpackungsindustrie
In der Verpackungsindustrie findet DC05 Anwendung bei der Herstellung von Metallverpackungen, die komplexe Umformungen erfordern:
- Behälter und Dosen: DC05 wird für Verpackungen genutzt, die tiefere Umformungen und eine hohe Maßgenauigkeit erfordern.
3. Vorteile und Nachteile von DC05
Vorteile
- Hervorragende Umformbarkeit: DC05 bietet im Vergleich zu anderen tiefziehfähigen Stahlsorten eine herausragende Umformfähigkeit und eignet sich für sehr anspruchsvolle Umformungen.
- Hohe Oberflächenqualität: Die glatte, kaltgewalzte Oberfläche ermöglicht eine ästhetische und funktionale Qualität, die besonders in der Automobil- und Haushaltsgeräteindustrie gefragt ist.
- Breites Anwendungsspektrum: DC05 ist vielseitig einsetzbar und wird in verschiedenen Industrien verwendet, die hohe Anforderungen an die Umformbarkeit stellen.
Nachteile
- Begrenzte Festigkeit im Vergleich zu hochfesten Stählen: Obwohl DC05 gut umformbar ist, hat er eine geringere Festigkeit als hochfeste Stähle, was ihn weniger geeignet für stark beanspruchte Anwendungen macht.
- Anfälligkeit für Korrosion: Als unlegierter Stahl ist DC05 anfällig für Korrosion, wenn er nicht durch Beschichtungen oder andere Oberflächenbehandlungen geschützt wird.
- Nicht geeignet für Hochtemperaturanwendungen: DC05 verliert bei hohen Temperaturen seine mechanischen Eigenschaften.
4. Herausforderungen beim Tiefziehen von DC05
Trotz seiner hervorragenden Umformbarkeit können beim Tiefziehen von DC05 einige Herausforderungen auftreten, die sorgfältig berücksichtigt werden müssen.
4.1. Rissbildung bei extremen Umformgraden
Auch wenn DC05 für tiefe Umformungen geeignet ist, besteht bei extrem hohen Umformgraden immer das Risiko von Rissbildung, insbesondere bei scharfen Kanten oder komplexen Geometrien.
4.2. Faltenbildung
Wenn der Rand der Blechplatine nicht ausreichend fixiert wird, kann es zu Faltenbildung kommen. Um dies zu vermeiden, ist eine genaue Einstellung der Niederhalterkraft erforderlich.
4.3. Werkzeugverschleiß
Bei besonders anspruchsvollen Umformungen kann es zu erhöhtem Werkzeugverschleiß kommen, was die Lebensdauer der Werkzeuge verkürzt.
5. Maßnahmen zur Optimierung des Tiefziehprozesses mit DC05
Um die Herausforderungen beim Tiefziehen von DC05 zu bewältigen, können verschiedene Maßnahmen zur Prozessoptimierung beitragen:
5.1. Optimierung der Werkzeuggeometrie
Eine geeignete Werkzeuggeometrie mit abgerundeten Kanten und optimierter Matrizenform hilft, Spannungsrisse zu vermeiden und die Umformbarkeit zu verbessern.
5.2. Einsatz spezieller Schmierstoffe
Schmierstoffe reduzieren die Reibung und minimieren das Risiko von Oberflächenschäden und Werkzeugverschleiß. Spezielle Schmiermittel für kaltgewalzte Stähle tragen dazu bei, die Umformqualität zu erhalten.
5.3. Mehrstufiges Umformen
Bei besonders anspruchsvollen Umformungen kann es sinnvoll sein, den Prozess in mehrere Stufen zu unterteilen, um das Material schrittweise in die gewünschte Form zu bringen.
5.4. Anpassung der Umformparameter
Eine sorgfältige Einstellung der Umformgeschwindigkeit und der Niederhalterkraft ist wichtig, um eine gleichmäßige Umformung zu gewährleisten und Fehler zu vermeiden.
6. Vergleich mit anderen tiefziehfähigen Stählen
Im Vergleich zu anderen tiefziehfähigen Stählen bietet DC05 eine bessere Umformbarkeit als DC01, DC03 und DC04. DC06 übertrifft jedoch die Umformfähigkeit von DC05, wird aber für besonders anspruchsvolle Umformprozesse verwendet.
- DC01: DC05 bietet eine deutlich höhere Umformbarkeit und ist für tiefere und komplexere Umformungen besser geeignet.
- DC03: DC05 weist eine höhere Umformbarkeit und geringere Streckgrenze auf, was ihn für anspruchsvollere Anwendungen besser geeignet macht.
- DC04: DC05 bietet im Vergleich zu DC04 eine nochmals verbesserte Umformfähigkeit und eignet sich für anspruchsvollere Tiefziehprozesse.
- DC06: Für die anspruchsvollsten Umformungen ist DC06 besser geeignet, da er eine noch höhere Umformfähigkeit bietet.
7. Maßnahmen zur Verbesserung der Korrosionsbeständigkeit
Um die Korrosionsbeständigkeit von DC05 zu erhöhen, sollten geeignete Oberflächenbehandlungen eingesetzt werden:
7.1. Verzinkung
Eine Verzinkung schützt den Stahl vor Korrosion und ist eine gängige Methode, um die Haltbarkeit zu verbessern.
7.2. Lackierung
Die Lackierung bietet sowohl Schutz vor Korrosion als auch eine ästhetische Verbesserung, was besonders in der Automobilindustrie gefragt ist.
7.3. Organische Beschichtungen
Organische Beschichtungen bieten eine zusätzliche Barriere gegen Feuchtigkeit und chemische Einflüsse.
Zusammenfassung
DC05 ist ein tiefziehfähiger Stahl, der sich durch herausragende Umformeigenschaften und eine hohe Oberflächenqualität auszeichnet. Er wird in zahlreichen Industrien, insbesondere in der Automobil-, Haushaltsgeräte- und Bauindustrie, für anspruchsvolle Umformungen eingesetzt. Trotz seiner Vorteile können beim Tiefziehen Herausforderungen wie Rissbildung und Werkzeugverschleiß auftreten, die durch Prozessoptimierungen und geeignete Oberflächenbehandlungen bewältigt werden können. Im Vergleich zu anderen tiefziehfähigen Stählen bietet DC05 eine überdurchschnittliche Umformfähigkeit, was ihn für komplexe Tiefziehprozesse ideal macht.
DC06 ist eine Qualität von kaltgewalztem, unlegiertem Stahl, die speziell für sehr anspruchsvolle Umformprozesse wie das Tiefziehen entwickelt wurde. Diese Stahlsorte gehört zur Familie der tiefziehfähigen Stähle nach der europäischen Norm EN 10130 und bietet die beste Umformbarkeit innerhalb dieser Gruppe. DC06 ist die optimale Wahl für komplexe Umformungen, bei denen große Umformgrade und höchste Duktilität gefordert sind. Im Vergleich zu anderen tiefziehfähigen Stählen, wie DC01, DC03 und DC04, weist DC06 die niedrigste Streckgrenze und die höchste Dehnbarkeit auf, was ihn für besonders tiefes Ziehen und anspruchsvolle Formgebungen prädestiniert.
1. Eigenschaften von DC06
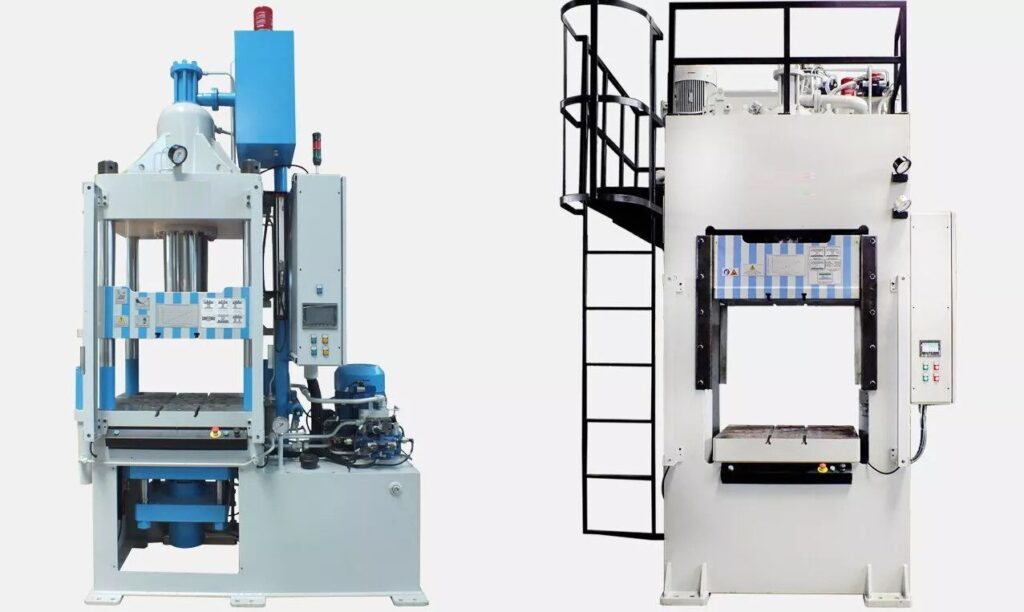
DC06 zeichnet sich durch spezielle mechanische und chemische Eigenschaften aus, die ihn für die anspruchsvollsten Umformprozesse geeignet machen:
1.1. Chemische Zusammensetzung
DC06 ist ein kohlenstoffarmer Stahl mit einer chemischen Zusammensetzung, die für maximale Umformbarkeit optimiert ist. Die typischen maximalen Gehalte nach EN 10130 sind:
- Kohlenstoff (C): max. 0,02 %
- Mangan (Mn): max. 0,25 %
- Phosphor (P): max. 0,020 %
- Schwefel (S): max. 0,020 %
Die extrem niedrigen Gehalte an Kohlenstoff und Mangan tragen dazu bei, dass DC06 eine außergewöhnlich hohe Duktilität und eine geringe Tendenz zur Kaltverfestigung aufweist, was ihn ideal für tiefes Ziehen macht.
1.2. Mechanische Eigenschaften
Die mechanischen Eigenschaften von DC06 machen ihn zu einem erstklassigen Material für Umformprozesse mit hohen Anforderungen. Typische Werte sind:
- Streckgrenze (Rp0,2): 100 – 180 MPa
- Zugfestigkeit (Rm): 270 – 350 MPa
- Bruchdehnung (A80): min. 42 %
Die niedrige Streckgrenze und die hohe Bruchdehnung ermöglichen es, DC06 in tiefere und komplexere Formen zu bringen, ohne dass das Material versagt. Dies macht ihn zur besten Wahl für sehr anspruchsvolle Umformprozesse, bei denen maximale Dehnung erforderlich ist.
1.3. Oberflächenqualität
DC06 bietet eine hervorragende Oberflächenqualität, die für Anwendungen erforderlich ist, bei denen eine glatte und gleichmäßige Oberfläche benötigt wird. Durch zusätzliche Oberflächenbehandlungen wie Beizen, Ölen oder Phosphatieren kann die Oberflächenqualität weiter verbessert werden.
1.4. Lieferzustände
DC06 ist in verschiedenen Lieferzuständen erhältlich, die die mechanischen Eigenschaften und die Umformbarkeit beeinflussen können:
- Kaltgewalzt: Standardzustand nach dem Walzen, bei dem die Oberfläche glatt und maßgenau bleibt.
- Beizblank: Eine Oberflächenbehandlung, bei der Verunreinigungen und Walzzunder entfernt werden.
- Geölt: Eine dünne Ölschicht wird aufgetragen, um den Stahl während Lagerung und Transport vor Korrosion zu schützen.
2. Typische Anwendungen von DC06
DC06 wird in vielen Industriebereichen verwendet, bei denen hohe Anforderungen an die Umformbarkeit gestellt werden und eine sehr gute Oberflächenqualität gefordert ist:
2.1. Automobilindustrie
In der Automobilindustrie ist DC06 der bevorzugte Werkstoff für die Herstellung von sehr anspruchsvollen Karosserieteilen:
- Außenhautteile: DC06 wird für Komponenten wie Motorhauben, Kotflügel, Türen und Dach- sowie Kofferraumdeckel verwendet, bei denen hohe Umformgrade erforderlich sind.
- Komplexe Innen- und Strukturteile: Auch für anspruchsvolle Bauteile im Fahrzeuginnenraum und in der Fahrzeugstruktur wird DC06 eingesetzt, um höchste Maßgenauigkeit und Oberflächenqualität zu gewährleisten.
2.2. Haushaltsgeräte
In der Haushaltsgeräteindustrie wird DC06 für Komponenten verwendet, die tiefe Umformungen erfordern und eine hochwertige Oberflächenqualität bieten müssen:
- Gehäuse von Waschmaschinen und Trocknern: Herstellung von Trommeln und Gehäusen, die sehr präzise Umformungen benötigen.
- Kühlschränke und Mikrowellen: Fertigung von Verkleidungen und Gehäuseteilen, die eine glatte Oberfläche erfordern.
2.3. Bauindustrie
Auch in der Bauindustrie findet DC06 Anwendung, insbesondere bei Bauteilen, die eine hohe Umformbarkeit und gute Oberflächenqualität benötigen:
- Architektonische Verkleidungen: Verwendung für komplex geformte Fassadenverkleidungen und architektonische Elemente.
- Dach- und Wandverkleidungen: Profilbleche, die tiefer umgeformt werden müssen, profitieren von den Eigenschaften dieses Stahls.
2.4. Verpackungsindustrie
In der Verpackungsindustrie ist DC06 besonders für die Herstellung von Metallverpackungen geeignet, bei denen hohe Umformgrade erforderlich sind:
- Dosen und Behälter: Komplexe Metallverpackungen profitieren von der guten Umformbarkeit und Maßhaltigkeit dieses Stahls.
3. Vorteile und Nachteile von DC06
Vorteile
- Beste Umformbarkeit innerhalb der DC-Stahlsorten: DC06 bietet die höchste Umformfähigkeit und eignet sich für sehr anspruchsvolle Tiefziehprozesse.
- Hervorragende Oberflächenqualität: Die glatte, kaltgewalzte Oberfläche eignet sich besonders gut für Anwendungen, bei denen eine hochwertige Optik wichtig ist.
- Breites Anwendungsspektrum: Ideal für Anwendungen in der Automobil-, Haushaltsgeräte- und Bauindustrie, wo hohe Anforderungen an die Umformbarkeit gestellt werden.
Nachteile
- Geringe Festigkeit im Vergleich zu hochfesten Stählen: Obwohl DC06 außergewöhnlich gut umformbar ist, hat er eine geringere Festigkeit als hochfeste Tiefziehstähle.
- Korrosionsanfälligkeit: Als unlegierter Stahl ist DC06 anfällig für Korrosion, wenn er nicht durch geeignete Oberflächenbehandlungen oder Beschichtungen geschützt wird.
- Nicht für Anwendungen mit hohen mechanischen Belastungen geeignet: DC06 ist weniger geeignet für Anwendungen, die hohe mechanische Festigkeit erfordern.
4. Herausforderungen beim Tiefziehen von DC06
Obwohl DC06 die beste Wahl für anspruchsvolle Umformprozesse ist, können beim Tiefziehen spezifische Herausforderungen auftreten:
4.1. Rissbildung bei extremen Umformgraden
Auch bei DC06 besteht bei extrem hohen Umformgraden ein gewisses Risiko für Rissbildung, besonders bei scharfen Kanten oder komplexen Geometrien.
4.2. Faltenbildung
Faltenbildung kann auftreten, wenn der Rand der Blechplatine nicht ausreichend gestützt wird. Eine sorgfältige Einstellung der Niederhalterkraft ist notwendig, um Faltenbildung zu verhindern.
4.3. Werkzeugverschleiß
Die hohe Umformbarkeit von DC06 kann bei sehr anspruchsvollen Umformprozessen zu einem erhöhten Werkzeugverschleiß führen.
5. Maßnahmen zur Optimierung des Tiefziehprozesses mit DC06
Um die Herausforderungen beim Tiefziehen von DC06 zu bewältigen, können verschiedene Maßnahmen zur Prozessoptimierung ergriffen werden:
5.1. Optimierung der Werkzeuggeometrie
Eine geeignete Werkzeuggeometrie mit abgerundeten Kanten und einer angepassten Matrizenform hilft, Spannungsrisse zu vermeiden und die Umformqualität zu verbessern.
5.2. Einsatz geeigneter Schmierstoffe
Die Verwendung spezieller Schmierstoffe reduziert die Reibung zwischen Material und Werkzeug und trägt zur Minimierung von Oberflächenschäden und Werkzeugverschleiß bei.
5.3. Anpassung der Umformparameter
Eine sorgfältige Einstellung der Umformgeschwindigkeit und der Niederhalterkraft ist wichtig, um eine gleichmäßige Umformung zu gewährleisten und Fehler zu vermeiden.
5.4. Mehrstufiges Umformen
Bei besonders anspruchsvollen Umformungen kann es hilfreich sein, den Prozess in mehrere Stufen zu unterteilen, um das Material schrittweise in die gewünschte Form zu bringen.
6. Vergleich mit anderen tiefziehfähigen Stählen
DC06 bietet die höchste Umformbarkeit im Vergleich zu den anderen tiefziehfähigen Stahlsorten:
- DC01: DC06 bietet eine deutlich höhere Umformbarkeit und eignet sich für komplexere und tiefere Umformungen.
- DC03: Im Vergleich zu DC03 weist DC06 eine noch geringere Streckgrenze auf, was ihn für anspruchsvollere Anwendungen besser geeignet macht.
- DC04: DC06 hat eine noch höhere Umformfähigkeit als DC04 und wird für die anspruchsvollsten Umformprozesse eingesetzt.
- DC05: Während DC05 eine sehr gute Umformbarkeit bietet, übertrifft DC06 diese nochmals und eignet sich für extreme Umformanforderungen.
7. Möglichkeiten zur Verbesserung der Korrosionsbeständigkeit
Um die Korrosionsbeständigkeit von DC06 zu erhöhen, sollten geeignete Oberflächenbehandlungen eingesetzt werden:
7.1. Verzinkung
Eine Verzinkung schützt den Stahl vor Korrosion und ist eine gängige Methode, um die Haltbarkeit zu verbessern.
7.2. Lackierung
Eine Lackierung bietet sowohl Schutz vor Korrosion als auch eine ästhetische Verbesserung, was besonders in der Automobil- und Haushaltsgeräteindustrie gefragt ist.
7.3. Organische Beschichtungen
Organische Beschichtungen bieten eine zusätzliche Barriere gegen Feuchtigkeit und chemische Einflüsse.
Zusammenfassung
DC06 ist der am besten umformbare tiefziehfähige Stahl innerhalb der DC-Stahlsorten. Er zeichnet sich durch eine hervorragende Umformbarkeit und eine hohe Oberflächenqualität aus und wird in vielen anspruchsvollen Anwendungen eingesetzt, insbesondere in der Automobil-, Haushaltsgeräte- und Bauindustrie. Trotz seiner herausragenden Umformeigenschaften gibt es Herausforderungen wie Rissbildung und Werkzeugverschleiß, die durch gezielte Prozessoptimierungen bewältigt werden können. DC06 bietet die beste Wahl für Anwendungen, die sehr anspruchsvolle Umformungen erfordern und höchste Maßhaltigkeit verlangen.
Hochfeste Tiefziehstähle sind speziell entwickelte Stähle, die eine Kombination aus hoher Festigkeit und guter Umformbarkeit bieten. Sie werden häufig in der Automobil- und Bauindustrie sowie in anderen Bereichen eingesetzt, wo sowohl strukturelle Festigkeit als auch die Fähigkeit zur Umformung erforderlich sind. Hochfeste Tiefziehstähle spielen eine Schlüsselrolle bei der Reduzierung des Gewichts von Bauteilen, der Verbesserung der Sicherheit und der Erhöhung der Energieeffizienz in der Produktion. Diese Stähle zeichnen sich durch eine Mikrostruktur aus, die eine hohe Festigkeit mit ausreichender Duktilität und guter Umformbarkeit kombiniert.
1. Definition und Eigenschaften hochfester Tiefziehstähle
Hochfeste Tiefziehstähle sind Stahlsorten mit einer höheren Zugfestigkeit und Streckgrenze als herkömmliche tiefziehfähige Stähle. Diese erhöhten mechanischen Eigenschaften werden durch unterschiedliche Legierungskonzepte und Mikrostrukturoptimierungen erreicht, die die Festigkeit und Umformbarkeit in Einklang bringen.
1.1. Mechanische Eigenschaften
Typische mechanische Eigenschaften hochfester Tiefziehstähle umfassen:
- Streckgrenze (Rp0,2): Zwischen 300 und 600 MPa (je nach Typ)
- Zugfestigkeit (Rm): 400 – 800 MPa oder höher
- Bruchdehnung (A80): Variiert je nach Stahltyp und liegt typischerweise zwischen 10 % und 30 %
Die hohe Streckgrenze und Zugfestigkeit sorgen für eine erhöhte Festigkeit der Bauteile, während die Duktilität sicherstellt, dass die Materialien trotz ihrer Festigkeit gut umformbar sind.
1.2. Chemische Zusammensetzung
Die chemische Zusammensetzung hochfester Tiefziehstähle variiert je nach Typ. Häufig eingesetzte Elemente sind:
- Kohlenstoff (C): Ein niedriger bis mittlerer Kohlenstoffgehalt (0,05 – 0,20 %) hilft, die Umformbarkeit zu verbessern und die Festigkeit zu erhöhen.
- Mangan (Mn): Wird zur Steigerung der Festigkeit und Duktilität verwendet.
- Legierungselemente wie Silizium (Si), Chrom (Cr), Molybdän (Mo), Titan (Ti), Vanadium (V): Diese Elemente unterstützen die Härtung, Verfestigung und Erhaltung der Mikrostruktur.
2. Typen von hochfesten Tiefziehstählen
Es gibt verschiedene Arten von hochfesten Tiefziehstählen, die jeweils spezielle mechanische Eigenschaften und Umformverhalten aufweisen. Zu den wichtigsten Typen gehören:
2.1. Mikrolegierte Stähle (HSLA – High-Strength Low-Alloy)
HSLA-Stähle zeichnen sich durch geringe Mengen an Legierungselementen wie Niob, Vanadium oder Titan aus, die zur Mikrostrukturverfestigung beitragen. Sie bieten eine gute Kombination aus hoher Festigkeit und ausreichender Umformbarkeit.
- Typische Anwendungen: Fahrzeugrahmen, Strukturbauteile, Sicherheitskomponenten.
- Vorteile: Geringes Gewicht, gute Schweißbarkeit, kostengünstig.
- Nachteile: Begrenzte Umformbarkeit im Vergleich zu anderen hochfesten Stählen.
2.2. Dualphasenstähle (DP-Stähle)
Dualphasenstähle bestehen aus einer Mikrostruktur, die sowohl weichen Ferrit als auch harten Martensit enthält. Diese Kombination ermöglicht eine hohe Zugfestigkeit bei gleichzeitig guter Umformbarkeit.
- Typische mechanische Eigenschaften: Zugfestigkeit 500 – 1000 MPa, Bruchdehnung 10 – 25 %.
- Typische Anwendungen: Automobilkarosserien, Verstärkungen, Strukturteile.
- Vorteile: Hervorragende Kombination aus Festigkeit und Umformbarkeit, Verbesserung der Crashsicherheit.
- Nachteile: Erhöhte Rückfederung während des Umformprozesses, was die Maßhaltigkeit beeinflussen kann.
2.3. TRIP-Stähle (Transformation-Induced Plasticity)
TRIP-Stähle nutzen den TRIP-Effekt (Transformation Induced Plasticity), bei dem ein Teil des metastabilen Austenits während der Verformung zu Martensit umgewandelt wird. Dies erhöht die Festigkeit und Duktilität gleichzeitig.
- Typische mechanische Eigenschaften: Zugfestigkeit 600 – 1200 MPa, Bruchdehnung 15 – 30 %.
- Typische Anwendungen: Bauteile mit hoher Energieabsorption, Crash-relevante Fahrzeugkomponenten.
- Vorteile: Hervorragende Kombination aus hoher Festigkeit und Dehnbarkeit, besonders geeignet für Sicherheitsbauteile.
- Nachteile: Höhere Kosten durch aufwendige Legierungs- und Wärmebehandlungsverfahren.
2.4. TWIP-Stähle (Twinning-Induced Plasticity)
TWIP-Stähle nutzen die Zwillingsbildung (Twinning) als Verfestigungsmechanismus. Sie bieten eine extrem hohe Duktilität bei gleichzeitig hoher Festigkeit.
- Typische mechanische Eigenschaften: Zugfestigkeit 700 – 1100 MPa, Bruchdehnung über 50 %.
- Typische Anwendungen: Strukturteile mit hohen Umformanforderungen, energieabsorbierende Komponenten.
- Vorteile: Sehr hohe Dehnbarkeit, exzellente Umformbarkeit.
- Nachteile: Hohe Kosten durch spezielle Legierungszusätze wie Mangan.
2.5. Komplexphasenstähle (CP-Stähle)
Komplexphasenstähle haben eine fein verteilte Mikrostruktur aus verschiedenen Gefügekomponenten, darunter Ferrit, Martensit, Bainit und Austenit. Diese Kombination sorgt für eine hohe Festigkeit und Duktilität.
- Typische mechanische Eigenschaften: Zugfestigkeit 800 – 1400 MPa.
- Typische Anwendungen: Strukturteile, die hohe Festigkeit erfordern.
- Vorteile: Hohe Festigkeit bei moderater Umformbarkeit, gut für Leichtbauanwendungen geeignet.
- Nachteile: Erhöhte Rückfederung, was die Maßhaltigkeit erschwert.
3. Typische Anwendungen hochfester Tiefziehstähle
Hochfeste Tiefziehstähle finden in verschiedenen Industriezweigen Verwendung, insbesondere dort, wo hohe Festigkeit bei gleichzeitig guter Umformbarkeit gefordert ist.
3.1. Automobilindustrie
In der Automobilindustrie werden hochfeste Tiefziehstähle zunehmend eingesetzt, um das Fahrzeuggewicht zu reduzieren und gleichzeitig die Sicherheit zu verbessern. Typische Anwendungen umfassen:
- Karosserieteile: Türen, Hauben, Dachstrukturen.
- Sicherheitsbauteile: Verstärkungen, Aufprallschutz, Stoßfänger.
- Strukturkomponenten: Fahrgestellrahmen, Querträger, Säulen.
Durch den Einsatz hochfester Tiefziehstähle kann das Fahrzeuggewicht reduziert und gleichzeitig die Festigkeit und Sicherheit erhöht werden.
3.2. Bauindustrie
In der Bauindustrie werden hochfeste Tiefziehstähle für Bauteile verwendet, die hohe Festigkeit erfordern, ohne das Gewicht zu erhöhen. Typische Anwendungen sind:
- Träger und Stützkonstruktionen: Bauteile mit hoher statischer Belastung.
- Dach- und Fassadenverkleidungen: Wo hohe Stabilität bei geringem Materialeinsatz gefordert ist.
3.3. Maschinenbau und Gerätebau
Hochfeste Tiefziehstähle finden auch Anwendung im Maschinenbau und in der Herstellung von Geräten, bei denen eine hohe Festigkeit und geringes Gewicht erforderlich sind:
- Gehäuse und Abdeckungen: Bei Maschinen und Geräten, die hohe Belastungen aushalten müssen.
- Verkleidungen: In Geräten, bei denen Stabilität und Leichtbau kombiniert werden.
4. Vorteile und Herausforderungen bei der Verwendung hochfester Tiefziehstähle
4.1. Vorteile
- Reduzierung des Bauteilgewichts: Durch die hohe Festigkeit können dünnere Bleche verwendet werden, was das Gewicht der Bauteile reduziert.
- Verbesserung der Sicherheit: In der Automobilindustrie tragen hochfeste Stähle zur Erhöhung der Crashsicherheit bei.
- Erhöhung der Energieeffizienz: Das geringere Gewicht von Fahrzeugen und Maschinen reduziert den Energieverbrauch.
4.2. Herausforderungen
- Rückfederung: Hochfeste Tiefziehstähle neigen zur Rückfederung, was die Maßhaltigkeit beeinträchtigen kann. Dies erfordert eine Anpassung der Werkzeuggeometrie.
- Werkzeugverschleiß: Die hohe Festigkeit kann zu einem erhöhten Werkzeugverschleiß führen, insbesondere bei komplexen Umformprozessen.
- Schwierige Umformbarkeit: Trotz verbesserter Umformbarkeit im Vergleich zu herkömmlichen hochfesten Stählen sind hochfeste Tiefziehstähle schwieriger umzuformen als Standardtiefziehstähle.
5. Maßnahmen zur Optimierung des Umformprozesses
Um die Herausforderungen beim Umformen hochfester Tiefziehstähle zu meistern, können folgende Maßnahmen ergriffen werden:
5.1. Anpassung der Werkzeuggeometrie
Die Werkzeuggeometrie sollte so gestaltet werden, dass sie die Rückfederung kompensiert und den Materialfluss erleichtert. Abgerundete Kanten und angepasste Matrizenformen tragen dazu bei, die Umformbarkeit zu verbessern.
5.2. Einsatz von Schmierstoffen
Die Verwendung geeigneter Schmierstoffe verringert die Reibung zwischen Material und Werkzeug und minimiert den Werkzeugverschleiß. Dies ist besonders bei hochfesten Materialien wichtig.
5.3. Warmumformen
Durch das Erwärmen der hochfesten Tiefziehstähle vor dem Umformprozess kann die Duktilität verbessert und die Kaltverfestigung reduziert werden.
5.4. Simulation und Prozessoptimierung
Computersimulationen des Umformprozesses helfen, die Werkzeuggeometrie und Umformparameter im Voraus zu optimieren, um potenzielle Probleme wie Rissbildung und Rückfederung zu minimieren.
6. Zukünftige Entwicklungen und Trends
Die Weiterentwicklung hochfester Tiefziehstähle zielt darauf ab, die Umformbarkeit weiter zu verbessern und die Anwendungsmöglichkeiten zu erweitern. Zukünftige Trends umfassen:
- Ultrahochfeste Stähle (UHSS): Mit noch höheren Festigkeiten für spezielle Anwendungen.
- Verbundwerkstoffe: Kombination von hochfesten Stählen mit anderen Materialien zur Verbesserung der mechanischen Eigenschaften.
- Neue Legierungskonzepte: Entwicklung von Stählen mit optimierten Mikrostrukturen, um die Balance zwischen Festigkeit und Umformbarkeit weiter zu verbessern.
Zusammenfassung
Hochfeste Tiefziehstähle sind eine Schlüsseltechnologie für die moderne industrielle Fertigung, insbesondere in der Automobil- und Bauindustrie. Sie bieten eine hervorragende Kombination aus hoher Festigkeit und guter Umformbarkeit, was sie ideal für Anwendungen macht, bei denen Leichtbau, Sicherheit und Energieeffizienz im Vordergrund stehen. Trotz der Herausforderungen wie Rückfederung und Werkzeugverschleiß ermöglichen geeignete Maßnahmen zur Prozessoptimierung den effizienten Einsatz dieser fortschrittlichen Stahlsorten.
Das Tiefziehen von Stahl ist ein weit verbreitetes Umformverfahren, das in zahlreichen Industrien Anwendung findet. Durch dieses Verfahren werden flache Blechplatinen in dreidimensionale hohle Formen umgewandelt, indem das Material unter Druck in eine Matrize gedrückt wird. Die vielseitige Verwendbarkeit des Tiefziehens von Stahl ermöglicht die Herstellung unterschiedlichster Produkte mit komplexen Formen und hoher Maßgenauigkeit. Im Folgenden werden die typischen Anwendungen des Tiefziehens von Stahl in verschiedenen Industriebereichen detailliert beschrieben.
1. Automobilindustrie

Die Automobilindustrie ist einer der größten Nutzer von tiefgezogenen Stahlteilen. In modernen Fahrzeugen werden zahlreiche Komponenten durch Tiefziehen gefertigt, da dieses Verfahren sowohl wirtschaftlich als auch flexibel ist. Typische Anwendungen umfassen:
1.1. Karosserieteile
Tiefgezogenes Stahlblech wird häufig zur Herstellung von Karosserieteilen verwendet, da diese Komponenten hohe Anforderungen an Maßhaltigkeit, Festigkeit und Oberflächenqualität stellen. Typische Bauteile sind:
- Außenhautteile: Dazu gehören Motorhauben, Kofferraumdeckel, Türen, Kotflügel und Dachstrukturen. Die komplexen Konturen dieser Teile erfordern eine hohe Umformbarkeit und Maßhaltigkeit des verwendeten Stahls.
- Innen- und Strukturteile: Dazu zählen Bauteile wie Türverkleidungen, Verstärkungen, Querträger und Aufprallschutzkomponenten, die hohe Festigkeit und Stabilität erfordern.
1.2. Sicherheitsrelevante Bauteile
In der Automobilindustrie spielt die Sicherheit eine entscheidende Rolle. Viele strukturrelevante Bauteile, die für den Aufprallschutz und die Stabilität des Fahrzeugs entscheidend sind, werden durch Tiefziehen hergestellt:
- Stoßfänger und Crashboxen: Diese Bauteile absorbieren bei einem Unfall Energie und reduzieren die Aufprallkräfte.
- Verstärkungen in der Fahrzeugstruktur: Dazu gehören Säulen, Schweller und Querträger, die die Stabilität der Karosserie erhöhen und die Sicherheit der Insassen verbessern.
1.3. Leichtbaukomponenten
Im Bestreben, das Fahrzeuggewicht zu reduzieren und damit die Energieeffizienz zu verbessern, wird tiefgezogenes Stahlblech auch für Leichtbauanwendungen verwendet. Durch den Einsatz hochfester Tiefziehstähle können dünnere Bleche verwendet werden, ohne die strukturelle Integrität zu beeinträchtigen.
2. Haushaltsgeräteindustrie
In der Haushaltsgeräteindustrie werden zahlreiche Komponenten durch Tiefziehen aus Stahl hergestellt. Dies ermöglicht die Produktion von Bauteilen mit hoher Maßgenauigkeit, Festigkeit und ansprechender Oberflächenqualität. Typische Anwendungen sind:
2.1. Gehäuse
Tiefgezogene Stahlbleche werden häufig für die Gehäuse von Haushaltsgeräten verwendet, da sie eine gute Stabilität und Oberflächenbeschaffenheit bieten. Beispiele sind:
- Waschmaschinen und Trockner: Die Trommeln und Außengehäuse werden oft aus tiefgezogenem Stahl gefertigt, um hohe Maßgenauigkeit und Oberflächenqualität zu gewährleisten.
- Backöfen und Mikrowellen: Gehäuse und Innenteile, die hohen Temperaturen ausgesetzt sind, werden aus tiefgezogenem Stahl hergestellt, da er gute thermische Eigenschaften aufweist.
2.2. Innenteile und Zubehör
Auch die inneren Bauteile von Haushaltsgeräten werden häufig durch Tiefziehen gefertigt:
- Trommeln und Innentrommeln: In Waschmaschinen sind diese Teile für die Bewegungen der Wäsche verantwortlich.
- Kühlschranktüren und -verkleidungen: Tiefgezogenes Stahlblech wird für die Herstellung von Innenverkleidungen und Abdeckungen verwendet.
3. Bauindustrie
In der Bauindustrie wird tiefgezogener Stahl in zahlreichen Anwendungen eingesetzt, insbesondere bei Bauteilen, die sowohl ästhetische als auch funktionale Anforderungen erfüllen müssen.
3.1. Fassadenverkleidungen und Architektur
Tiefziehen ermöglicht die Herstellung komplex geformter Fassadenverkleidungen und architektonischer Elemente:
- Fassadenverkleidungen: Diese Bauteile tragen zur ästhetischen Gestaltung von Gebäuden bei und können sowohl funktionale als auch dekorative Aufgaben erfüllen.
- Dach- und Wandverkleidungen: Tiefgezogene Stahlbleche werden auch für Profile und Verkleidungen verwendet, die sowohl Stabilität als auch eine ansprechende Optik bieten.
3.2. Struktur- und Stützkomponenten
In der Bauindustrie werden tiefgezogene Stahlteile auch für strukturrelevante Bauteile verwendet, die hohe Belastungen aushalten müssen:
- Träger und Stützen: Tiefgezogene Stahlprofile werden häufig für tragende Konstruktionen und zur Verstärkung von Bauwerken verwendet.
- Decken- und Wandelemente: Diese Bauteile werden eingesetzt, um Stabilität und Sicherheit im Bauwesen zu gewährleisten.
4. Verpackungsindustrie
Die Verpackungsindustrie nutzt das Tiefziehen, um Metallverpackungen in verschiedenen Formen herzustellen. Stahl ist aufgrund seiner Stabilität und Verformbarkeit ein beliebter Werkstoff in dieser Branche.
4.1. Metallverpackungen
Tiefgezogener Stahl wird häufig zur Herstellung von Metallverpackungen wie Dosen, Bechern und Tuben verwendet:
- Lebensmittelverpackungen: Stahlblech wird für Konservendosen und Getränkeverpackungen genutzt, da es eine hohe Stabilität und eine gute Barriere gegen Licht, Luft und Feuchtigkeit bietet.
- Industrielle Verpackungen: Auch chemische Produkte und Öle werden oft in tiefgezogenen Stahlbehältern gelagert, da diese robust und sicher sind.
4.2. Druckgasbehälter
Tiefgezogenes Stahlblech wird für Druckgasbehälter verwendet, die in verschiedenen Industrien eingesetzt werden, darunter:
- Feuerlöscher: Die Hüllen bestehen aus tiefgezogenem Stahl, da sie hohen Druckbelastungen standhalten müssen.
- Gaskartuschen: Für Campingkocher und ähnliche Anwendungen werden Kartuschen aus tiefgezogenem Stahl gefertigt, um die notwendigen Sicherheitsstandards zu erfüllen.
5. Elektro- und Elektronikindustrie
In der Elektro- und Elektronikindustrie wird tiefgezogener Stahl für Gehäuse und Strukturbauteile verwendet, die Schutz und Stabilität bieten.
5.1. Gehäuse für elektronische Geräte
Tiefziehen wird zur Herstellung von Gehäusen für verschiedene elektronische Geräte eingesetzt:
- Computer- und Servergehäuse: Diese müssen robust sein, um die elektronischen Komponenten zu schützen.
- Gehäuse für Schaltschränke: In der Elektrotechnik werden Gehäuse aus tiefgezogenem Stahl verwendet, um elektrische Komponenten zu schützen.
5.2. Komponenten für Haushaltsgeräte
Neben den Gehäusen werden auch kleinere Bauteile und Zubehörteile durch Tiefziehen hergestellt:
- Montageplatten und Abdeckungen: Diese Bauteile dienen dem Schutz und der Befestigung von Komponenten.
6. Medizinische Industrie
In der medizinischen Industrie wird tiefgezogener Stahl für Produkte und Komponenten verwendet, die hohen hygienischen Anforderungen genügen müssen.
6.1. Chirurgische Instrumente
Einige chirurgische Instrumente werden durch Tiefziehen aus rostfreiem Stahl hergestellt, um eine glatte, hygienische Oberfläche zu gewährleisten.
6.2. Medizinische Gerätegehäuse
Gehäuse für medizinische Geräte, wie z. B. Diagnostikgeräte oder Sterilisatoren, werden oft aus tiefgezogenem Edelstahl gefertigt, um eine hohe Korrosionsbeständigkeit und eine leicht zu reinigende Oberfläche zu bieten.
7. Luft- und Raumfahrtindustrie
Auch in der Luft- und Raumfahrtindustrie findet das Tiefziehen von Stahl Anwendung, insbesondere bei Bauteilen, die sowohl hohe Festigkeit als auch Leichtbau erfordern.
7.1. Strukturbauteile
Tiefgezogene Stahlbauteile werden für Strukturkomponenten von Flugzeugen und Raumfahrzeugen verwendet, wo sie extremen Belastungen standhalten müssen.
7.2. Komponenten für Triebwerke
Einige Triebwerkskomponenten, die hohen Temperaturen und Drücken ausgesetzt sind, werden durch Tiefziehen aus hochfestem Stahl gefertigt, um die notwendige Widerstandsfähigkeit zu gewährleisten.
8. Maschinenbau
Im Maschinenbau werden tiefgezogene Stahlteile für verschiedene Anwendungen eingesetzt, bei denen robuste und präzise geformte Bauteile erforderlich sind.
8.1. Gehäuse und Abdeckungen
Maschinenteile wie Gehäuse und Abdeckungen, die mechanischen Belastungen ausgesetzt sind, werden häufig aus tiefgezogenem Stahl hergestellt.
8.2. Strukturbauteile und Verkleidungen
Für Maschinen und Anlagen werden auch strukturrelevante Bauteile durch Tiefziehen gefertigt, um Stabilität und Schutz zu gewährleisten.
Zusammenfassung
Das Tiefziehen von Stahl ist ein vielseitiges Umformverfahren, das in vielen Industrien Anwendung findet. Es ermöglicht die Herstellung komplex geformter, maßhaltiger und robuster Bauteile, die in der Automobilindustrie, der Haushaltsgerätefertigung, der Bau- und Verpackungsindustrie sowie in spezialisierten Bereichen wie der Medizin, Luft- und Raumfahrt und dem Maschinenbau verwendet werden. Die Vielseitigkeit des Tiefziehens von Stahl ergibt sich aus der Kombination von hoher Umformbarkeit, Festigkeit und Wirtschaftlichkeit des Verfahrens.
Metallbearbeitungsmaschinen

Metallbearbeitungsmaschinen wie Bördel und Beschneide Maschinen, Flanschmaschinen, Beschneide und Bördelmaschinen, Umformtechnik, Rohrbiegemaschinen, Bandsäge für Metall, Hydraulische Horizontalpresse, Kantenschneide-Bördelmaschine, Kantenbördelmaschine, Entgratungsmaschine, Innen- und Außenpoliermaschine für Edelstahltöpfe, Kreisschneidemaschine, Profilbiegemaschine und Rundschweißmaschine
Maßgeschneiderte Skalierung für spezifische Anwendungen
Die automatisierte Herstellung von Behältern, Fässern und Kesseln wird durch unsere Lösungen exakt auf das jeweilige Einsatzgebiet und die gewünschte Ausbringung angepasst. Dabei bieten wir sowohl lineare Lösungen als auch Inselkonzepte an, die eine bedarfsorientierte Automation ermöglichen. Spezielle Kantenvorbereitung für das Laserschweißen sowie wirtschaftliche Rüstkonzepte bis hin zur Fertigung „Just-in-Sequence“ sind Teil unseres Leistungsspektrums. Wir kombinieren Standard- und Sondermaschinen und bieten Ferndiagnose über LAN, WLAN oder GSM an, ergänzt durch umfassende Dokumentation gemäß CE-Richtlinien für die Gesamtanlage.
Unser Konzept
EMS entwickelt und fertigt Maschinen und Anlagen für die automatisierte Herstellung von Behältern in großem Maßstab. Alle Arbeitsschritte, von der Vorbereitung bis zur Fertigung, werden dabei aus einer Hand angeboten. Unsere erprobten Standardkomponenten sind perfekt aufeinander abgestimmt und können nahtlos mit Robotern kombiniert werden, um leistungsfähige Fertigungseinrichtungen zu schaffen.
Flexible Präzisionsfertigung
Unsere Fertigungslinien ermöglichen eine einfache Umstellung auf verschiedene Längen, Durchmesser, Formen und Bearbeitungen durch Programmwechsel. Dabei werden zahlreiche Einzelschritte wie Beschneiden, Formen, Stanzen, Fügen, Montieren, Schweißen und Prüfen automatisch und mit höchster Präzision an die jeweilige Aufgabe angepasst. Besonderes Augenmerk legen wir auf die Kantenvorbereitung für den Schweißprozess, um eine herausragende Prozesssicherheit und minimale Ausschussquoten zu gewährleisten.
Maschinenprogramm für die Metallbearbeitung
Unsere Metallbearbeitungsmaschinen sind:
- Rohrbiegemaschine
- Horizontale Presse
- Bandsäge für Metall
- Profilbiegemaschine
- Tiefziehpresse
- Rundschweißmaschine
- Kantenschneide-Bördelmaschine
- Topf- und Pfannenpoliermaschine
- Poliermaschine für flache Oberflächen
Besteck-Produktionslinie: Eine Besteck-Produktionslinie ist eine Art Maschine, die Besteck in einem kontinuierlichen Prozess herstellt. Es umfasst verschiedene Arten von Maschinen wie den Messerschleifer, den Messerschärfer und den Klingenpolierer.
Kochgeschirr-Herstellungsmaschine: Eine Kochgeschirr-Herstellungsmaschine ist eine Art Maschine, die Kochgeschirr in einem kontinuierlichen Prozess herstellt. Es umfasst verschiedene Arten von Maschinen wie den Topfmacher, den Pfannenmacher und den Wokmacher.
Küchengeschirr-Produktionsmaschine: Eine Küchengeschirr-Produktionsmaschine ist eine Art Maschine, die Küchengeschirr in einem kontinuierlichen Prozess herstellt. Es umfasst verschiedene Arten von Maschinen wie Maschinen zur Herstellung von Teekesseln, Produktionslinien für Besteck, Produktionslinien für Töpfe und Pfannen
Wir entwerfen, fertigen und montieren komplette Produktionslinien für Kochgeschirr, Küchengeschirr, Hotelgeschirr und Besteck sowie einzelne Maschinen für einen bestimmten Zweck