

Wir produzieren und liefern Composite Pressen weltweit. Hohe Qualität, niedriger Preis und kostenlose Beratung. Preis vom Hersteller.
Composite-Pressen sind spezielle hydraulische Pressen, die für die Herstellung von Verbundwerkstoffen wie Faserverbundwerkstoffen, GFK, CFK und anderen Materialien verwendet werden. Sie bieten eine präzise Steuerung der Druck- und Temperaturparameter, um eine hohe Qualität und Konsistenz der produzierten Teile zu gewährleisten.
Die Pressen bestehen aus einem stabilen Rahmen, der mit einem oder mehreren Hydraulikzylindern und -pumpen ausgestattet ist. Das Material wird in Form von Lagen oder Schichten auf eine Werkzeugform oder ein Werkzeug gelegt und dann unter hohem Druck und Temperatur gepresst, um es zu verfestigen und zu formen.
Composite Pressen repräsentiert einen entscheidenden Schritt in der Verarbeitung von Verbundwerkstoffen, die sich durch die Kombination verschiedener Materialien wie Fasern und Harzmatrix auszeichnen. Dieses Pressverfahren ist essenziell für die präzise Formgebung von Faserverbundwerkstoffen, bei denen die Zusammensetzung und Anordnung der Materialien eine entscheidende Rolle für die endgültigen Produkte spielen.
Die Formgebung bei Composite Pressen erfolgt durch die Anwendung von Druck und Temperatur auf das Material. Der Druck, in Kombination mit der gezielten Temperaturkontrolle, beeinflusst maßgeblich die Struktur und Eigenschaften des Verbundmaterials. Das Presswerkzeug, das speziell für diesen Prozess entwickelt wird, spielt eine zentrale Rolle bei der Umsetzung der gewünschten Formen und Strukturen.
Die Werkzeugtemperierung, ein weiteres Schlüsselwort, ist von entscheidender Bedeutung, um eine gleichmäßige Wärmeverteilung während des Pressvorgangs sicherzustellen. Dies gewährleistet nicht nur die optimale Aushärtung der Harzmatrix, sondern beeinflusst auch die Haftung zwischen den Fasern und der Matrix.
Die Presszeit, als Parameter, der die Dauer des Pressvorgangs definiert, ist entscheidend für die Umformung und Aushärtung der Verbundwerkstoffe. Eine präzise Kontrolle der Presszeit ist erforderlich, um sicherzustellen, dass das Material die gewünschten mechanischen Eigenschaften erreicht.
Während des Composite Pressens wird nicht nur auf die Formgebung, sondern auch auf die Effizienz der Harzimprägnierung geachtet. Die Harzmatrix spielt eine entscheidende Rolle, da sie nicht nur das Material bindet, sondern auch die endgültigen mechanischen Eigenschaften des Verbundwerkstoffs beeinflusst.
Vakuum-Pressen ist eine Technik, die bei Composite Pressen Anwendung findet, um sicherzustellen, dass das Material optimal an das Werkzeug anliegt und Luftblasen entfernt werden. Dies ist besonders wichtig für die Qualität und Integrität der hergestellten Faserverbundprodukte.
Laminierverfahren ermöglichen die Integration von Schichten von Fasern und Harzmatrix, wodurch eine homogene Struktur entsteht. Die Pressplatte, auf die das Material während des Composite Pressens gelegt wird, spielt hierbei eine kritische Rolle bei der Übertragung von Druck und Wärme auf das gesamte Verbundmaterial.
Der Pressdruck, als entscheidender Parameter, beeinflusst nicht nur die Formgebung, sondern auch die Dichte und Festigkeit des Verbundmaterials. Eine präzise Kontrolle des Pressdrucks ist erforderlich, um eine gleichmäßige Materialverteilung und minimale Verformungen zu gewährleisten.
Insgesamt verdeutlichen diese ersten zehn Schlüsselwörter im Kontext des Composite Pressens die Komplexität dieses Prozesses, der nicht nur präzise Technologien erfordert, sondern auch ein tiefes Verständnis der Materialwissenschaften und der Prozessparameter. Von der Temperaturkontrolle über die Harzmatrix bis hin zur Presszeit sind diese Aspekte von entscheidender Bedeutung für die Herstellung hochwertiger und leistungsstarker Faserverbundprodukte.
Composite-Pressen können in verschiedenen Konfigurationen und Größen hergestellt werden, um den spezifischen Anforderungen der Anwendung gerecht zu werden. Einige Pressen sind für die Herstellung kleiner Teile wie Rohre, Schläuche oder Flansche ausgelegt, während andere für die Herstellung größerer Teile wie Flugzeugflügel oder Rumpfteile konzipiert sind.
Eine wichtige Eigenschaft von Composite-Pressen ist ihre Fähigkeit, eine präzise Steuerung der Prozessparameter wie Druck, Temperatur und Zeit zu ermöglichen. Dies ist entscheidend für die Erreichung einer hohen Qualität und Reproduzierbarkeit der produzierten Teile.
Composite-Pressen finden Anwendung in verschiedenen Branchen wie Luftfahrt, Automobilindustrie, Schiffbau, Windkraft, Bauwesen und vielen anderen Bereichen, in denen leichte, aber dennoch starke Materialien benötigt werden.
Composite Pressen
Die Warmumformung ist ein unverzichtbarer Schritt im Prozess des Composite Pressens, der eine präzise Verarbeitung von Thermoplasten und Harzmatrizes ermöglicht. Während dieser Phase wird das Material unter Einwirkung von Wärme und Druck umgeformt, um die gewünschte Struktur und Formgebung zu erreichen. Die Temperaturkontrolle spielt hierbei eine Schlüsselrolle, da sie nicht nur den Zustand des Materials beeinflusst, sondern auch die Reaktionen zwischen den Fasern und der Harzmatrix steuert.
Die Kaltverfestigung ist ein weiterer bedeutender Aspekt des Composite Pressens, der nach dem Umformen unter Wärme erfolgt. Dieser Prozess, bei dem das Material unter Druck geformt und anschließend abgekühlt wird, führt zu einer nachhaltigen Festigkeit und Stabilität der Verbundwerkstoffe. Die Kaltverfestigung beeinflusst somit maßgeblich die Endfestigkeit und strukturelle Integrität der hergestellten Teile.
Die Faserverbundwerkstoffe setzen sich aus verschiedenen Fasern wie Kohlenstofffasern, Glasfasern und Aramidfasern zusammen. Diese Materialien werden gezielt in bestimmten Orientierungen angeordnet, um spezifische mechanische Eigenschaften zu erzielen. Die Faserorientierung ist ein entscheidender Faktor beim Composite Pressen, um die gewünschten Festigkeits- und Steifigkeitseigenschaften zu erreichen.
Die Werkzeugkühlung ist ein unerlässlicher Aspekt, um die Temperatur des Presswerkzeugs zu kontrollieren und Überhitzung zu vermeiden. Eine effiziente Kühlung trägt zur Verlängerung der Lebensdauer des Werkzeugs bei und sichert eine konstante Qualität der produzierten Faserverbundteile.
Die Einpresstiefe ist ein Schlüsselparameter, der die Präzision und Qualität der beim Composite Pressen hergestellten Teile beeinflusst. Dieser Begriff bezieht sich auf die Tiefe, mit der das Material in das Presswerkzeug eingebracht wird. Eine präzise Kontrolle der Einpresstiefe ist entscheidend, um sicherzustellen, dass das Material gleichmäßig und in der gewünschten Menge in das Werkzeug gedrückt wird.
Harzsysteme sind zentral für die Harzmatrix, die bei der Herstellung von Verbundwerkstoffen verwendet wird. Die Auswahl des richtigen Harzsystems beeinflusst nicht nur die chemischen Eigenschaften des Endprodukts, sondern auch die Prozesse der Harzimprägnierung und Aushärtung während des Composite Pressens.
Die Harzverteilung ist ein weiterer entscheidender Aspekt bei der Herstellung von Verbundwerkstoffen. Eine gleichmäßige Verteilung des Harzes über das gesamte Material ist essenziell für die Festigkeit und Homogenität des Endprodukts. Eine präzise Harzverteilung trägt dazu bei, dass alle Fasern im Verbundwerkstoff optimal mit Harz imprägniert werden.
Das Presszyklusmanagement ist ein komplexer Prozess, der die Steuerung von Temperatur, Druck und Zeit während des Composite Pressens umfasst. Ein effizientes Presszyklusmanagement gewährleistet nicht nur eine präzise Formgebung, sondern auch eine optimale Aushärtung und Strukturbildung des Materials.
Die Schichtpressstoffe sind Materialien, die aus mehreren Schichten bestehen und durch Druck und Wärme miteinander verbunden werden. Diese speziellen Werkstoffe werden häufig beim Composite Pressen verwendet, um Produkte mit spezifischen mechanischen Eigenschaften herzustellen.
Das Thermoformen, ein weiteres Schlüsselwort, bezieht sich auf die Umformung von thermoplastischen Materialien unter Einwirkung von Wärme. Dieser Prozess ermöglicht die Herstellung von dreidimensionalen Formteilen mit verschiedenen Strukturen und Oberflächen.
Insgesamt verdeutlichen diese Schlüsselbegriffe die Vielschichtigkeit und die präzisen Kontrollmechanismen, die beim Composite Pressen zum Einsatz kommen. Von der Faserorientierung über die Werkzeugkühlung bis hin zur präzisen Harzverteilung sind diese Aspekte entscheidend für die Herstellung von hochwertigen Faserverbundwerkstoffen.
Ein weiterer wichtiger Aspekt von Composite-Pressen ist ihre Flexibilität bei der Herstellung von Teilen mit unterschiedlichen Formen und Größen. Die Werkzeugformen können entsprechend der benötigten Form und Größe des Teils angepasst werden, was zu einer hohen Flexibilität bei der Produktion führt.
Eine weitere wichtige Eigenschaft von Composite-Pressen ist ihre Fähigkeit, unterschiedliche Materialien zu verarbeiten. Diese Pressen sind in der Lage, eine Vielzahl von Materialien zu bearbeiten, darunter Kohlenstofffasern, Glasfasern, Aramidfasern und andere Verbundwerkstoffe. Dies ermöglicht es Herstellern, die Materialauswahl zu optimieren, um die gewünschten Eigenschaften wie Festigkeit, Steifigkeit, Gewicht und Korrosionsbeständigkeit zu erzielen.
Neben der Herstellung von Teilen werden Composite-Pressen auch zur Reparatur von beschädigten Teilen verwendet. Bei Beschädigungen von Faserverbundwerkstoffteilen können diese oft repariert werden, indem eine Injektion von Harz in die betroffene Stelle erfolgt und das Teil unter Druck in einer Composite-Presse ausgehärtet wird.
Insgesamt bieten Composite-Pressen eine präzise und effektive Methode zur Herstellung von hochwertigen und komplexen Verbundwerkstoffteilen. Die Nutzung dieser Technologie ermöglicht eine höhere Effizienz bei der Produktion, die Reduzierung von Abfall, eine höhere Präzision und bessere Materialauswahl.
Die Prozesstemperatur beim Composite Pressen spielt eine zentrale Rolle, da sie maßgeblich die thermischen und chemischen Reaktionen zwischen den Fasern und der Harzmatrix beeinflusst. Eine präzise Kontrolle der Temperatur ist entscheidend, um die gewünschten mechanischen Eigenschaften des Verbundwerkstoffs zu erreichen. Dieser Parameter ermöglicht es, den Zustand des Materials gezielt zu steuern und den Umformprozess optimal zu gestalten.
Die Drucklufttechnik ist ein weiterer wichtiger Aspekt beim Composite Pressen, insbesondere wenn es darum geht, Druck und Temperatur in der Umgebung zu kontrollieren. Durch die Anwendung von Druckluft können spezifische Prozessparameter gezielt gesteuert werden, um optimale Ergebnisse bei der Formgebung und Aushärtung der Verbundwerkstoffe zu erzielen.
Das Thermoformen, als Teil des Composite Pressens, ermöglicht die Umformung von thermoplastischen Materialien unter Einwirkung von Wärme. Diese Technik eröffnet die Möglichkeit, komplexe dreidimensionale Formteile mit verschiedenen Strukturen und Oberflächen herzustellen. Thermoformen spielt daher eine wichtige Rolle bei der Anpassung von Faserverbundwerkstoffen an spezifische Designanforderungen.
Die Werkzeugkühlung ist ein entscheidender Faktor, um die Temperatur des Werkzeugs während des Composite Pressens zu kontrollieren. Eine effiziente Kühlung gewährleistet nicht nur die Langlebigkeit des Werkzeugs, sondern auch eine konstante Qualität der hergestellten Verbundteile. Dies ist besonders wichtig, um mögliche Verformungen und unerwünschte Effekte zu minimieren.
Die Einpresstiefe ist ein zentraler Parameter beim Composite Pressen, der die Präzision und Homogenität des Endprodukts beeinflusst. Dieser Begriff bezieht sich auf die Tiefe, mit der das Material in das Presswerkzeug eingebracht wird. Eine präzise Kontrolle der Einpresstiefe ist entscheidend, um sicherzustellen, dass das Material gleichmäßig und in der gewünschten Menge in das Werkzeug gedrückt wird. Dies ist entscheidend für die Qualität und Formstabilität des hergestellten Verbundwerkstoffs.
Harzsysteme, als zentrales Schlüsselwort, spielen eine entscheidende Rolle im gesamten Composite Pressen-Prozess. Die Wahl des geeigneten Harzsystems beeinflusst nicht nur die chemischen Eigenschaften des Endprodukts, sondern auch die Prozesse der Harzimprägnierung und Aushärtung. Eine optimale Abstimmung dieser Parameter ist erforderlich, um die gewünschten mechanischen Eigenschaften im fertigen Verbundwerkstoff zu erreichen.
Die Harzverteilung ist ein weiterer wesentlicher Aspekt beim Composite Pressen. Eine gleichmäßige Verteilung des Harzes über das gesamte Material ist unerlässlich, um eine homogene Struktur und Festigkeit im Endprodukt sicherzustellen. Eine präzise Steuerung der Harzverteilung trägt dazu bei, dass alle Fasern effektiv mit Harz imprägniert werden, was wiederum die Qualität und Leistungsfähigkeit des Verbundmaterials beeinflusst.
Das Presszyklusmanagement ist ein komplexer Prozess beim Composite Pressen, der die genaue Abstimmung von Temperatur, Druck und Zeit umfasst. Ein effizientes Presszyklusmanagement gewährleistet nicht nur eine präzise Formgebung, sondern auch eine optimale Aushärtung und Strukturbildung des Materials. Dieser Aspekt ist entscheidend für die Qualität und Effizienz des gesamten Pressprozesses.
Die Schichtpressstoffe sind spezielle Materialien, die beim Composite Pressen verwendet werden, um Produkte mit spezifischen mechanischen Eigenschaften herzustellen. Diese Materialien bestehen aus mehreren Schichten, die durch Druck und Wärme miteinander verbunden werden. Die Auswahl und Anordnung dieser Schichten beeinflussen maßgeblich die endgültigen Eigenschaften des Verbundwerkstoffs.
Das Thermoformen ist ein wichtiger Schritt beim Composite Pressen, der die Umformung von thermoplastischen Materialien unter Einwirkung von Wärme ermöglicht. Dieser Prozess eröffnet die Möglichkeit, komplexe dreidimensionale Formteile mit verschiedenen Strukturen und Oberflächen herzustellen. Thermoformen spielt daher eine entscheidende Rolle bei der Anpassung von Faserverbundwerkstoffen an spezifische Designanforderungen.
Die Prozesstemperatur ist ein Schlüsselparameter beim Composite Pressen, da sie maßgeblich die thermischen und chemischen Reaktionen zwischen den Fasern und der Harzmatrix beeinflusst. Eine präzise Kontrolle der Temperatur ist entscheidend, um die gewünschten mechanischen Eigenschaften des Verbundwerkstoffs zu erreichen. Dieser Parameter ermöglicht es, den Zustand des Materials gezielt zu steuern und den Umformprozess optimal zu gestalten.
Die Drucklufttechnik ist ein weiterer wichtiger Aspekt beim Composite Pressen, insbesondere wenn es darum geht, Druck und Temperatur in der Umgebung zu kontrollieren. Durch die Anwendung von Druckluft können spezifische Prozessparameter gezielt gesteuert werden, um optimale Ergebnisse bei der Formgebung und Aushärtung der Verbundwerkstoffe zu erzielen.
Die Formung von thermoplastischen Materialien durch Thermoformen ermöglicht die Herstellung einer Vielzahl von Produkten mit unterschiedlichen Formen und Oberflächenstrukturen. Während des Composite Pressens werden die thermoplastischen Materialien durch Wärme geformt, wodurch eine Anpassung an vordefinierte Werkzeugformen möglich ist.
Die Werkzeugkühlung ist ein entscheidender Faktor, um die Temperatur des Werkzeugs während des Composite Pressens zu kontrollieren. Eine effiziente Kühlung gewährleistet nicht nur die Langlebigkeit des Werkzeugs, sondern auch eine konstante Qualität der hergestellten Verbundteile. Dies ist besonders wichtig, um mögliche Verformungen und unerwünschte Effekte zu minimieren.
Insgesamt verdeutlichen diese Schlüsselbegriffe die Komplexität und Präzision, die beim Composite Pressen erforderlich sind. Die gezielte Kontrolle von Temperatur, Druck, und Materialverteilung ist entscheidend, um hochwertige Verbundwerkstoffe mit den gewünschten Eigenschaften herzustellen
Typen von Composite Pressen
Darüber hinaus können Composite-Pressen auch mit automatisierten Systemen ausgestattet werden, die die Effizienz und Geschwindigkeit der Produktion weiter erhöhen können. Automatisierte Systeme können die Materialzufuhr, den Formungsprozess und die Entnahme der fertigen Teile automatisieren, was zu einer schnelleren Produktion und einer Verringerung der menschlichen Fehler führt.
Ein weiterer Vorteil von Composite-Pressen ist ihre Umweltfreundlichkeit. Da sie dazu beitragen, die Produktion von leichten, aber dennoch starken Teilen zu ermöglichen, können sie dazu beitragen, den Kraftstoffverbrauch von Fahrzeugen und Flugzeugen zu reduzieren, was wiederum zu einer Verringerung der Emissionen führt. Darüber hinaus kann durch den Einsatz von Verbundwerkstoffen auch der Bedarf an herkömmlichen Materialien wie Stahl und Aluminium reduziert werden.
Zusammenfassend lässt sich sagen, dass Composite-Pressen eine wichtige Rolle bei der Herstellung von hochwertigen und komplexen Verbundwerkstoffteilen spielen. Sie bieten eine präzise und effektive Methode zur Produktion von Teilen mit hoher Festigkeit und Steifigkeit, während sie gleichzeitig flexibel und umweltfreundlich sind. Die fortlaufende Entwicklung von Composite-Pressen und -technologien wird voraussichtlich zu weiteren Fortschritten in der Herstellung von leichten und dennoch starken Materialien führen.
Anwendung von Composite Pressen
Eine weitere wichtige Anwendung von Composite-Pressen ist die Herstellung von Bauteilen für die Luft- und Raumfahrtindustrie. Die Luftfahrtindustrie ist besonders auf leichte und dennoch robuste Materialien angewiesen, um das Gewicht von Flugzeugen und Raumfahrzeugen zu reduzieren und gleichzeitig die Sicherheit und Langlebigkeit zu gewährleisten. Composite-Pressen ermöglichen die Herstellung von Flugzeugkomponenten wie Flügeln, Rumpfverkleidungen und Triebwerksgehäusen aus leichten, aber dennoch starken Materialien.
Darüber hinaus werden Composite-Pressen auch in der Automobilindustrie eingesetzt. Die Verwendung von Verbundwerkstoffen in der Automobilproduktion kann zu einer erheblichen Reduzierung des Fahrzeuggewichts führen, was wiederum den Kraftstoffverbrauch und damit auch die Emissionen verringern kann. Mit Hilfe von Composite-Pressen können Automobilhersteller Teile wie Karosserieteile, Stoßfänger und Innenraumverkleidungen herstellen.
Neben den genannten Branchen finden Composite-Pressen auch in der Fertigung von Booten, Windkraftanlagen, Sportgeräten und vielen anderen Anwendungen Verwendung.
Zusammenfassend lässt sich sagen, dass Composite-Pressen eine wichtige Rolle bei der Herstellung von leichten, aber dennoch starken Teilen für eine Vielzahl von Branchen spielen. Die Verwendung von Verbundwerkstoffen bietet zahlreiche Vorteile, darunter eine höhere Effizienz, eine bessere Materialauswahl und eine Verringerung des Gewichts, was zu einer Reduzierung des Kraftstoffverbrauchs und der Emissionen beitragen kann.
Beispiele
Es gibt verschiedene Arten von Composite-Pressen, die je nach Anwendungsbereich und Anforderungen eingesetzt werden können. Einige Beispiele sind:
- Warmformpressen: Diese Art von Pressen verwenden Hitze und Druck, um die Materialien zu formen. Warmformpressen werden oft verwendet, um komplexe Formen herzustellen, die hohe Festigkeit und Steifigkeit erfordern.
- Kaltformpressen: Kaltformpressen verwenden Druck allein, um die Materialien zu formen, ohne dass Hitze erforderlich ist. Kaltformpressen werden oft für weniger komplexe Formen und dünnere Teile verwendet.
- Vakuum-Formpressen: Bei dieser Art von Pressen wird ein Vakuum verwendet, um die Luft aus dem Formungsbereich zu entfernen, was dazu beiträgt, die Materialien enger an die Form anzupassen. Vakuum-Formpressen werden oft verwendet, um Teile mit komplexen Formen herzustellen.
- Prepreg-Formpressen: Diese Art von Pressen wird verwendet, um Prepregs zu formen, die bereits mit Harz imprägniert sind. Prepreg-Formpressen bieten eine schnelle und effiziente Methode zur Herstellung von Teilen mit einer hohen Qualität.
- RTM-Pressen: RTM (Resin Transfer Moulding) ist ein Verfahren, bei dem flüssiges Harz in eine geschlossene Form injiziert wird. RTM-Pressen werden oft verwendet, um Teile mit hohen Anforderungen an die Oberflächenqualität und die Maßgenauigkeit herzustellen.
Die Auswahl der richtigen Art von Composite-Presse hängt von verschiedenen Faktoren ab, darunter das zu verarbeitende Material, die gewünschte Form, die erforderliche Qualität und die Produktionsanforderungen.
Insgesamt sind Composite-Pressen eine wichtige Technologie bei der Herstellung von leichten und dennoch starken Teilen für eine Vielzahl von Branchen. Sie bieten eine präzise und effektive Methode zur Herstellung von Teilen mit hoher Festigkeit und Steifigkeit, während sie gleichzeitig flexibel und umweltfreundlich sind. Die fortlaufende Entwicklung von Composite-Pressen und -technologien wird voraussichtlich zu weiteren Fortschritten in der Herstellung von leichten und dennoch starken Materialien führen.
Verbundwerkstoffe:
Verbundwerkstoffe sind Materialien, die aus der Kombination verschiedener Bestandteile hergestellt werden, um synergistische Eigenschaften zu erzielen, die über die einzelnen Bestandteile hinausgehen. Ein typischer Verbundwerkstoff besteht aus einer Matrix und Verstärkungsfasern. Die Matrix ist das Bindemittel, das die Fasern zusammenhält und ihnen Form und Struktur verleiht. Die Verstärkungsfasern sind die Hauptkomponente, die dem Verbundwerkstoff seine mechanischen Eigenschaften verleiht.
Es gibt verschiedene Arten von Verbundwerkstoffen, darunter faserverstärkte Kunststoffe (FVK), Metallmatrix-Verbundwerkstoffe (MMC) und Keramikmatrix-Verbundwerkstoffe (CMC). FVK sind besonders beliebt und bestehen aus Fasern wie Kohlenstoff, Glas oder Aramid, die in eine Polymermatrix eingebettet sind. Diese Materialien sind bekannt für ihre hohe Festigkeit bei gleichzeitiger Leichtigkeit, was sie ideal für Anwendungen im Automobilbau, in der Luft- und Raumfahrt sowie im Bauwesen macht.
Die Herstellung von Verbundwerkstoffen beinhaltet typischerweise Prozesse wie Laminierung, Infusion, Autoklavierung oder Spritzgießen, abhängig von den spezifischen Anforderungen des Endprodukts. Verbundwerkstoffe bieten eine Vielzahl von Vorteilen, darunter hohe Festigkeit bei geringem Gewicht, Korrosionsbeständigkeit, Ermüdungsbeständigkeit und die Möglichkeit, komplexe Formen herzustellen.
Aufgrund ihrer vielseitigen Eigenschaften und Anwendungsmöglichkeiten werden Verbundwerkstoffe zunehmend in einer Vielzahl von Branchen eingesetzt und spielen eine wichtige Rolle bei der Entwicklung leichter, stärkerer und effizienterer Produkte für die Zukunft.
Faserverstärkte Kunststoffe (FVK):
Faserverstärkte Kunststoffe (FVK) sind eine Klasse von Verbundwerkstoffen, die aus einer Kombination von Verstärkungsfasern und einer Polymermatrix bestehen. Diese Materialien zeichnen sich durch ihre hohe Festigkeit bei relativ geringem Gewicht aus und finden daher breite Anwendung in verschiedenen Industriezweigen, darunter Luft- und Raumfahrt, Automobilbau, Bauwesen, Sportgeräte und vieles mehr.
Die Verstärkungsfasern in FVK können aus verschiedenen Materialien wie Kohlenstoff, Glas oder Aramid bestehen. Diese Fasern sind in der Regel lang und dünn und werden in einer bestimmten Anordnung in die Polymermatrix eingebettet. Die Polymermatrix dient als Bindemittel, das die Fasern zusammenhält und ihnen Struktur verleiht.
Die Wahl der Fasern und der Polymermatrix hängt von den spezifischen Anforderungen der Anwendung ab. Kohlenstofffasern bieten beispielsweise eine hervorragende Festigkeit und Steifigkeit, eignen sich jedoch nicht für Anwendungen, die eine hohe Schlagfestigkeit erfordern. Glasfasern sind kostengünstiger und bieten eine gute Schlagfestigkeit, haben jedoch eine geringere Festigkeit und Steifigkeit im Vergleich zu Kohlenstofffasern.
Die Herstellung von FVK umfasst typischerweise Verfahren wie Prepreg-Laminierung, Vakuuminfusion oder Spritzgießen. Diese Prozesse ermöglichen es, komplexe Formen herzustellen und die Fasern gleichmäßig in der Matrix zu verteilen, was zu einem hochwertigen Endprodukt führt.
FVK bieten eine Vielzahl von Vorteilen, darunter hohe Festigkeit bei geringem Gewicht, Korrosionsbeständigkeit, Designflexibilität und die Möglichkeit, maßgeschneiderte Eigenschaften für spezifische Anwendungen zu erzielen. Durch kontinuierliche Forschung und Entwicklung werden FVK weiterhin optimiert und finden in immer mehr Anwendungen Verwendung, da die Industrie bestrebt ist, leichtere, stärkere und effizientere Produkte zu entwickeln.
Composite-Materialien:
Composite-Materialien sind eine vielseitige Klasse von Werkstoffen, die aus der Kombination von zwei oder mehr verschiedenen Materialien bestehen, um synergistische Eigenschaften zu erzielen. Diese Materialien bestehen typischerweise aus einer Matrixphase, die das Grundgerüst bildet, und einer Verstärkungsphase, die dem Composite spezifische Eigenschaften verleiht.
Die Matrixphase kann aus einer Vielzahl von Materialien bestehen, darunter Polymere, Metalle, Keramiken oder Verbundwerkstoffe. Sie dient dazu, die Verstärkungsphase zu binden und strukturelle Integrität zu bieten. Die Verstärkungsphase besteht häufig aus Fasern, Partikeln oder Füllstoffen und trägt zur Festigkeit, Steifigkeit oder anderen spezifischen Eigenschaften des Composite-Materials bei.
Composite-Materialien bieten eine breite Palette von Vorteilen, darunter hohe Festigkeit bei geringem Gewicht, Korrosionsbeständigkeit, Designflexibilität, thermische und elektrische Isolierung sowie die Möglichkeit, maßgeschneiderte Eigenschaften für spezifische Anwendungen zu erzielen.
Diese Materialien finden in einer Vielzahl von Branchen Anwendung, darunter Luft- und Raumfahrt, Automobilbau, Bauwesen, Sportgeräte, medizinische Geräte und vieles mehr. Beispiele für Composite-Materialien sind faserverstärkte Kunststoffe (FVK), Metallmatrix-Verbundwerkstoffe (MMC), Keramikmatrix-Verbundwerkstoffe (CMC) und hybride Verbundwerkstoffe.
Die Entwicklung von Composite-Materialien geht kontinuierlich voran, da die Industrie bestrebt ist, leichtere, stärkere und effizientere Materialien für eine Vielzahl von Anwendungen zu entwickeln. Neue Herstellungsverfahren, Materialkombinationen und Designkonzepte tragen dazu bei, die Leistungsfähigkeit und Vielseitigkeit von Composite-Materialien weiter zu verbessern.
Pressen:
Das Pressen ist ein Fertigungsverfahren, bei dem Materialien unter Druck und Temperatur geformt werden, um eine gewünschte Form oder Struktur zu erhalten. Es ist ein weit verbreitetes Verfahren in verschiedenen Industriezweigen und wird häufig zur Herstellung von Verbundwerkstoffen, Metallteilen, Kunststoffteilen und anderen Produkten eingesetzt.
Im Bereich der Verbundwerkstoffe wird das Pressen oft verwendet, um Prepregs oder vorgeformte Lagen aus Verbundmaterialien zu einem festen Bauteil zu verbinden. Es gibt verschiedene Arten von Pressverfahren, darunter Warmpressen und Heißpressen. Beim Warmpressen werden die Materialien unter mäßiger Temperatur und Druck zusammengepresst, während beim Heißpressen höhere Temperaturen verwendet werden, um eine schnellere Aushärtung der Materialien zu ermöglichen.
Die Wahl des Pressverfahrens hängt von den spezifischen Anforderungen des Endprodukts ab, einschließlich der Materialzusammensetzung, der gewünschten Materialeigenschaften und der Produktionsanforderungen. Pressen können in hydraulischen, mechanischen oder pneumatischen Pressen durchgeführt werden, die je nach Anwendung und Skalierung variieren.
Pressen bieten eine effiziente Möglichkeit, komplexe Formen herzustellen und eine gleichmäßige Verteilung der Materialien zu gewährleisten. Es ist ein wichtiger Schritt in der Fertigung von Verbundwerkstoffen und trägt dazu bei, hochwertige und zuverlässige Produkte herzustellen.
Insgesamt ist das Pressen ein vielseitiges Fertigungsverfahren, das in einer Vielzahl von Anwendungen eingesetzt wird und wesentlich zur Herstellung von hochwertigen Produkten in verschiedenen Branchen beiträgt.
Herstellungstechniken:
Die Herstellungstechniken umfassen eine breite Palette von Verfahren und Prozessen, die verwendet werden, um Produkte herzustellen oder zu fertigen. In Bezug auf Verbundwerkstoffe spielen Herstellungstechniken eine entscheidende Rolle bei der Umsetzung von Designkonzepten in realisierbare Bauteile oder Strukturen. Hier sind einige der gängigen Herstellungstechniken für Verbundwerkstoffe:
- Laminierung: Dies ist ein Prozess, bei dem mehrere Lagen von Verbundmaterialien, wie Prepregs (vorimprägnierte Fasermatten), mit Klebstoffen oder Harzen zusammengeklebt werden, um eine bestimmte Form zu erhalten. Diese Methode ermöglicht die Herstellung von flachen oder gekrümmten Bauteilen mit kontrollierter Faserausrichtung.
- Vakuuminfusion: Bei diesem Verfahren wird eine Form mit trockenen Verstärkungsmaterialien in eine Vakuumkammer gelegt und mit flüssigem Harz infiltriert. Das Vakuum entfernt Luftblasen und ermöglicht eine gleichmäßige Verteilung des Harzes im Verbundmaterial.
- Autoklavierung: Dies ist ein Prozess, bei dem das Verbundmaterial unter hohem Druck und hoher Temperatur in einem Autoklaven ausgehärtet wird. Dies führt zu einer dichten und gleichmäßigen Struktur des Endprodukts mit verbesserten mechanischen Eigenschaften.
- Spritzgießen: Dies ist ein Verfahren, bei dem geschmolzene Kunststoffe in eine Form eingespritzt werden, die Verstärkungsfasern enthält. Nach dem Abkühlen entsteht ein fester Verbundwerkstoff mit komplexen Formen und einer gleichmäßigen Verteilung der Fasern.
- Pultrusion: Bei diesem kontinuierlichen Fertigungsverfahren werden Faserverstärkungen durch eine Harzmatrix gezogen und anschließend in einer Form ausgehärtet. Dies ermöglicht die Herstellung von langen, kontinuierlichen Profilen mit gleichmäßiger Faserorientierung.
- Pressen: Wie bereits erwähnt, wird beim Pressen Material unter Druck und Temperatur geformt, um eine gewünschte Form oder Struktur zu erhalten. Dies kann sowohl für thermoplastische als auch für duroplastische Verbundwerkstoffe verwendet werden.
Diese Herstellungstechniken bieten verschiedene Vor- und Nachteile hinsichtlich Kosten, Komplexität, Produktionsgeschwindigkeit und Eignung für bestimmte Anwendungen. Die Auswahl der geeigneten Herstellungstechnik hängt von den spezifischen Anforderungen des Endprodukts sowie von wirtschaftlichen und technischen Faktoren ab.
Composite-Materialien:
Composite-Materialien sind eine vielseitige Klasse von Werkstoffen, die aus der Kombination von zwei oder mehr verschiedenen Materialien bestehen, um synergistische Eigenschaften zu erzielen. Diese Materialien bestehen typischerweise aus einer Matrixphase, die das Grundgerüst bildet, und einer Verstärkungsphase, die dem Composite spezifische Eigenschaften verleiht.
Die Matrixphase kann aus einer Vielzahl von Materialien bestehen, darunter Polymere, Metalle, Keramiken oder Verbundwerkstoffe. Sie dient dazu, die Verstärkungsphase zu binden und strukturelle Integrität zu bieten. Die Verstärkungsphase besteht häufig aus Fasern, Partikeln oder Füllstoffen und trägt zur Festigkeit, Steifigkeit oder anderen spezifischen Eigenschaften des Composite-Materials bei.
Composite-Materialien bieten eine breite Palette von Vorteilen, darunter hohe Festigkeit bei geringem Gewicht, Korrosionsbeständigkeit, Designflexibilität, thermische und elektrische Isolierung sowie die Möglichkeit, maßgeschneiderte Eigenschaften für spezifische Anwendungen zu erzielen.
Diese Materialien finden in einer Vielzahl von Branchen Anwendung, darunter Luft- und Raumfahrt, Automobilbau, Bauwesen, Sportgeräte, medizinische Geräte und vieles mehr. Beispiele für Composite-Materialien sind faserverstärkte Kunststoffe (FVK), Metallmatrix-Verbundwerkstoffe (MMC), Keramikmatrix-Verbundwerkstoffe (CMC) und hybride Verbundwerkstoffe.
Die Entwicklung von Composite-Materialien geht kontinuierlich voran, da die Industrie bestrebt ist, leichtere, stärkere und effizientere Materialien für eine Vielzahl von Anwendungen zu entwickeln. Neue Herstellungsverfahren, Materialkombinationen und Designkonzepte tragen dazu bei, die Leistungsfähigkeit und Vielseitigkeit von Composite-Materialien weiter zu verbessern.
Harze:
Harze sind eine wichtige Komponente von Verbundwerkstoffen und spielen eine entscheidende Rolle bei der Herstellung von Faserverbundwerkstoffen (FVK). Diese Materialien dienen als Matrix, die die Verstärkungsfasern zusammenhält und dem Verbundwerkstoff seine Form und Struktur verleiht.
Es gibt verschiedene Arten von Harzen, die in der Fertigung von Verbundwerkstoffen verwendet werden, darunter Epoxidharze, Polyesterharze, Vinylesterharze und Phenolharze. Jedes dieser Harze hat spezifische Eigenschaften und Anwendungen.
- Epoxidharze: Diese Harze zeichnen sich durch ihre hohe Festigkeit, Härte und Klebkraft aus. Sie härtet bei Raumtemperatur oder bei erhöhter Temperatur aus und bietet eine ausgezeichnete chemische Beständigkeit. Epoxidharze werden häufig in hochfesten Anwendungen wie Luft- und Raumfahrt, Windenergie und Automobilbau eingesetzt.
- Polyesterharze: Diese Harze sind kostengünstig, leicht zu verarbeiten und bieten eine gute Beständigkeit gegenüber UV-Strahlung und Wasser. Sie werden häufig in Anwendungen wie Bootsbau, Automobilteilen und Konsumgütern verwendet.
- Vinylesterharze: Vinylesterharze bieten eine verbesserte chemische Beständigkeit im Vergleich zu Polyesterharzen und werden häufig in Anwendungen verwendet, die eine hohe Beständigkeit gegen Chemikalien erfordern, wie beispielsweise in der chemischen Industrie oder in Lagertanks.
- Phenolharze: Diese Harze bieten eine ausgezeichnete Temperaturbeständigkeit und werden häufig in Hochtemperaturanwendungen wie der Luft- und Raumfahrt oder in der Elektronikindustrie eingesetzt.
Die Wahl des Harzsystems hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich mechanischer Eigenschaften, chemischer Beständigkeit, Aushärtezeit und Kosten. Durch die Kombination von Harzen mit verschiedenen Verstärkungsmaterialien können Verbundwerkstoffe mit einer Vielzahl von Eigenschaften hergestellt werden, die den Anforderungen einer breiten Palette von Anwendungen gerecht werden.
Fasern:
Fasern sind eine der Hauptkomponenten von Verbundwerkstoffen und spielen eine entscheidende Rolle bei der Bestimmung ihrer mechanischen Eigenschaften. Diese Materialien sind lang, dünn und haben eine hohe Festigkeit in Richtung ihrer Längsachse. Es gibt verschiedene Arten von Fasern, die in Verbundwerkstoffen verwendet werden, darunter Kohlenstofffasern, Glasfasern, Aramidfasern und Naturfasern.
- Kohlenstofffasern: Diese Fasern bestehen aus Kohlenstoffatomen und zeichnen sich durch ihre hohe Festigkeit, Steifigkeit und geringes Gewicht aus. Sie werden häufig in Anwendungen eingesetzt, die eine hohe Leistung und Festigkeit erfordern, wie beispielsweise in der Luft- und Raumfahrt, im Motorsport und im Sportgerätebau.
- Glasfasern: Diese Fasern bestehen aus geschmolzenem Glas und sind kostengünstig, leicht und haben eine gute Korrosionsbeständigkeit. Sie werden häufig in Anwendungen verwendet, die eine gute Festigkeit und Steifigkeit bei gleichzeitig niedrigen Kosten erfordern, wie beispielsweise in Booten, Automobilteilen und Konsumgütern.
- Aramidfasern: Diese Fasern bestehen aus synthetischen Polymeren und zeichnen sich durch ihre hohe Festigkeit, Zähigkeit und Beständigkeit gegenüber Chemikalien aus. Sie werden häufig in Anwendungen eingesetzt, die eine hohe Schlagfestigkeit und Energieabsorption erfordern, wie beispielsweise in schusssicheren Westen, Schutzhelmen und Flugzeugstrukturen.
- Naturfasern: Diese Fasern werden aus natürlichen Quellen wie Pflanzen, Tieren oder Mineralien gewonnen und zeichnen sich durch ihre Nachhaltigkeit und Biokompatibilität aus. Sie werden zunehmend in Anwendungen eingesetzt, die eine umweltfreundliche Alternative zu synthetischen Fasern erfordern, wie beispielsweise in der Bauindustrie, in Möbeln und in der Verpackungsindustrie.
Die Auswahl der geeigneten Fasern hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich mechanischer Eigenschaften, Kosten, Umweltverträglichkeit und Designanforderungen. Durch die Kombination verschiedener Fasertypen können Verbundwerkstoffe mit einer breiten Palette von Eigenschaften hergestellt werden, die den Anforderungen verschiedener Anwendungen gerecht werden.
Kohlenstofffasern:
Kohlenstofffasern sind eine Art von Verstärkungsfasern, die in der Herstellung von Verbundwerkstoffen weit verbreitet sind. Sie bestehen aus langen, dünnen Kohlenstoffsträngen, die durch Pyrolyse von organischen Vorläufermaterialien wie Polyacrylnitril (PAN), Rayon oder Pitch hergestellt werden.
Diese Fasern zeichnen sich durch ihre außergewöhnlichen mechanischen Eigenschaften aus, darunter eine hohe Festigkeit, Steifigkeit und geringes Gewicht. Kohlenstofffasern haben im Vergleich zu anderen Verstärkungsmaterialien wie Glasfasern eine deutlich höhere Festigkeit und Steifigkeit. Dies macht sie zu einer bevorzugten Wahl für Anwendungen, die hohe Leistung und Festigkeit erfordern, wie zum Beispiel in der Luft- und Raumfahrt, im Motorsport, im Sportgerätebau und in der Militärtechnik.
Die Herstellung von Kohlenstofffasern umfasst mehrere Schritte, darunter die Oxidation und Carbonisierung des Vorläufermaterials sowie die Graphitisierung bei extrem hohen Temperaturen. Dieser Prozess führt zu einer kristallinen Struktur mit ausgezeichneten mechanischen Eigenschaften.
Kohlenstofffasern sind in verschiedenen Ausführungen erhältlich, darunter Standard-Modulfasern mit mittlerer Festigkeit und Steifigkeit sowie Hochmodulfasern mit extrem hoher Festigkeit und Steifigkeit. Die Wahl des Fasertyps hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich Festigkeit, Steifigkeit, Gewicht und Kosten.
Obwohl Kohlenstofffasern viele Vorteile bieten, haben sie auch einige Nachteile, darunter hohe Herstellungskosten, Anfälligkeit für Delamination und Empfindlichkeit gegenüber Quetsch- und Schlagbelastungen. Dennoch bleiben sie aufgrund ihrer herausragenden Leistung und Vielseitigkeit eine wichtige Komponente in der Herstellung hochwertiger Verbundwerkstoffe.
Glasfasern:
Glasfasern sind eine Art von Verstärkungsfasern, die häufig in der Herstellung von Verbundwerkstoffen verwendet werden. Sie bestehen aus dünnen Strängen geschmolzenen Glases, die durch ein Spinnverfahren hergestellt werden. Diese Fasern zeichnen sich durch ihre hohe Festigkeit, Steifigkeit und chemische Beständigkeit aus.
Glasfasern werden in verschiedenen Branchen und Anwendungen eingesetzt, darunter Automobilbau, Luft- und Raumfahrt, Bauwesen, Windenergie, Elektronik und Sportgeräte. Sie bieten eine kostengünstige Lösung für Anwendungen, die eine gute Festigkeit und Steifigkeit erfordern, aber keine extremen Leistungsanforderungen haben.
Es gibt verschiedene Arten von Glasfasern, die sich in ihrer Zusammensetzung und ihren Eigenschaften unterscheiden. Beispielsweise können E-Glasfasern (elektrisches Glas) eine hohe elektrische Isolierung bieten, während S-Glasfasern (stärkeres Glas) eine höhere Festigkeit und Steifigkeit aufweisen.
Die Herstellung von Glasfasern umfasst mehrere Schritte, darunter das Schmelzen von Glasrohstoffen bei sehr hohen Temperaturen, das Spinnen der geschmolzenen Glasmasse zu dünnen Fäden und das Aufwickeln oder Schneiden der Fasern zu bestimmten Längen. Anschließend können die Glasfasern zu Geweben, Matten oder Gelegen weiterverarbeitet werden, die als Verstärkungsstrukturen in Verbundwerkstoffen verwendet werden.
Obwohl Glasfasern viele Vorteile bieten, wie zum Beispiel ihre Festigkeit, Steifigkeit und Korrosionsbeständigkeit, haben sie auch einige Nachteile. Dazu gehören eine begrenzte Beständigkeit gegenüber hohen Temperaturen und eine geringere Festigkeit im Vergleich zu anderen Verstärkungsmaterialien wie Kohlenstofffasern. Dennoch bleiben Glasfasern eine beliebte Wahl für eine Vielzahl von Anwendungen, insbesondere dort, wo eine kostengünstige Lösung gefragt ist.
Aramidfasern:
Aramidfasern sind eine spezielle Art von synthetischen Fasern, die aufgrund ihrer außergewöhnlichen Festigkeit, Zähigkeit und Beständigkeit gegenüber Hitze und Chemikalien in verschiedenen technischen Anwendungen weit verbreitet sind. Der Name „Aramid“ leitet sich von „aromatischen Polyamiden“ ab, aus denen diese Fasern hergestellt werden.
Die bekannteste Marke für Aramidfasern ist Kevlar®, die von der Firma DuPont entwickelt wurde. Kevlar® ist eine extrem feste und zähe Faser, die eine hohe Schlagfestigkeit aufweist und gleichzeitig leicht ist. Aufgrund dieser Eigenschaften wird Kevlar® häufig in Anwendungen eingesetzt, die eine hohe Schutzwirkung erfordern, wie zum Beispiel schusssichere Westen, Helme, Schnittschutzkleidung und Panzerungen.
Ein weiteres bekanntes Aramidmaterial ist Nomex®, das ebenfalls von DuPont hergestellt wird. Nomex® zeichnet sich durch seine hervorragende Hitzebeständigkeit aus und wird daher häufig in Anwendungen verwendet, die hohe Temperaturen aushalten müssen, wie beispielsweise Schutzkleidung für Feuerwehrleute, Isolationsmaterialien für Elektroanlagen und Luftfahrtanwendungen.
Die Herstellung von Aramidfasern erfolgt durch eine komplexe chemische Reaktion, bei der aromatische Diamine und aromatische Dicarbonsäuren miteinander verbunden werden, um lange, lineare Polymerketten zu bilden. Diese Polymerketten werden dann zu Fasern gesponnen und weiter zu Geweben, Bändern oder Filamenten verarbeitet, die in verschiedenen Anwendungen eingesetzt werden können.
Aramidfasern bieten eine einzigartige Kombination von Eigenschaften, darunter hohe Festigkeit, Zähigkeit, Hitzebeständigkeit und Chemikalienbeständigkeit. Obwohl sie teurer sind als andere Verstärkungsmaterialien wie Glasfasern, sind Aramidfasern aufgrund ihrer herausragenden Leistung in bestimmten Anwendungen unverzichtbar.
Pressformen:
Pressformen, auch bekannt als Formen oder Werkzeuge, sind Geräte oder Vorrichtungen, die verwendet werden, um Materialien unter Druck und Temperatur zu formen und eine gewünschte Form oder Struktur zu erhalten. Diese Formen spielen eine entscheidende Rolle bei der Herstellung von Verbundwerkstoffen und anderen Materialien.
Im Bereich der Verbundwerkstoffe werden Pressformen verwendet, um Prepregs oder vorgeformte Lagen von Verbundmaterialien in die gewünschte Form zu bringen und zu fixieren. Die Pressformen bestehen normalerweise aus zwei oder mehr Teilen, die zusammengefügt werden können, um das Material zu umschließen und unter Druck zu setzen.
Es gibt verschiedene Arten von Pressformen, darunter:
- Offene Pressformen: Diese Formen bestehen aus zwei separaten Hälften, die das Material umschließen und zusammengepresst werden, um die Form zu erstellen. Sie sind einfach zu bedienen und eignen sich gut für flache oder einfache Bauteile.
- Geschlossene Pressformen: Diese Formen umschließen das Material vollständig und bieten eine genauere Kontrolle über den Druck und die Temperatur während des Pressvorgangs. Sie werden häufig für komplexe oder hochpräzise Bauteile verwendet.
- Vakuumformen: Bei diesem Verfahren wird das Material in eine Form gelegt, die mit einer Vakuumkammer verbunden ist. Das Vakuum wird erzeugt, um das Material gegen die Form zu drücken und Luftblasen zu entfernen, bevor es unter Druck und Temperatur ausgehärtet wird.
- Autoklavenformen: Diese Formen werden in einem Autoklaven verwendet, um das Material unter Druck und Temperatur auszuhärten. Sie bieten eine gleichmäßige Verteilung von Druck und Temperatur über das gesamte Bauteil und sind besonders gut geeignet für hochwertige Anwendungen mit strengen Toleranzen.
Die Wahl der geeigneten Pressform hängt von verschiedenen Faktoren ab, einschließlich der Komplexität des Bauteils, der benötigten Genauigkeit, der Materialzusammensetzung und der Produktionsanforderungen. Durch die Verwendung von hochwertigen Pressformen und präzisen Herstellungsverfahren können hochwertige Verbundwerkstoffe mit konsistenter Qualität hergestellt werden.
Schichtaufbau:
Der Schichtaufbau ist ein entscheidender Aspekt bei der Herstellung von Verbundwerkstoffen und bezieht sich auf die Anordnung der einzelnen Materialschichten, aus denen der Verbundwerkstoff besteht. Durch die gezielte Anordnung verschiedener Materialien können spezifische mechanische, thermische, elektrische und chemische Eigenschaften erzielt werden, um den Anforderungen einer bestimmten Anwendung gerecht zu werden.
Typischerweise bestehen Verbundwerkstoffe aus mehreren Schichten, die abwechselnd aus Verstärkungsfasern und einer Matrix bestehen. Die Verstärkungsfasern, wie z.B. Kohlenstofffasern, Glasfasern oder Aramidfasern, sind für die Festigkeit und Steifigkeit des Verbundwerkstoffs verantwortlich, während die Matrix, die aus einem Harz oder einer anderen polymeren Substanz besteht, die Fasern zusammenhält und ihnen Form gibt.
Der Schichtaufbau kann je nach den spezifischen Anforderungen der Anwendung und den gewünschten Eigenschaften des Endprodukts variieren. Einige gängige Schichtaufbaukonfigurationen sind:
- Unidirektional (UD): Bei dieser Konfiguration sind die Verstärkungsfasern in einer Richtung ausgerichtet, was zu einer hohen Festigkeit in dieser Richtung führt. UD-Schichten werden häufig für Bauteile verwendet, die hauptsächlich einer Zug- oder Druckbelastung ausgesetzt sind.
- Bidirektional (BD) oder Biaxial: Hier sind die Verstärkungsfasern in zwei Richtungen ausgerichtet, um eine gleichmäßige Festigkeit in beiden Richtungen zu erzielen. Diese Konfiguration wird häufig für Bauteile verwendet, die sowohl Zug- als auch Druckbelastungen ausgesetzt sind.
- Multiaxial: Diese Konfiguration umfasst Verstärkungsfasern, die in mehr als zwei Richtungen angeordnet sind, um eine verbesserte Festigkeit und Steifigkeit in allen Richtungen zu erreichen. Multiaxiale Schichten werden oft in hochbelasteten Strukturen wie Flugzeugflügeln oder Rennwagenchassis eingesetzt.
- Winkelorientiert: Hier sind die Verstärkungsfasern in einem bestimmten Winkel zur Längsachse des Bauteils angeordnet, um spezifische Biege- oder Torsionsbelastungen zu berücksichtigen.
Der Schichtaufbau ist ein wichtiger Aspekt bei der Konstruktion von Verbundwerkstoffen, da er direkt die mechanischen Eigenschaften, die Steifigkeit, die Festigkeit und andere Leistungsmerkmale des Endprodukts beeinflusst. Durch die Optimierung des Schichtaufbaus können Verbundwerkstoffe mit maßgeschneiderten Eigenschaften hergestellt werden, die den Anforderungen einer bestimmten Anwendung gerecht werden.
Faserorientierung:
Die Faserorientierung bezieht sich auf die Ausrichtung der Verstärkungsfasern innerhalb eines Verbundwerkstoffs und hat einen signifikanten Einfluss auf dessen mechanische Eigenschaften. Die Art und Weise, wie die Fasern angeordnet sind, bestimmt die Festigkeit, Steifigkeit, Zähigkeit und andere wichtige Eigenschaften des Materials. Hier sind einige gängige Arten von Faserorientierungen:
- Unidirektional (UD): Bei dieser Orientierung sind die Fasern in einer Richtung parallel zueinander ausgerichtet. Dies führt zu einer hohen Festigkeit und Steifigkeit entlang dieser Richtung, was sie ideal für Bauteile macht, die hauptsächlich einer Zug- oder Druckbelastung ausgesetzt sind.
- Bidirektional (BD) oder Biaxial: Hier sind die Fasern in zwei Richtungen ausgerichtet, was zu einer gleichmäßigen Festigkeit in beiden Richtungen führt. Dies bietet eine verbesserte Steifigkeit und Zähigkeit und eignet sich gut für Bauteile, die sowohl Zug- als auch Druckbelastungen erfahren.
- Multiaxial: Diese Orientierung umfasst Fasern, die in mehr als zwei Richtungen angeordnet sind. Sie bieten eine verbesserte Festigkeit und Steifigkeit in allen Richtungen und sind ideal für hochbelastete Strukturen, die komplexen Belastungen ausgesetzt sind.
- Winkelorientiert: Hier sind die Fasern in einem bestimmten Winkel zur Längsachse des Bauteils angeordnet, um spezifische Biege- oder Torsionsbelastungen zu berücksichtigen. Diese Orientierung bietet eine verbesserte Leistung in Bezug auf Biegefestigkeit und Torsionssteifigkeit.
Die Wahl der Faserorientierung hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich der Belastungsrichtungen, der gewünschten mechanischen Eigenschaften und der Konstruktionsanforderungen. Durch die gezielte Anordnung der Fasern können Verbundwerkstoffe mit maßgeschneiderten Eigenschaften hergestellt werden, die den Anforderungen einer bestimmten Anwendung gerecht werden.
Infusionstechnik:
Die Infusionstechnik ist ein Fertigungsverfahren zur Herstellung von Verbundwerkstoffen, bei dem flüssiges Harz in eine vorbereitete Form eingebracht wird, um die Verstärkungsfasern zu imprägnieren und das Bauteil herzustellen. Diese Methode ermöglicht eine gleichmäßige Verteilung des Harzes und eine vollständige Benetzung der Verstärkungsfasern, was zu hochwertigen und konsistenten Verbundwerkstoffen führt.
Der Prozess der Infusionstechnik umfasst mehrere Schritte:
- Vorbereitung der Form: Die Form, auch bekannt als Negativform oder Negativ, wird vorbereitet, um die gewünschte Form des Endprodukts zu erzeugen. Dies kann durch die Verwendung von Trennmitteln oder Beschichtungen erfolgen, um eine einfache Trennung des fertigen Bauteils von der Form zu ermöglichen.
- Platzierung der Verstärkungsfasern: Die Verstärkungsfasern, oft in Form von Geweben, Matten oder Gelegen, werden in die Form eingelegt und in die gewünschte Anordnung gebracht. Die Faserorientierung und -anordnung können je nach den Anforderungen der Anwendung variieren.
- Herstellung des Infusionswegs: Ein Infusionsweg, auch als Verteilernetz oder Vakuumleitung bezeichnet, wird über die Verstärkungsfasern gelegt, um das Harz gleichmäßig zu verteilen und Luftblasen zu entfernen. Dieser Infusionsweg dient als Kanal, durch den das Harz in die Form gelangt.
- Infusion des Harzes: Das flüssige Harz wird in einen Behälter gegeben und über den Infusionsweg in die Form eingeführt. Unter Vakuum wird das Harz durch die Verstärkungsfasern gesaugt, wodurch eine gleichmäßige Imprägnierung und Verteilung erreicht wird.
- Aushärtung des Bauteils: Nachdem das Harz die Verstärkungsfasern vollständig imprägniert hat, wird das Bauteil in der Form belassen, um auszuhärten und seine endgültige Festigkeit zu erreichen. Die Aushärtezeit und -temperatur variieren je nach Harzsystem und Herstellungsprozess.
Die Infusionstechnik bietet mehrere Vorteile, darunter eine verbesserte Harzverteilung, minimale Harzverluste, geringere Emissionen von flüchtigen organischen Verbindungen (VOCs) und die Möglichkeit, komplexe Formen herzustellen. Sie wird häufig in der Luft- und Raumfahrt, im Windenergiebereich, im Bootsbau und in anderen Branchen eingesetzt, die hochwertige Verbundwerkstoffe erfordern.
Prepregs:
Prepregs sind vorimprägnierte Verstärkungsmaterialien, die bereits mit einem Harzsystem getränkt sind und zur Herstellung von Verbundwerkstoffen verwendet werden. Der Begriff „Prepreg“ leitet sich von „pre-impregnated“ ab, was bedeutet, dass die Verstärkungsfasern bereits mit einem Harz imprägniert sind, bevor sie zur Weiterverarbeitung verwendet werden.
Die Herstellung von Prepregs erfolgt in mehreren Schritten:
- Imprägnierung der Verstärkungsfasern: Die Verstärkungsfasern, wie z. B. Kohlenstofffasern, Glasfasern oder Aramidfasern, werden in eine Harzmatrix getaucht oder durch eine Harzbeschichtung gezogen, um sie vollständig zu imprägnieren. Diese Imprägnierung erfolgt in einer kontrollierten Umgebung, um eine gleichmäßige Verteilung des Harzes sicherzustellen.
- Trocknung oder Aushärtung: Nach der Imprägnierung werden die Prepregs getrocknet oder ausgehärtet, um das Harz zu aktivieren und eine teilweise Vernetzung zu ermöglichen. Dieser Schritt ist entscheidend, um sicherzustellen, dass das Harz während der Lagerung nicht aushärtet und die Prepregs handhabbar bleiben.
- Schneiden und Verpacken: Die vorimprägnierten Verstärkungsmaterialien werden in geeignete Längen oder Formate geschnitten und anschließend in spezielle Verpackungen oder Rollen verpackt, um sie vor äußeren Einflüssen wie Feuchtigkeit und Verschmutzung zu schützen.
Prepregs bieten mehrere Vorteile gegenüber anderen Herstellungsmethoden für Verbundwerkstoffe:
- Präzise Harzdosierung: Durch die vorimprägnierte Natur der Prepregs wird eine präzise Dosierung des Harzes gewährleistet, was zu einer gleichmäßigen Verteilung und Qualität des Verbundmaterials führt.
- Längere Lagerfähigkeit: Da das Harz bereits in den Verstärkungsfasern enthalten ist, bleiben Prepregs während der Lagerung stabil und können über längere Zeiträume hinweg gelagert werden, ohne dass das Harz aushärtet.
- Bessere Arbeitsbedingungen: Da Prepregs bereits mit Harz imprägniert sind, entfällt der Bedarf an manueller Harzapplikation während des Fertigungsprozesses, was die Arbeitsbedingungen verbessert und die Handhabung erleichtert.
Prepregs werden in einer Vielzahl von Anwendungen eingesetzt, darunter Luft- und Raumfahrt, Automobilbau, Sportgeräte, Windenergie und viele andere, die hochwertige und leistungsstarke Verbundwerkstoffe erfordern.
Aushärten:
Das Aushärten ist ein entscheidender Schritt im Herstellungsprozess von Verbundwerkstoffen, bei dem das Harz im Material zu einer festen und stabilen Struktur ausgehärtet wird. Dieser Prozess verleiht dem Verbundwerkstoff seine endgültigen mechanischen Eigenschaften und macht ihn bereit für den Einsatz in verschiedenen Anwendungen.
Das Aushärten erfolgt in der Regel durch chemische Reaktionen oder physikalische Prozesse, die das Harz dazu bringen, zu polymerisieren oder zu vernetzen und somit eine dauerhafte Bindung zwischen den Molekülen zu bilden. Je nach Harzsystem und Herstellungsprozess kann das Aushärten bei Raumtemperatur oder unter erhöhten Temperaturen erfolgen.
Es gibt verschiedene Methoden zum Aushärten von Verbundwerkstoffen:
- Raumtemperaturaushärtung: Einige Harzsysteme können bei Raumtemperatur aushärten, indem sie mit einem Katalysator oder Härter aktiviert werden. Diese Methode ist einfach und erfordert keine spezielle Ausrüstung, eignet sich jedoch möglicherweise nicht für alle Harzsysteme oder Anwendungen.
- Wärmeaushärtung: Die meisten Harzsysteme werden durch Wärme aktiviert, um eine schnellere und vollständigere Aushärtung zu gewährleisten. Das Material wird in einem Ofen oder Autoklaven auf eine bestimmte Temperatur erhitzt und für eine festgelegte Zeit gehalten, um die gewünschten mechanischen Eigenschaften zu erreichen.
- UV-Aushärtung: Bei dieser Methode wird das Harz durch ultraviolette (UV) Strahlung aktiviert, um eine schnelle Aushärtung zu erreichen. Diese Methode wird häufig für dünnere Schichten oder kleinere Bauteile verwendet, bei denen eine schnelle Aushärtung erforderlich ist.
Das Aushärten ist ein kritischer Schritt im Fertigungsprozess von Verbundwerkstoffen, da es die endgültigen mechanischen Eigenschaften und die Qualität des Endprodukts bestimmt. Ein ordnungsgemäßes Aushärten gewährleistet die Langlebigkeit, Zuverlässigkeit und Leistungsfähigkeit des Verbundmaterials und ist daher unerlässlich für eine Vielzahl von Anwendungen, einschließlich Luft- und Raumfahrt, Automobilbau, Bauwesen und mehr.
Entformen:
Das Entformen ist ein wesentlicher Schritt im Herstellungsprozess von Verbundwerkstoffen, bei dem das fertige Bauteil oder Werkstück aus der Form entfernt wird, in der es hergestellt wurde. Dieser Prozess ermöglicht es, das Bauteil freizugeben, ohne es zu beschädigen, und bereitet es für weitere Bearbeitungsschritte oder den Einsatz vor.
Das Entformen kann je nach Art der Form und des Herstellungsverfahrens unterschiedlich erfolgen. Hier sind einige gängige Methoden zum Entformen von Verbundwerkstoffen:
- Manuelles Entformen: Bei einfachen Formen kann das Entformen durch manuelle Kraft erfolgen. Das Bauteil wird vorsichtig aus der Form gelöst, indem es von Hand oder mit Hilfe von Werkzeugen wie Hebeln oder Spachteln gelöst wird. Dies erfordert oft eine gewisse Geschicklichkeit und Sorgfalt, um sicherzustellen, dass das Bauteil nicht beschädigt wird.
- Pneumatisches Entformen: Bei komplexeren Formen kann Druckluft verwendet werden, um das Bauteil aus der Form zu lösen. Durch das Einleiten von Druckluft zwischen dem Bauteil und der Form wird ein Luftpolster erzeugt, das das Bauteil sanft aus der Form drückt, ohne es zu beschädigen.
- Hydraulisches Entformen: Ähnlich wie beim pneumatischen Entformen kann auch Hydraulikdruck verwendet werden, um das Bauteil aus der Form zu lösen. Durch das Einleiten von hydraulischem Druck zwischen dem Bauteil und der Form wird eine gleichmäßige Kraft ausgeübt, um das Bauteil sanft zu lösen.
- Temperaturgesteuertes Entformen: Bei bestimmten Harzsystemen kann das Entformen durch Kontrolle der Temperatur erfolgen. Durch Erwärmen der Form kann das Harz weicher und flexibler werden, was das Entformen erleichtert, insbesondere bei komplexen Geometrien.
Die Wahl der Entformungsmethode hängt von verschiedenen Faktoren ab, einschließlich der Komplexität der Form, der Art des verwendeten Harzsystems und der Größe und Form des Bauteils. Ein ordnungsgemäßes Entformen ist entscheidend, um sicherzustellen, dass das Bauteil unbeschädigt bleibt und seine gewünschten mechanischen Eigenschaften behält.
Delamination:
Delamination ist ein Begriff, der in der Verbundwerkstofftechnik verwendet wird und den Ablösungsprozess oder die Trennung einzelner Schichten oder Laminate innerhalb eines Verbundwerkstoffs beschreibt. Dieses Phänomen tritt auf, wenn die Bindung zwischen den Schichten des Verbundwerkstoffs geschwächt oder beeinträchtigt wird, was zu einer Verschlechterung der mechanischen Eigenschaften und der Strukturintegrität führt.
Es gibt verschiedene Ursachen für Delamination, darunter:
- Schlechte Haftung zwischen den Schichten: Wenn die Haftung zwischen den einzelnen Schichten des Verbundwerkstoffs unzureichend ist, kann es zu Delamination kommen. Dies kann durch unsachgemäße Verarbeitung, unzureichende Reinigung der Oberflächen oder unzureichende Anwendung des Harzes während des Herstellungsprozesses verursacht werden.
- Schädigung während der Verarbeitung: Mechanische Belastungen, wie zum Beispiel hohe Scherkräfte oder Stöße während der Verarbeitung oder Montage, können zu Mikrorissen oder Schäden in den Schichten des Verbundwerkstoffs führen, was die Delamination begünstigt.
- Ungleichmäßige Temperatur- oder Feuchtigkeitsbelastung: Wenn der Verbundwerkstoff hohen Temperaturschwankungen oder feuchten Umgebungen ausgesetzt ist, kann dies zu einer unterschiedlichen Ausdehnung oder Schrumpfung der einzelnen Schichten führen, was zu Spannungen und letztendlich zur Delamination führt.
Die Delamination kann verschiedene Formen annehmen, von kleinen lokalen Bereichen bis hin zu großen Flächen, die das gesamte Bauteil betreffen. Sie kann visuell als Blasenbildung, Risse oder Schichttrennungen sichtbar werden.
Um Delamination zu vermeiden, ist es wichtig, hochwertige Materialien zu verwenden, einen sorgfältigen Herstellungsprozess einzuhalten und geeignete Qualitätskontrollverfahren zu implementieren. Eine gründliche Prüfung der Verbundwerkstoffe auf Anzeichen von Delamination und die Durchführung von Reparaturen oder Modifikationen bei Bedarf können dazu beitragen, die strukturelle Integrität und Leistungsfähigkeit des Verbundwerkstoffs zu erhalten.
Hybride Verbundwerkstoffe:
Hybride Verbundwerkstoffe sind Materialien, die aus einer Kombination verschiedener Arten von Verstärkungsfasern und Matrixmaterialien bestehen. Durch die gezielte Kombination unterschiedlicher Materialien können hybride Verbundwerkstoffe maßgeschneiderte Eigenschaften aufweisen, die die Vorteile der einzelnen Komponenten optimal nutzen und gleichzeitig deren Nachteile ausgleichen.
Einige häufig verwendete Kombinationen in hybriden Verbundwerkstoffen sind:
- Kohlenstoff-Glas-Hybride: Diese Kombination vereint die hohe Festigkeit und Steifigkeit von Kohlenstofffasern mit der Kosteneffizienz und Zähigkeit von Glasfasern. Sie werden häufig in Anwendungen eingesetzt, die eine gute Leistung bei gleichzeitig niedrigeren Kosten erfordern.
- Aramid-Kohlenstoff-Hybride: Aramidfasern bieten eine hohe Zähigkeit und Schlagfestigkeit, während Kohlenstofffasern eine hohe Festigkeit und Steifigkeit bieten. Die Kombination dieser beiden Materialien kann zu Verbundwerkstoffen führen, die sowohl eine hohe Festigkeit als auch eine hohe Zähigkeit aufweisen.
- Natürliche Fasern und Kohlenstoff-Hybride: Die Kombination von natürlichen Verstärkungsfasern wie Flachs oder Hanf mit Kohlenstofffasern kann zu Verbundwerkstoffen führen, die eine gute Festigkeit, Steifigkeit und Umweltverträglichkeit bieten.
Der Herstellungsprozess für hybride Verbundwerkstoffe kann je nach den verwendeten Materialien und den spezifischen Anforderungen der Anwendung variieren. Die Kombination der Materialien kann durch Laminierung, Schichtung oder andere Fertigungstechniken erfolgen, um die gewünschten Eigenschaften zu erreichen.
Hybride Verbundwerkstoffe finden in einer Vielzahl von Anwendungen Anwendung, darunter Luft- und Raumfahrt, Automobilbau, Bauwesen, Sportgeräte und viele mehr. Sie bieten eine flexible Möglichkeit, maßgeschneiderte Materialien zu entwickeln, die den Anforderungen spezifischer Anwendungen gerecht werden.
Faser-Matrix-Haftung:
Die Faser-Matrix-Haftung ist ein entscheidender Aspekt bei der Herstellung und Leistung von Verbundwerkstoffen und bezieht sich auf die Qualität der Bindung zwischen den Verstärkungsfasern und der Matrix. Eine starke Haftung zwischen Fasern und Matrix ist entscheidend für die Übertragung von Lasten zwischen den Komponenten und für die Effizienz der Energieübertragung innerhalb des Verbundwerkstoffs.
Eine gute Faser-Matrix-Haftung bietet mehrere Vorteile:
- Verbesserte mechanische Eigenschaften: Eine starke Haftung zwischen Fasern und Matrix ermöglicht eine effektive Lastübertragung, was zu einer verbesserten Festigkeit, Steifigkeit und Zähigkeit des Verbundwerkstoffs führt.
- Widerstand gegen Delamination: Eine gute Haftung reduziert das Risiko von Delamination, da sie die Neigung der Fasern zur Ablösung von der Matrix verringert.
- Verbesserte Dauerhaftigkeit: Eine stabile Faser-Matrix-Haftung trägt zur Langzeitstabilität und Widerstandsfähigkeit des Verbundwerkstoffs gegenüber äußeren Einflüssen wie Feuchtigkeit, Temperaturschwankungen und mechanischer Beanspruchung bei.
Die Faser-Matrix-Haftung kann durch verschiedene Faktoren beeinflusst werden, darunter:
- Die Oberflächenvorbehandlung der Fasern: Eine Vorbehandlung der Faseroberfläche kann die Haftung verbessern, indem sie die Oberflächenenergie erhöht und die Adhäsion zur Matrix fördert.
- Die Auswahl des Matrixmaterials: Die Kompatibilität zwischen den Fasern und der Matrix ist wichtig für eine gute Haftung. Die Wahl eines Matrixmaterials, das mit den Verstärkungsfasern kompatibel ist, kann die Haftung verbessern.
- Der Herstellungsprozess: Die Prozessparameter wie Temperatur, Druck und Aushärtezeit können die Faser-Matrix-Haftung beeinflussen. Ein optimierter Herstellungsprozess kann zu einer verbesserten Haftung führen.
Durch die Optimierung der Faser-Matrix-Haftung können Verbundwerkstoffe mit verbesserten mechanischen Eigenschaften und einer längeren Lebensdauer hergestellt werden, was ihre Leistungsfähigkeit in verschiedenen Anwendungen erhöht.
Gewebeverstärkungen:
Gewebeverstärkungen sind eine Form von Verstärkungsmaterialien, die in Verbundwerkstoffen verwendet werden, um die mechanischen Eigenschaften zu verbessern. Diese Verstärkungen bestehen aus miteinander verwobenen Fasern, die in eine Matrix eingebettet sind, um eine stabile Struktur zu bilden. Gewebeverstärkungen werden häufig in Form von Geweben, Matten oder Gelegen verwendet und können aus verschiedenen Fasermaterialien wie Kohlenstoff, Glas, Aramid oder Naturfasern bestehen.
Einige wichtige Merkmale und Vorteile von Gewebeverstärkungen sind:
- Hohe Festigkeit und Steifigkeit: Gewebeverstärkungen bieten eine hohe Festigkeit und Steifigkeit, was zu Verbundwerkstoffen führt, die eine verbesserte mechanische Leistungsfähigkeit aufweisen.
- Anpassbare Faserorientierung: Durch die Auswahl des Gewebeaufbaus und der Faserorientierung können die mechanischen Eigenschaften des Verbundwerkstoffs an die spezifischen Anforderungen der Anwendung angepasst werden.
- Verbesserte Oberflächengüte: Gewebeverstärkungen können die Oberflächengüte des Verbundwerkstoffs verbessern und eine glattere Oberfläche erzeugen, was die Nachbearbeitung und Lackierung erleichtert.
- Zusätzlicher Schutz: In einigen Fällen können Gewebeverstärkungen zusätzlichen Schutz vor äußeren Einflüssen wie Korrosion, Verschleiß oder Chemikalien bieten.
Die Auswahl der geeigneten Gewebeverstärkung hängt von verschiedenen Faktoren ab, darunter die gewünschten mechanischen Eigenschaften des Endprodukts, die Prozessanforderungen und die Kosten. Gewebeverstärkungen werden in einer Vielzahl von Anwendungen eingesetzt, darunter Luft- und Raumfahrt, Automobilbau, Bauwesen, Sportgeräte und viele weitere, die hochwertige und leistungsfähige Verbundwerkstoffe erfordern.
Werkzeugbau:
Der Werkzeugbau ist ein entscheidender Bereich in der Herstellung von Verbundwerkstoffen, der sich mit der Herstellung von Pressformen, Werkzeugen und Vorrichtungen befasst, die für die Formgebung und Aushärtung von Verbundwerkstoffen benötigt werden. Diese Werkzeuge spielen eine entscheidende Rolle bei der Herstellung von hochwertigen Verbundwerkstoffbauteilen und beeinflussen maßgeblich deren Qualität und Leistungsfähigkeit.
Einige wichtige Aspekte des Werkzeugbaus für Verbundwerkstoffe sind:
- Entwurf und Konstruktion: Der Entwurf und die Konstruktion von Pressformen und Werkzeugen erfordern eine sorgfältige Planung und Berücksichtigung verschiedener Faktoren wie die Geometrie des Bauteils, die Materialauswahl, die Fertigungsprozesse und die erforderliche Oberflächengüte.
- Materialauswahl: Die Auswahl der Materialien für Pressformen und Werkzeuge hängt von den Anforderungen der Anwendung, der gewünschten Oberflächengüte und der Lebensdauer der Werkzeuge ab. Typische Materialien umfassen Stahl, Aluminium, Verbundwerkstoffe und spezielle Beschichtungen für verbesserte Verschleiß- und Korrosionsbeständigkeit.
- Fertigungsprozesse: Die Herstellung von Pressformen und Werkzeugen erfolgt in der Regel durch verschiedene Fertigungsprozesse wie Fräsen, Drehen, Schleifen, Schweißen und Oberflächenbehandlungstechniken. Diese Prozesse erfordern fortschrittliche Maschinen und Fachkenntnisse, um präzise und hochwertige Werkzeuge herzustellen.
- Wartung und Reparatur: Nach der Herstellung müssen Pressformen und Werkzeuge regelmäßig gewartet und gegebenenfalls repariert werden, um ihre Leistungsfähigkeit und Lebensdauer zu erhalten. Dies kann die Reinigung, Nachbearbeitung von Oberflächen, Reparatur von Beschädigungen und Austausch von Verschleißteilen umfassen.
Der Werkzeugbau ist ein entscheidender Schritt im Herstellungsprozess von Verbundwerkstoffen und erfordert Fachkenntnisse, Erfahrung und Präzision, um hochwertige Werkzeuge zu produzieren, die den Anforderungen der Anwendung gerecht werden. Durch die Verwendung hochwertiger Werkzeuge können Verbundwerkstoffe mit konsistenter Qualität hergestellt werden, die den spezifischen Anforderungen der Kunden entsprechen.
Vakuuminfusionsverfahren:
Das Vakuuminfusionsverfahren ist ein Fertigungsverfahren zur Herstellung von Verbundwerkstoffen, das eine kontrollierte Infusion von Harz in eine vorbereitete Form ermöglicht. Dabei wird ein Vakuum verwendet, um das Harz durch die Verstärkungsfasern zu ziehen und sicherzustellen, dass der Verbundwerkstoff gleichmäßig imprägniert wird. Das Verfahren bietet eine effiziente Möglichkeit, hochwertige Verbundwerkstoffe mit hoher Festigkeit und geringem Harzanteil herzustellen.
Der Prozess des Vakuuminfusionsverfahrens umfasst typischerweise die folgenden Schritte:
- Vorbereitung der Form: Die Form, auch bekannt als Negativform oder Negativ, wird vorbereitet, um die gewünschte Form des Endprodukts zu erzeugen. Dies kann durch die Verwendung von Trennmitteln, Abdichtungen und Verteilernetzen erfolgen, um eine gleichmäßige Verteilung des Harzes sicherzustellen.
- Platzierung der Verstärkungsfasern: Die Verstärkungsfasern, oft in Form von Geweben, Matten oder Gelegen, werden in die Form eingelegt und in die gewünschte Anordnung gebracht. Die Faserorientierung und -anordnung können je nach den Anforderungen der Anwendung variieren.
- Herstellung des Verteilernetzes: Ein Verteilernetz, auch als Infusionsweg oder Vakuumleitung bezeichnet, wird über die Verstärkungsfasern gelegt, um das Harz gleichmäßig zu verteilen und Luftblasen zu entfernen. Diese Netzstruktur dient als Kanal, durch den das Harz in die Form gelangt.
- Erzeugung des Vakuums: Nachdem die Form vorbereitet und die Verstärkungsfasern platziert wurden, wird ein Vakuum angelegt, um die Luft aus der Form zu entfernen. Dies bewirkt, dass das Harz durch den Infusionsweg gesaugt wird und die Verstärkungsfasern vollständig imprägniert.
- Aushärtung des Bauteils: Nachdem das Harz die Verstärkungsfasern vollständig imprägniert hat, wird das Bauteil in der Form belassen, um auszuhärten und seine endgültige Festigkeit zu erreichen. Die Aushärtezeit und -temperatur variieren je nach Harzsystem und Herstellungsprozess.
Das Vakuuminfusionsverfahren bietet mehrere Vorteile, darunter eine verbesserte Harzverteilung, geringere Harzverluste, minimale Emissionen von flüchtigen organischen Verbindungen (VOCs) und die Möglichkeit, komplexe Formen herzustellen. Es wird häufig in der Luft- und Raumfahrt, im Bootsbau, im Automobilbau und in anderen Branchen eingesetzt, die hochwertige Verbundwerkstoffe erfordern.
Faserverbundwerkstoffe:
Faserverbundwerkstoffe sind Materialien, die aus Verstärkungsfasern und einer Matrix bestehen, die zusammengefügt sind, um eine stabile und leistungsfähige Struktur zu bilden. Diese Materialien kombinieren die hohe Festigkeit und Steifigkeit der Verstärkungsfasern mit den formgebenden Eigenschaften der Matrix, um Verbundwerkstoffe mit maßgeschneiderten mechanischen Eigenschaften herzustellen.
Einige wichtige Merkmale und Vorteile von Faserverbundwerkstoffen sind:
- Hohe spezifische Festigkeit und Steifigkeit: Faserverbundwerkstoffe bieten eine hohe Festigkeit und Steifigkeit im Verhältnis zu ihrem Gewicht, was sie ideal für Anwendungen macht, die eine hohe Festigkeit bei gleichzeitig geringem Gewicht erfordern, wie z.B. Luft- und Raumfahrt, Automobilbau und Sportgeräte.
- Anpassbare mechanische Eigenschaften: Durch die Auswahl der Verstärkungsfasern, der Faserorientierung und der Matrixmaterialien können die mechanischen Eigenschaften von Faserverbundwerkstoffen maßgeschneidert werden, um den spezifischen Anforderungen einer Anwendung gerecht zu werden.
- Korrosionsbeständigkeit: Viele Verstärkungsfasern, insbesondere Kohlenstoff- und Glasfasern, sind korrosionsbeständig, was Faserverbundwerkstoffe ideal für Anwendungen in aggressiven Umgebungen macht, wie z.B. im Meerwasser oder in chemischen Anlagen.
- Designfreiheit: Aufgrund ihrer Formbarkeit und Anpassungsfähigkeit bieten Faserverbundwerkstoffe Designfreiheit, um komplexe Formen und Geometrien herzustellen, die mit herkömmlichen Materialien schwer zu realisieren wären.
Faserverbundwerkstoffe werden in einer Vielzahl von Anwendungen eingesetzt, darunter Luft- und Raumfahrt, Automobilbau, Bauwesen, Sportgeräte, Windenergie und viele andere. Sie bieten eine kostengünstige und leistungsstarke Alternative zu herkömmlichen Materialien und haben sich als wesentlicher Bestandteil moderner Technologie und Fertigung etabliert.
Wärmebehandlung:
Die Wärmebehandlung ist ein wichtiger Prozess in der Herstellung von Verbundwerkstoffen, der dazu dient, die mechanischen Eigenschaften, die Struktur und die Leistungsfähigkeit des Materials zu verbessern. Dieser Prozess beinhaltet die gezielte Anwendung von Hitze, um Veränderungen in der Mikrostruktur des Verbundwerkstoffs zu bewirken, was zu einer gezielten Beeinflussung seiner Eigenschaften führt.
Es gibt verschiedene Arten von Wärmebehandlungen, die je nach den spezifischen Anforderungen der Verbundwerkstoffe angewendet werden können:
- Tempern: Beim Tempern wird der Verbundwerkstoff einer kontrollierten Erhitzung und Abkühlung unterworfen, um die Spannungen im Material abzubauen und die Festigkeit, Härte und Zähigkeit zu verbessern. Dieser Prozess wird häufig nach dem Härten angewendet, um die mechanischen Eigenschaften weiter zu optimieren.
- Aushärten: Beim Aushärten wird der Verbundwerkstoff einer erhöhten Temperatur ausgesetzt, um die Reaktionen zwischen den Bestandteilen des Materials zu beschleunigen und eine verbesserte Festigkeit und Härte zu erreichen. Dieser Prozess ist besonders wichtig bei der Herstellung von Harzmatrix-Verbundwerkstoffen, um eine vollständige Vernetzung des Harzes zu gewährleisten.
- Glasübergangstemperatur (Tg)-Anpassung: Die Wärmebehandlung kann auch dazu verwendet werden, die Glasübergangstemperatur (Tg) des Verbundwerkstoffs zu beeinflussen. Durch gezielte Temperaturzyklen können Verbundwerkstoffe mit einer erhöhten Tg hergestellt werden, was zu einer verbesserten Dimensionsstabilität und thermischen Beständigkeit führt.
- Kristallinitätssteuerung: Bei Verbundwerkstoffen auf Basis von thermoplastischen Matrixmaterialien kann die Wärmebehandlung dazu verwendet werden, die Kristallinität der Matrix zu kontrollieren. Dies kann die mechanischen Eigenschaften des Materials beeinflussen und zu einer verbesserten Steifigkeit und Zähigkeit führen.
Die Wärmebehandlung ist ein entscheidender Schritt im Herstellungsprozess von Verbundwerkstoffen und erfordert eine präzise Kontrolle der Temperatur, der Heiz- und Kühlraten sowie der Behandlungszeiten, um die gewünschten Ergebnisse zu erzielen. Durch die gezielte Anwendung von Wärmebehandlungen können Verbundwerkstoffe mit maßgeschneiderten mechanischen Eigenschaften und einer verbesserten Leistungsfähigkeit hergestellt werden.
Fasertypen:
Fasern sind eine wesentliche Komponente von Verbundwerkstoffen und spielen eine entscheidende Rolle bei der Bestimmung ihrer mechanischen Eigenschaften und Anwendungen. Es gibt verschiedene Arten von Fasern, die in Verbundwerkstoffen verwendet werden, von denen jede ihre eigenen einzigartigen Eigenschaften und Vorzüge hat. Hier sind einige der häufigsten Fasertypen:
- Kohlenstofffasern: Kohlenstofffasern zeichnen sich durch ihre hohe Festigkeit, Steifigkeit und geringe Dichte aus. Sie bieten eine ausgezeichnete Beständigkeit gegenüber Chemikalien und Korrosion und werden häufig in Hochleistungsanwendungen wie Luft- und Raumfahrt, Motorsport und Sportgeräten eingesetzt.
- Glasfasern: Glasfasern sind kostengünstig und bieten eine gute Festigkeit, Steifigkeit und Beständigkeit gegenüber Feuchtigkeit und Chemikalien. Sie werden häufig in Anwendungen eingesetzt, die eine gute Festigkeit bei moderaten Kosten erfordern, wie z.B. im Bootsbau, Automobilbau und in der Bauindustrie.
- Aramidfasern: Aramidfasern, wie z.B. Kevlar®, zeichnen sich durch ihre hohe Zugfestigkeit, Zähigkeit und Widerstandsfähigkeit gegenüber Hitze und Abrieb aus. Sie werden häufig in Anwendungen eingesetzt, die eine hohe Schlagfestigkeit und Durchstoßfestigkeit erfordern, wie z.B. kugelsichere Westen, Schutzhelme und Hochleistungssportgeräte.
- Naturfasern: Naturfasern wie Flachs, Hanf und Jute werden aufgrund ihrer Umweltverträglichkeit und guten Dämpfungseigenschaften zunehmend in Verbundwerkstoffen eingesetzt. Sie bieten eine gute Festigkeit und Steifigkeit und werden häufig in Anwendungen eingesetzt, die eine nachhaltige Materialwahl erfordern, wie z.B. im Automobilbau und im Bauwesen.
- Basaltfasern: Basaltfasern sind bekannt für ihre hohe Hitzebeständigkeit, chemische Beständigkeit und ausgezeichnete thermische Isoliereigenschaften. Sie werden häufig in Anwendungen eingesetzt, die hohe Temperaturen und aggressive Umgebungen erfordern, wie z.B. in der Metallurgie, im Schiffsbau und in der Öl- und Gasindustrie.
Die Auswahl des richtigen Fasertyps hängt von verschiedenen Faktoren ab, einschließlich der Anforderungen der Anwendung, der gewünschten mechanischen Eigenschaften und der Kosten. Durch die gezielte Auswahl und Kombination verschiedener Fasertypen können Verbundwerkstoffe mit maßgeschneiderten Eigenschaften für eine Vielzahl von Anwendungen hergestellt werden.
Interlaminareigenschaften:
Die Interlaminareigenschaften sind wichtige Merkmale von Verbundwerkstoffen und beziehen sich auf das Verhalten und die Eigenschaften der Grenzflächen zwischen den einzelnen Laminatschichten oder Schichten im Material. Diese Eigenschaften spielen eine entscheidende Rolle bei der Bestimmung der strukturellen Integrität, der Festigkeit und der Leistungsfähigkeit des Verbundwerkstoffs.
Einige wichtige Interlaminareigenschaften sind:
- Delamination: Delamination bezieht sich auf die Trennung oder Ablösung der Laminatschichten innerhalb des Verbundwerkstoffs. Dies kann durch mechanische Belastungen, thermische Ausdehnung oder fehlerhafte Verarbeitung verursacht werden und führt zu einer Verschlechterung der mechanischen Eigenschaften und der strukturellen Integrität des Materials.
- Interlaminare Scherfestigkeit: Die interlaminare Scherfestigkeit ist die Fähigkeit des Verbundwerkstoffs, Scherbelastungen zwischen den Laminatschichten zu widerstehen. Eine hohe interlaminare Scherfestigkeit ist wichtig, um Delamination und Schichtablösung zu verhindern und die strukturelle Integrität des Materials zu gewährleisten.
- Interlaminare Schlagzähigkeit: Die interlaminare Schlagzähigkeit bezieht sich auf die Fähigkeit des Verbundwerkstoffs, Schlagbelastungen zwischen den Laminatschichten zu absorbieren, ohne zu brechen oder zu versagen. Eine gute interlaminare Schlagzähigkeit ist wichtig, um Rissausbreitung und Delamination zu verhindern und die Langlebigkeit des Materials zu verbessern.
- Haftung zwischen den Schichten: Die Haftung zwischen den Laminatschichten ist entscheidend für die strukturelle Integrität und die mechanischen Eigenschaften des Verbundwerkstoffs. Eine starke Haftung gewährleistet eine effektive Lastübertragung zwischen den Schichten und minimiert das Risiko von Delamination und Schichttrennung.
Die Bewertung und Optimierung der Interlaminareigenschaften ist ein wichtiger Schritt bei der Entwicklung und Herstellung von Verbundwerkstoffen. Dies kann durch die Auswahl geeigneter Materialien, die Optimierung des Herstellungsprozesses und die Implementierung von Qualitätskontrollverfahren erfolgen, um sicherzustellen, dass die Grenzflächen zwischen den Laminatschichten die erforderlichen mechanischen Anforderungen erfüllen.
Injektionsverfahren:
Injektionsverfahren sind Fertigungsmethoden, die verwendet werden, um Harz in eine Form einzuspritzen, um Verbundwerkstoffe herzustellen. Diese Verfahren ermöglichen eine präzise Kontrolle über die Harzmenge, die Verteilung und die Ausrichtung der Fasern, was zu hochwertigen und maßgeschneiderten Verbundwerkstoffen führt. Es gibt verschiedene Arten von Injektionsverfahren, darunter:
- Harzinjektion unter Druck: Bei diesem Verfahren wird Harz unter Druck in eine vorbereitete Form eingespritzt. Der Druck hilft, das Harz gleichmäßig zu verteilen und Luftblasen zu entfernen, was zu Verbundwerkstoffen mit hoher Dichte und geringer Porosität führt. Dieses Verfahren wird häufig bei der Herstellung von Verbundbauteilen mit komplexen Geometrien und dünnen Wandstärken eingesetzt.
- Vakuuminjektion: Die Vakuuminjektionstechnik beinhaltet das Platzieren von Verstärkungsmaterialien in einer Form, die dann unter Vakuum gesetzt wird, um die Luft zu entfernen. Anschließend wird das Harz unter Vakuum in die Form injiziert, wodurch das Harz durch Kapillarwirkung gleichmäßig in die Verstärkungsmaterialien eindringt. Dieses Verfahren ermöglicht eine präzise Kontrolle über die Harzmenge und minimiert das Risiko von Lufteinschlüssen im Verbundwerkstoff.
- RTM (Resin Transfer Molding): RTM ist ein Injektionsverfahren, bei dem Harz in eine geschlossene Form eingespritzt wird, die Verstärkungsmaterialien enthält. Das Harz wird durch die Verstärkungsmaterialien gedrückt und bildet das fertige Bauteil. RTM ermöglicht die Herstellung von Verbundwerkstoffen mit hoher Festigkeit und Steifigkeit bei gleichzeitig niedrigen Produktionskosten.
- Infusionsverfahren: Beim Infusionsverfahren wird Harz unter Vakuum in eine vorbereitete Form eingesaugt, wodurch das Harz durch die Verstärkungsmaterialien gezogen wird. Dieses Verfahren ermöglicht eine gleichmäßige Harzverteilung und minimiert das Risiko von Lufteinschlüssen und Porosität im Verbundwerkstoff.
Injektionsverfahren bieten eine effiziente Möglichkeit, hochwertige und komplexe Verbundwerkstoffe herzustellen, die den Anforderungen einer Vielzahl von Anwendungen gerecht werden. Durch die Auswahl des geeigneten Injektionsverfahrens und die Optimierung der Prozessparameter können Verbundwerkstoffe mit maßgeschneiderten mechanischen Eigenschaften und einer verbesserten Leistungsfähigkeit hergestellt werden.
Nasslaminierverfahren:
Das Nasslaminierverfahren ist eine Fertigungsmethode zur Herstellung von Verbundwerkstoffen, bei der die Verstärkungsfasern manuell oder maschinell in eine Form gelegt und anschließend mit Harz getränkt werden. Dieses Verfahren wird oft auch als Handlaminieren bezeichnet und ist eine der ältesten und am häufigsten verwendeten Techniken zur Herstellung von Verbundwerkstoffen.
Der Prozess des Nasslaminierens umfasst typischerweise die folgenden Schritte:
- Vorbereitung der Form: Die Form, auch bekannt als Negativform oder Negativ, wird vorbereitet und oft mit Trennmitteln behandelt, um ein einfaches Entformen des fertigen Bauteils zu ermöglichen.
- Platzierung der Verstärkungsfasern: Die Verstärkungsfasern, oft in Form von Geweben, Matten oder Gelegen, werden in die Form eingelegt und in die gewünschte Anordnung gebracht. Die Faserorientierung und -anordnung können je nach den Anforderungen der Anwendung variieren.
- Tränken mit Harz: Nachdem die Verstärkungsfasern platziert wurden, wird Harz manuell oder mit Hilfe einer Rollen- oder Pinseltechnik auf die Fasern aufgetragen. Das Harz durchdringt die Fasern und bildet eine Matrix, die die Fasern zusammenhält und dem Verbundwerkstoff Festigkeit verleiht.
- Entgasung und Entlüftung: Nach dem Tränken mit Harz wird die Form oft unter Vakuum gesetzt, um Luftblasen zu entfernen und sicherzustellen, dass das Harz gleichmäßig in die Verstärkungsfasern eindringt. Dieser Schritt ist wichtig, um die Qualität des Verbundwerkstoffs zu gewährleisten und Porosität zu vermeiden.
- Aushärtung des Bauteils: Nachdem das Harz gleichmäßig in die Verstärkungsfasern eingedrungen ist, wird das Bauteil in der Form belassen, um auszuhärten und seine endgültige Festigkeit zu erreichen. Die Aushärtezeit und -temperatur variieren je nach Harzsystem und Herstellungsprozess.
Das Nasslaminierverfahren bietet eine kostengünstige und flexible Möglichkeit, Verbundwerkstoffe mit einer Vielzahl von Formen und Größen herzustellen. Es wird häufig in kleinen bis mittelgroßen Produktionen sowie in der Prototypenherstellung eingesetzt, da es weniger spezialisierte Ausrüstung erfordert als andere Fertigungsmethoden wie das Prepreg-Laminieren.
Prepreg-Laminierverfahren:
Das Prepreg-Laminierverfahren ist eine fortschrittliche Fertigungsmethode zur Herstellung von Verbundwerkstoffen, die die Verwendung von vorimprägnierten Fasermaterialien (Prepregs) umfasst. Prepregs sind Verstärkungsmaterialien, die bereits mit einem genau dosierten Harzsystem getränkt und teilweise ausgehärtet sind. Dieses Verfahren ermöglicht eine präzise Kontrolle über die Harzmenge, die Verteilung und die Aushärtung, was zu hochwertigen und konsistenten Verbundwerkstoffen führt.
Der Prozess des Prepreg-Laminierens umfasst typischerweise die folgenden Schritte:
- Vorbereitung der Prepregs: Die Prepregs werden in der Regel in Form von Geweben, Matten oder Folien geliefert und sind bereits mit einem Harzsystem getränkt und teilweise ausgehärtet. Sie werden in einem Kühlraum gelagert, um die Aushärtung zu verlangsamen und ihre Haltbarkeit zu gewährleisten.
- Platzierung der Prepregs: Die Prepregs werden in die Form eingelegt und in die gewünschte Anordnung gebracht. Die Faserorientierung und -anordnung können je nach den Anforderungen der Anwendung und des Designs variieren.
- Formen und Aushärten: Nachdem die Prepregs platziert wurden, wird die Form oft in einen Autoklaven oder einen beheizten Werkzeugraum gebracht, um die Aushärtung des Harzsystems zu initiieren. Dieser Prozess wird unter kontrollierten Temperatur- und Druckbedingungen durchgeführt, um eine vollständige Aushärtung des Harzsystems zu gewährleisten und hochwertige Verbundwerkstoffe zu produzieren.
- Entformen und Nachbearbeitung: Nach der Aushärtung werden die fertigen Verbundwerkstoffbauteile aus der Form entnommen und gegebenenfalls nachbearbeitet, um die gewünschten Endmaße und Oberflächenqualitäten zu erreichen.
Das Prepreg-Laminierverfahren bietet mehrere Vorteile, darunter eine präzise Kontrolle über die Harzmenge und Verteilung, eine verbesserte Konsistenz und Reproduzierbarkeit, sowie eine geringere Abhängigkeit von manuellen Fertigungsprozessen im Vergleich zum Nasslaminierverfahren. Es wird häufig in der Luft- und Raumfahrt, im Automobilbau, in der Windenergie und in anderen Branchen eingesetzt, die hochwertige und leistungsfähige Verbundwerkstoffe erfordern.
Schälfestigkeit:
Die Schälfestigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen und bezieht sich auf die Fähigkeit eines Materials, Scherbelastungen entlang der Grenzfläche zwischen den Schichten oder Laminaten zu widerstehen, ohne zu versagen oder sich zu trennen. Diese Eigenschaft ist besonders relevant für Anwendungen, bei denen die Beanspruchung in Form von Scherkräften entlang der Grenzflächen auftritt, wie zum Beispiel bei Verbindungen, Klebeverbindungen oder Fügeverfahren.
Die Schälfestigkeit wird üblicherweise in Einheiten wie z.B. N/mm oder MPa gemessen und kann experimentell durch verschiedene Schältests bestimmt werden, wie z.B. den Schälzugtest oder den Schälstauchtest. Diese Tests beinhalten das Anbringen einer Zugbelastung entlang der Grenzfläche zwischen den Schichten und die Messung der maximalen Kraft, die das Material aushalten kann, bevor es versagt.
Die Schälfestigkeit von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Haftung zwischen den Schichten: Eine gute Haftung zwischen den Laminatschichten ist entscheidend für eine hohe Schälfestigkeit. Eine unzureichende Haftung kann zu Delamination und einem Versagen der Schichtgrenzen führen.
- Faserorientierung: Die Faserorientierung entlang der Schichtgrenzen kann die Schälfestigkeit beeinflussen. Eine optimale Faserorientierung kann dazu beitragen, dass die Scherkräfte effektiv übertragen werden und zu einer höheren Schälfestigkeit führen.
- Matrixmaterial: Das Matrixmaterial spielt ebenfalls eine Rolle bei der Schälfestigkeit. Eine Matrix mit hoher Haftungsfähigkeit und Scherfestigkeit kann zu einer verbesserten Schälfestigkeit beitragen.
- Verarbeitungsbedingungen: Die Verarbeitungsbedingungen während der Herstellung, wie z.B. Druck, Temperatur und Aushärtezeit, können ebenfalls die Schälfestigkeit beeinflussen.
Eine hohe Schälfestigkeit ist entscheidend für die Zuverlässigkeit und Leistungsfähigkeit von Verbundwerkstoffen in Anwendungen, die Scherbelastungen ausgesetzt sind. Durch die gezielte Auswahl von Materialien, Prozessparametern und Konstruktionsmerkmalen können Verbundwerkstoffe mit optimierten Schälfestigkeitseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Druckfestigkeit:
Die Druckfestigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen und bezieht sich auf ihre Fähigkeit, Druckbelastungen standzuhalten, ohne zu versagen oder sich zu verformen. Diese Eigenschaft ist entscheidend für Anwendungen, bei denen die Belastung in Form von Druckkräften auf das Material wirkt, wie z.B. in strukturellen Bauteilen, tragenden Elementen und Kompressionskomponenten.
Die Druckfestigkeit wird üblicherweise in Einheiten wie z.B. N/mm² oder MPa gemessen und kann experimentell durch Druckversuche bestimmt werden, wie z.B. den Druckversuch oder den Schubversuch. Diese Tests beinhalten das Anwenden einer komprimierenden Kraft auf das Material und die Messung der maximalen Belastung, die es aushalten kann, bevor es versagt.
Die Druckfestigkeit von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Faseroberfläche: Eine größere Faseroberfläche in der Matrix führt zu einer verbesserten Lastübertragung und einer höheren Druckfestigkeit. Eine gute Durchdringung und Umhüllung der Fasern durch die Matrix sind daher entscheidend.
- Faservolumenanteil: Ein höherer Faservolumenanteil führt in der Regel zu einer höheren Druckfestigkeit, da die Fasern die Hauptlast tragen und die Matrix die Last effektiv überträgt.
- Faserorientierung: Die Ausrichtung der Fasern in Bezug auf die Druckrichtung kann die Druckfestigkeit beeinflussen. Eine optimale Faserorientierung kann dazu beitragen, dass die Lasten effektiv übertragen werden und zu einer verbesserten Druckfestigkeit führen.
- Matrixmaterial: Das Matrixmaterial spielt ebenfalls eine Rolle bei der Druckfestigkeit. Eine Matrix mit hoher Kompressionsfestigkeit und Zähigkeit kann zu einer verbesserten Druckfestigkeit beitragen.
Die Druckfestigkeit ist ein wichtiger Parameter für das Design und die Auswahl von Verbundwerkstoffen in Anwendungen, die Druckbelastungen ausgesetzt sind. Durch die gezielte Auswahl von Materialien, Faservolumenanteilen und Faserorientierungen können Verbundwerkstoffe mit optimierten Druckfestigkeitseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Faser-Matrix-Haftung:
Die Faser-Matrix-Haftung ist eine entscheidende Eigenschaft von Verbundwerkstoffen und bezieht sich auf die Qualität der Bindung zwischen den Verstärkungsfasern und der Matrix. Eine starke Haftung zwischen Fasern und Matrix ist wichtig, um eine effektive Lastübertragung zu gewährleisten, die strukturelle Integrität des Verbundwerkstoffs zu verbessern und das Risiko von Delamination und Versagen zu verringern.
Einige wichtige Aspekte der Faser-Matrix-Haftung sind:
- Mechanische Haftung: Die mechanische Haftung bezieht sich auf die direkte physische Verbindung zwischen den Fasern und der Matrix. Eine raue Oberfläche der Fasern kann zu einer besseren mechanischen Verankerung führen, während eine glatte Oberfläche zu einer schwächeren Haftung führen kann.
- Chemische Haftung: Die chemische Haftung bezieht sich auf chemische Bindungen zwischen den Fasern und der Matrix. Eine chemische Bindung kann zu einer verbesserten Haftung und Interaktion zwischen den Materialien führen, was zu einer verbesserten Lastübertragung und Leistungsfähigkeit des Verbundwerkstoffs führt.
- Oberflächenbehandlungen: Verschiedene Oberflächenbehandlungen der Fasern können die Haftung zwischen Fasern und Matrix verbessern. Beispielsweise können Vorbehandlungen wie Plasmaätzen oder Beschichten die Oberflächenenergie der Fasern erhöhen und die Benetzung durch die Matrix verbessern.
- Matrixwahl: Die Auswahl der Matrixmaterialien kann ebenfalls die Faser-Matrix-Haftung beeinflussen. Kompatible Matrixmaterialien, die gut mit den Fasern interagieren, können zu einer verbesserten Haftung und Leistungsfähigkeit des Verbundwerkstoffs beitragen.
Eine starke Faser-Matrix-Haftung ist entscheidend für die Herstellung hochwertiger Verbundwerkstoffe mit optimierten mechanischen Eigenschaften und Leistungsfähigkeit. Durch die gezielte Optimierung der Haftung zwischen Fasern und Matrix können Hersteller Verbundwerkstoffe entwickeln, die den spezifischen Anforderungen einer Vielzahl von Anwendungen gerecht werden.
Zugfestigkeit:
Die Zugfestigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen und bezieht sich auf die maximale Zugbelastung, die das Material aushalten kann, bevor es versagt oder bricht. Diese Eigenschaft ist entscheidend für Anwendungen, bei denen das Material Zugspannungen ausgesetzt ist, wie z.B. Zug- oder Zugbelastungen in strukturellen Bauteilen.
Die Zugfestigkeit wird üblicherweise in Einheiten wie z.B. N/mm² oder MPa gemessen und kann experimentell durch Zugversuche bestimmt werden, wie z.B. den Zugversuch nach ASTM D3039. Dabei wird eine Zugbelastung auf das Material ausgeübt und die maximale Belastung gemessen, die es aushalten kann, bevor es versagt.
Die Zugfestigkeit von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Fasertyp und -ausrichtung: Die Art der verwendeten Verstärkungsfasern und ihre Ausrichtung in Bezug auf die Zugrichtung können die Zugfestigkeit beeinflussen. Fasern mit hoher Festigkeit und Steifigkeit sowie eine optimale Faserausrichtung können zu einer verbesserten Zugfestigkeit führen.
- Matrixmaterial: Das Matrixmaterial spielt ebenfalls eine Rolle bei der Zugfestigkeit. Eine Matrix mit hoher Festigkeit und Zähigkeit kann zu einer verbesserten Zugfestigkeit beitragen, indem sie die Last effektiv auf die Fasern überträgt und Rissausbreitung verhindert.
- Faservolumenanteil: Ein höherer Faservolumenanteil führt in der Regel zu einer höheren Zugfestigkeit, da die Fasern die Hauptlast tragen und die Matrix die Last effektiv überträgt.
- Herstellungsprozess: Der Herstellungsprozess und die Prozessparameter können ebenfalls die Zugfestigkeit beeinflussen. Eine präzise Kontrolle über die Faserorientierung, die Matriximprägnierung und die Aushärtung des Verbundwerkstoffs kann zu einer verbesserten Zugfestigkeit führen.
Die Zugfestigkeit ist ein wichtiger Parameter für das Design und die Auswahl von Verbundwerkstoffen in Anwendungen, die Zugbelastungen ausgesetzt sind. Durch die gezielte Auswahl von Materialien, Faserorientierungen und Herstellungsprozessen können Verbundwerkstoffe mit optimierten Zugfestigkeitseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Bruchdehnung:
Die Bruchdehnung ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen und bezieht sich auf die maximale Dehnung oder Verformung, die das Material unter Zugbelastung erleiden kann, bevor es versagt oder bricht. Diese Eigenschaft ist entscheidend für Anwendungen, bei denen das Material Zugspannungen ausgesetzt ist, da sie Aufschluss über die Fähigkeit des Materials gibt, Dehnungen zu absorbieren und Energie zu dissipieren, bevor ein Versagen auftritt.
Die Bruchdehnung wird üblicherweise in Prozent angegeben und kann experimentell durch Zugversuche bestimmt werden, bei denen die Proben unter Zugbelastung bis zum Bruch verformt werden und die maximale Dehnung gemessen wird.
Die Bruchdehnung von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Fasertyp und -ausrichtung: Die Art der verwendeten Verstärkungsfasern und ihre Ausrichtung in Bezug auf die Zugrichtung können die Bruchdehnung beeinflussen. Fasern mit hoher Dehnbarkeit können zu einer erhöhten Bruchdehnung führen, während eine optimale Faserausrichtung zu einer verbesserten Dehnbarkeit beitragen kann.
- Matrixmaterial: Das Matrixmaterial spielt ebenfalls eine Rolle bei der Bruchdehnung. Eine Matrix mit hoher Dehnbarkeit und Zähigkeit kann zu einer erhöhten Bruchdehnung beitragen, indem sie die Verformung des Materials ermöglicht und Rissausbreitung verhindert.
- Faservolumenanteil: Der Faservolumenanteil kann ebenfalls die Bruchdehnung beeinflussen. Ein höherer Faservolumenanteil kann zu einer erhöhten Bruchdehnung führen, indem er die Verformbarkeit des Verbundwerkstoffs erhöht und die Energieabsorption verbessert.
- Herstellungsprozess: Der Herstellungsprozess und die Prozessparameter können ebenfalls die Bruchdehnung beeinflussen. Eine präzise Kontrolle über die Faserorientierung, die Matriximprägnierung und die Aushärtung des Verbundwerkstoffs kann zu einer verbesserten Bruchdehnung führen.
Die Bruchdehnung ist ein wichtiger Parameter für das Design und die Auswahl von Verbundwerkstoffen in Anwendungen, die Dehnung und Verformung ausgesetzt sind. Durch die gezielte Auswahl von Materialien, Faserorientierungen und Herstellungsprozessen können Verbundwerkstoffe mit optimierten Bruchdehnungseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Wärmeleitfähigkeit:
Die Wärmeleitfähigkeit ist eine wichtige physikalische Eigenschaft von Verbundwerkstoffen und bezieht sich auf ihre Fähigkeit, Wärme zu übertragen oder zu leiten. Diese Eigenschaft ist entscheidend für Anwendungen, bei denen Wärmeübertragung eine Rolle spielt, wie z.B. in der Elektronik, im Automobilbau, in der Luft- und Raumfahrt und in der Bauindustrie.
Die Wärmeleitfähigkeit wird üblicherweise in Einheiten wie z.B. W/mK (Watt pro Meter pro Kelvin) gemessen und kann experimentell durch Wärmeleitfähigkeitstests bestimmt werden, wie z.B. den Guarded Hot Plate Test oder den Laser Flash Thermal Diffusivity Test.
Die Wärmeleitfähigkeit von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Fasertyp und -anordnung: Der Typ der verwendeten Verstärkungsfasern und ihre Anordnung im Verbundwerkstoff können die Wärmeleitfähigkeit beeinflussen. Fasern mit hoher Wärmeleitfähigkeit, wie z.B. Kohlenstofffasern, können zu einer verbesserten Wärmeleitung führen, während eine optimale Faserausrichtung die Wärmeübertragung verbessern kann.
- Matrixmaterial: Das Matrixmaterial spielt ebenfalls eine Rolle bei der Wärmeleitfähigkeit. Materialien mit hoher Wärmeleitfähigkeit in der Matrix können die Wärmeübertragung im Verbundwerkstoff verbessern und zu einer erhöhten Gesamtwärmeleitfähigkeit führen.
- Faservolumenanteil: Der Faservolumenanteil kann ebenfalls die Wärmeleitfähigkeit beeinflussen. Ein höherer Faservolumenanteil kann zu einer verbesserten Wärmeleitung führen, indem er die Wärmeübertragungspfade im Verbundwerkstoff optimiert und die Wärmeleitfähigkeit erhöht.
- Herstellungsprozess: Der Herstellungsprozess und die Prozessparameter können ebenfalls die Wärmeleitfähigkeit beeinflussen. Eine präzise Kontrolle über die Faserausrichtung, die Matriximprägnierung und die Aushärtung des Verbundwerkstoffs kann zu einer verbesserten Wärmeleitfähigkeit führen.
Die Wärmeleitfähigkeit ist ein wichtiger Parameter für das Design und die Auswahl von Verbundwerkstoffen in Anwendungen, bei denen Wärmeübertragung eine Rolle spielt. Durch die gezielte Auswahl von Materialien, Faserorientierungen und Herstellungsprozessen können Verbundwerkstoffe mit optimierten Wärmeleitfähigkeitseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Kriechen:
Kriechen ist ein langfristiges, zeitabhängiges Verformungsphänomen, das unter anhaltender Belastung auftritt. Es tritt bei vielen Materialien auf, einschließlich Verbundwerkstoffen, und bezieht sich auf die allmähliche plastische Verformung des Materials im Laufe der Zeit, auch wenn die angewendete Spannung unterhalb des elastischen Grenzwerts liegt. Dieses Phänomen ist besonders relevant für Anwendungen, bei denen Materialien langfristigen Belastungen ausgesetzt sind, wie z.B. bei Bauteilen in Strukturen, die unter konstanter Last stehen.
Die Kriechrate, die die Geschwindigkeit der plastischen Verformung angibt, hängt von verschiedenen Faktoren ab, darunter:
- Materialtyp: Unterschiedliche Materialien zeigen unterschiedliche Kriechverhalten aufgrund ihrer internen Struktur und Zusammensetzung. Verbundwerkstoffe können eine komplexe Kriechreaktion aufweisen, die von den Eigenschaften der Verstärkungsfasern, der Matrix und der Faser-Matrix-Grenzfläche beeinflusst wird.
- Belastungsniveau: Die Kriechrate steigt in der Regel mit zunehmender angewendeter Spannung oder Belastung. Höhere Belastungsniveaus können zu schnellerem Kriechen führen und das Versagen des Materials beschleunigen.
- Temperatur: Die Temperatur hat einen signifikanten Einfluss auf das Kriechverhalten von Materialien. Bei erhöhten Temperaturen tritt Kriechen schneller auf, da die Bewegung der Materialpartikel erleichtert wird und die Diffusionsprozesse beschleunigt werden.
- Umgebungsbedingungen: Umgebungsbedingungen wie Feuchtigkeit und chemische Umgebung können ebenfalls das Kriechverhalten von Verbundwerkstoffen beeinflussen, indem sie die Materialstruktur und -festigkeit verändern.
Kriechen kann zu bleibenden Verformungen führen und letztendlich zum Versagen des Materials führen, wenn es nicht angemessen berücksichtigt wird. Daher ist es wichtig, das Kriechverhalten von Verbundwerkstoffen zu verstehen und bei der Materialauswahl, dem Design und der Lebensdauerbewertung von Bauteilen zu berücksichtigen. Maßnahmen zur Minimierung von Kriechen können die Verwendung von Materialien mit niedriger Kriechrate, die Begrenzung der Belastungsdauer und die Kontrolle der Umgebungsbedingungen umfassen.
Faserorientierung:
Die Faserorientierung ist ein wichtiger Parameter bei der Herstellung von Verbundwerkstoffen und bezieht sich auf die Ausrichtung der Verstärkungsfasern innerhalb der Matrix. Die richtige Faserorientierung kann entscheidend für die mechanischen Eigenschaften und Leistungsfähigkeit des Verbundwerkstoffs sein und wird oft basierend auf den Anforderungen der spezifischen Anwendung optimiert.
Einige wichtige Aspekte der Faserorientierung sind:
- Unidirektionale Orientierung: Bei unidirektionalen Verbundwerkstoffen sind die Fasern in einer Richtung ausgerichtet, was zu einer hohen Festigkeit und Steifigkeit in dieser Richtung führt. Diese Ausrichtung eignet sich besonders für Anwendungen, bei denen Zugbelastungen entlang einer bestimmten Achse auftreten.
- Bidirektionale Orientierung: Bei bidirektionalen Verbundwerkstoffen sind die Fasern in zwei Richtungen ausgerichtet, was zu einer gleichmäßigen Festigkeit und Steifigkeit in beiden Richtungen führt. Diese Ausrichtung eignet sich für Anwendungen, bei denen sowohl Zug- als auch Druckbelastungen auftreten können.
- Winkelorientierung: Die Fasern können auch in einem bestimmten Winkel zur Belastungsrichtung ausgerichtet sein, um optimale mechanische Eigenschaften zu erzielen. Verschiedene Winkelorientierungen können verwendet werden, um die Anforderungen der spezifischen Anwendung zu erfüllen und eine verbesserte Leistungsfähigkeit des Verbundwerkstoffs zu gewährleisten.
Die Auswahl der optimalen Faserorientierung hängt von verschiedenen Faktoren ab, darunter die Art der Belastung, die Anforderungen an Festigkeit, Steifigkeit und Zähigkeit, sowie die Komplexität des Bauteils und die Herstellungstechnologie. Durch die gezielte Optimierung der Faserorientierung können Hersteller Verbundwerkstoffe mit maßgeschneiderten mechanischen Eigenschaften entwickeln, die den spezifischen Anforderungen der Anwendung gerecht werden.
Elastizitätsmodul:
Der Elastizitätsmodul, auch bekannt als E-Modul oder der Modul der Elastizität, ist eine wichtige Materialkennzahl, die die Steifigkeit eines Materials angibt. Für Verbundwerkstoffe ist der Elastizitätsmodul ein entscheidender Parameter, der angibt, wie stark das Material unter Belastung verformt wird.
Der Elastizitätsmodul beschreibt das Verhältnis zwischen Spannung und Dehnung in einem Material im elastischen Bereich, also bevor bleibende Verformungen auftreten. Er wird üblicherweise in Einheiten wie N/mm² oder GPa (Gigapascal) gemessen.
Die Bestimmung des Elastizitätsmoduls kann durch Zugversuche erfolgen, bei denen die Probe einer Zugbelastung ausgesetzt wird und die resultierende Dehnung gemessen wird. Der Elastizitätsmodul wird dann als Steigung der Spannungs-Dehnungs-Kurve im linearen elastischen Bereich berechnet.
Der Elastizitätsmodul von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Fasertyp und -anordnung: Der Typ der verwendeten Verstärkungsfasern und ihre Anordnung in der Matrix können den Elastizitätsmodul beeinflussen. Fasern mit hoher Steifigkeit, wie z.B. Kohlenstofffasern, können zu einem erhöhten Elastizitätsmodul führen, während eine optimale Faserausrichtung zu einer verbesserten Steifigkeit des Verbundwerkstoffs beitragen kann.
- Matrixmaterial: Das Matrixmaterial spielt ebenfalls eine Rolle bei der Bestimmung des Elastizitätsmoduls. Eine Matrix mit hoher Steifigkeit kann zu einem erhöhten Elastizitätsmodul des Verbundwerkstoffs beitragen.
- Faservolumenanteil: Der Faservolumenanteil kann ebenfalls den Elastizitätsmodul beeinflussen. Ein höherer Faservolumenanteil kann zu einem erhöhten Elastizitätsmodul führen, da die Fasern die Hauptlast tragen und die Steifigkeit des Verbundwerkstoffs erhöhen.
Der Elastizitätsmodul ist ein wichtiger Parameter für das Design und die Analyse von Verbundwerkstoffstrukturen, da er angibt, wie stark das Material unter Belastung verformt wird. Durch die gezielte Auswahl von Materialien, Faserorientierungen und Herstellungsprozessen können Verbundwerkstoffe mit optimierten Elastizitätsmodul-Eigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Interlaminareigenschaften:
Die Interlaminareigenschaften sind wichtige mechanische Eigenschaften von Verbundwerkstoffen, die das Verhalten entlang der Grenzflächen zwischen den einzelnen Laminatschichten beschreiben. Diese Eigenschaften sind entscheidend für die Gesamtleistung und Zuverlässigkeit von Verbundwerkstoffen, da sie das Risiko von Delamination, Rissbildung und Versagen entlang der Schichtgrenzen beeinflussen.
Einige wichtige Interlaminareigenschaften sind:
- Delamination: Delamination bezieht sich auf die Trennung oder Ablösung von Laminatschichten entlang der Grenzflächen. Dies kann durch mechanische Belastung, thermische Beanspruchung oder andere äußere Einflüsse verursacht werden und kann zu einem Versagen des Verbundwerkstoffs führen.
- Schubfestigkeit: Die Schubfestigkeit entlang der Grenzflächen zwischen den Laminatschichten ist wichtig, um die Integrität des Verbundwerkstoffs zu gewährleisten. Eine hohe Schubfestigkeit trägt zur Vermeidung von Delamination und zur Aufrechterhaltung der strukturellen Steifigkeit bei.
- Interlaminare Scherfestigkeit: Die interlaminare Scherfestigkeit bezieht sich auf die Fähigkeit des Materials, Scherbelastungen entlang der Grenzflächen zwischen den Laminatschichten zu widerstehen. Eine hohe interlaminare Scherfestigkeit ist entscheidend für die Beständigkeit gegen Scherbelastungen und das Versagen entlang der Schichtgrenzen.
- Kohäsion: Die Kohäsion bezieht sich auf die Haftung und Bindung zwischen den Laminatschichten. Eine starke Kohäsion ist wichtig, um Delamination und das Versagen entlang der Schichtgrenzen zu verhindern und die strukturelle Integrität des Verbundwerkstoffs zu gewährleisten.
Die Optimierung der Interlaminareigenschaften ist ein wichtiger Aspekt bei der Entwicklung und Herstellung von Verbundwerkstoffen. Durch die gezielte Auswahl von Materialien, Herstellungsprozessen und Konstruktionsmerkmalen können Verbundwerkstoffe mit verbesserten Interlaminareigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden und eine optimale Leistungsfähigkeit gewährleisten.
Bruchzähigkeit:
Die Bruchzähigkeit, auch als Zähigkeit oder Rissausbreitungswiderstand bezeichnet, ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die ihre Fähigkeit beschreibt, Energie zu absorbieren, bevor ein Riss sich ausbreitet und das Material versagt. Diese Eigenschaft ist entscheidend für Anwendungen, bei denen der Werkstoff hohen Belastungen und möglichen Rissbildungen ausgesetzt ist, wie z.B. strukturelle Bauteile, Komponenten in der Luft- und Raumfahrt und im Automobilbau.
Die Bruchzähigkeit wird üblicherweise in Einheiten wie z.B. kJ/m² oder MPa√m gemessen und kann experimentell durch verschiedene Bruchzähigkeitstests bestimmt werden, wie z.B. den Kerbschlagbiegeversuch (Charpy-Versuch) oder den CTOD-Test (Crack Tip Opening Displacement).
Die Bruchzähigkeit von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Fasertyp und -anordnung: Der Typ der verwendeten Verstärkungsfasern und ihre Anordnung in der Matrix können die Bruchzähigkeit beeinflussen. Fasern mit hoher Zähigkeit, wie z.B. Aramidfasern, können zu einer verbesserten Bruchzähigkeit beitragen, während eine optimale Faserausrichtung die Rissausbreitung beeinflussen kann.
- Matrixmaterial: Das Matrixmaterial spielt ebenfalls eine Rolle bei der Bruchzähigkeit. Eine Matrix mit hoher Zähigkeit und Rissausbreitungswiderstand kann zu einer verbesserten Bruchzähigkeit des Verbundwerkstoffs beitragen, indem sie die Rissausbreitung verlangsamt und die Energieabsorption fördert.
- Faservolumenanteil: Der Faservolumenanteil kann ebenfalls die Bruchzähigkeit beeinflussen. Ein höherer Faservolumenanteil kann zu einer verbesserten Bruchzähigkeit führen, indem er die Rissausbreitung begrenzt und die Energieabsorption erhöht.
- Herstellungsprozess: Der Herstellungsprozess und die Prozessparameter können ebenfalls die Bruchzähigkeit beeinflussen. Eine präzise Kontrolle über die Faserorientierung, die Matriximprägnierung und die Aushärtung des Verbundwerkstoffs kann zu einer verbesserten Bruchzähigkeit führen.
Die Bruchzähigkeit ist ein wichtiger Parameter für das Design und die Analyse von Verbundwerkstoffstrukturen, da sie Aufschluss darüber gibt, wie gut das Material Risse und Belastungen standhalten kann. Durch die gezielte Auswahl von Materialien, Faserorientierungen und Herstellungsprozessen können Verbundwerkstoffe mit optimierten Bruchzähigkeitseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Feuchtigkeitsabsorption:
Die Feuchtigkeitsabsorption ist eine wichtige Eigenschaft von Verbundwerkstoffen, die deren Fähigkeit beschreibt, Feuchtigkeit aus der Umgebung aufzunehmen. Diese Eigenschaft kann einen signifikanten Einfluss auf die mechanischen, thermischen und elektrischen Eigenschaften des Verbundwerkstoffs haben und ist daher in vielen Anwendungen von Bedeutung.
Die Feuchtigkeitsabsorption wird üblicherweise als Prozentsatz des Gewichts oder Volumens des Materials angegeben und kann experimentell durch Einweichen des Verbundwerkstoffs in Wasser oder feuchte Umgebungen gemessen werden.
Die Feuchtigkeitsabsorption von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter:
- Matrixmaterial: Das Matrixmaterial spielt eine entscheidende Rolle bei der Feuchtigkeitsabsorption, da einige Polymere eine natürliche Affinität zur Feuchtigkeit haben und Feuchtigkeit leicht aufnehmen können. Andere Matrixmaterialien können hydrophober sein und weniger Feuchtigkeit absorbieren.
- Fasertyp und -anordnung: Der Typ der verwendeten Verstärkungsfasern und ihre Anordnung in der Matrix können die Feuchtigkeitsabsorption beeinflussen. Einige Fasertypen können Feuchtigkeit absorbieren und die Matrix kann diese Feuchtigkeit entlang der Grenzflächen zwischen Fasern und Matrix aufnehmen.
- Faservolumenanteil: Der Faservolumenanteil kann ebenfalls die Feuchtigkeitsabsorption beeinflussen. Ein höherer Faservolumenanteil kann zu einer verringerten Feuchtigkeitsabsorption führen, da die Fasern weniger anfällig für Feuchtigkeitseintritt sind.
- Herstellungsprozess: Der Herstellungsprozess und die Prozessparameter können ebenfalls die Feuchtigkeitsabsorption beeinflussen. Eine präzise Kontrolle über die Matriximprägnierung, Aushärtung und Oberflächenbehandlung des Verbundwerkstoffs kann zu einer verringerten Feuchtigkeitsabsorption führen.
Eine hohe Feuchtigkeitsabsorption kann zu einer Verschlechterung der mechanischen Eigenschaften, wie z.B. einer Verringerung der Festigkeit und Steifigkeit, einer erhöhten Rissbildung und Delamination führen. Daher ist es wichtig, die Feuchtigkeitsabsorption von Verbundwerkstoffen zu berücksichtigen und gegebenenfalls Maßnahmen zu ergreifen, um sie zu reduzieren, wie z.B. die Verwendung hydrophober Matrixmaterialien, die Optimierung des Faservolumenanteils und die Anwendung von Oberflächenbeschichtungen.
Korrosionsbeständigkeit:
Die Korrosionsbeständigkeit ist eine wichtige Eigenschaft von Verbundwerkstoffen, insbesondere in Umgebungen, in denen sie potenziell korrosiven Substanzen oder Bedingungen ausgesetzt sind, wie z.B. Feuchtigkeit, chemische Lösungen oder Salzwasser. Diese Eigenschaft bezieht sich darauf, wie gut der Verbundwerkstoff gegenüber Korrosion und oxidativen Schäden beständig ist.
Die Korrosionsbeständigkeit wird oft durch verschiedene Faktoren beeinflusst, darunter:
- Matrixmaterial: Die Wahl des Matrixmaterials kann einen großen Einfluss auf die Korrosionsbeständigkeit des Verbundwerkstoffs haben. Bestimmte Polymere oder Harze können von Natur aus korrosionsbeständig sein oder durch chemische Modifikationen oder Zusatzstoffe verbessert werden, um eine bessere Beständigkeit gegenüber aggressiven Umgebungen zu bieten.
- Fasertyp und Beschichtungen: Die Art der verwendeten Verstärkungsfasern sowie mögliche Oberflächenbeschichtungen oder Barriereschichten können die Korrosionsbeständigkeit beeinflussen. Einige Fasertypen, wie z.B. Glas- oder Kohlenstofffasern, sind von Natur aus korrosionsbeständig, während andere, wie z.B. metallische Fasern, eine zusätzliche Schutzbeschichtung erfordern können.
- Herstellungsprozess: Der Herstellungsprozess und die Prozessparameter können ebenfalls die Korrosionsbeständigkeit beeinflussen. Eine sorgfältige Auswahl der Herstellungsverfahren und -parameter kann dazu beitragen, potenzielle Defekte oder Schwachstellen zu minimieren, die die Korrosionsbeständigkeit beeinträchtigen könnten.
- Umgebungsbedingungen: Die spezifischen Umgebungsbedingungen, denen der Verbundwerkstoff ausgesetzt ist, spielen eine entscheidende Rolle bei der Bewertung seiner Korrosionsbeständigkeit. Faktoren wie Feuchtigkeit, Temperatur, pH-Wert und das Vorhandensein von chemischen Substanzen können die Korrosion beschleunigen und die Leistung des Materials beeinträchtigen.
Die Korrosionsbeständigkeit von Verbundwerkstoffen ist entscheidend für ihre Lebensdauer und Leistungsfähigkeit in anspruchsvollen Umgebungen. Durch die gezielte Auswahl von Materialien, Herstellungsprozessen und Oberflächenbehandlungen können Verbundwerkstoffe mit verbesserten Korrosionseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Zug-Druck-Wechselwirkung:
Die Zug-Druck-Wechselwirkung ist ein wichtiger Aspekt bei der Analyse und dem Design von Verbundwerkstoffen, insbesondere in Anwendungen, bei denen Bauteile abwechselnd Zug- und Druckbelastungen ausgesetzt sind. Diese Wechselwirkung bezieht sich auf die Reaktion des Verbundwerkstoffs auf Zug- und Druckbelastungen und wie sich diese Belastungen auf die mechanischen Eigenschaften und das Versagensverhalten auswirken.
Einige wichtige Aspekte der Zug-Druck-Wechselwirkung sind:
- Symmetrie des Verbundwerkstoffs: Die Reaktion auf Zug- und Druckbelastungen kann je nach Symmetrie des Verbundwerkstoffs variieren. Unsymmetrische Verbundwerkstoffstrukturen können unterschiedliche Steifigkeiten und Festigkeiten in Zug- und Druckrichtung aufweisen, was zu komplexen Spannungs- und Dehnungsverteilungen führen kann.
- Materialanisotropie: Verbundwerkstoffe können anisotrope Materialeigenschaften aufweisen, d.h. ihre mechanischen Eigenschaften können sich in verschiedenen Richtungen unterscheiden. Dies kann zu unterschiedlichen Reaktionen auf Zug- und Druckbelastungen führen, abhängig von der Faserorientierung und anderen strukturellen Merkmalen des Materials.
- Interlaminareigenschaften: Die Interlaminareigenschaften, wie z.B. Delamination und Scherfestigkeit zwischen den Laminatschichten, können die Zug-Druck-Wechselwirkung beeinflussen. Schwächen entlang der Schichtgrenzen können zu einem vorzeitigen Versagen des Verbundwerkstoffs unter abwechselnden Zug- und Druckbelastungen führen.
- Herstellungsprozess: Der Herstellungsprozess und die Prozessparameter können ebenfalls die Zug-Druck-Wechselwirkung beeinflussen. Eine sorgfältige Steuerung der Faserorientierung, der Matriximprägnierung und der Aushärtung des Verbundwerkstoffs kann zu einer verbesserten Reaktion auf abwechselnde Belastungen führen.
Das Verständnis der Zug-Druck-Wechselwirkung ist entscheidend für das Design und die Analyse von Verbundwerkstoffstrukturen, insbesondere in Anwendungen, bei denen Bauteile wechselnden Belastungen ausgesetzt sind. Durch die Berücksichtigung dieser Wechselwirkung können Verbundwerkstoffe mit verbesserten mechanischen Eigenschaften und einer erhöhten Lebensdauer entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Matrix-Material:
Das Matrixmaterial ist eine entscheidende Komponente von Verbundwerkstoffen und bildet die umgebende Matrix, in die die Verstärkungsfasern eingebettet sind. Es spielt eine wesentliche Rolle für die mechanischen, thermischen und chemischen Eigenschaften des Verbundwerkstoffs.
Einige wichtige Aspekte des Matrixmaterials sind:
- Typ des Matrixmaterials: Die Matrix kann aus verschiedenen Materialien bestehen, darunter Polymere, Metalle, Keramiken oder Hybridmaterialien. Die Wahl des Matrixmaterials hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich Festigkeit, Steifigkeit, Zähigkeit, Temperaturbeständigkeit und Korrosionsbeständigkeit.
- Eigenschaften des Matrixmaterials: Das Matrixmaterial bestimmt maßgeblich die mechanischen Eigenschaften des Verbundwerkstoffs, wie z.B. die Festigkeit, Steifigkeit, Zähigkeit und Bruchzähigkeit. Es beeinflusst auch die thermischen Eigenschaften, wie z.B. die Wärmeleitfähigkeit und die Temperaturbeständigkeit, sowie die chemische Beständigkeit gegenüber korrosiven Umgebungen.
- Wechselwirkung mit Verstärkungsfasern: Die Wechselwirkung zwischen Matrix und Verstärkungsfasern ist entscheidend für die Leistungsfähigkeit des Verbundwerkstoffs. Eine gute Haftung und Bindung zwischen Matrix und Fasern ist wichtig, um die Übertragung von Belastungen zwischen den Materialkomponenten zu ermöglichen und Delamination zu verhindern.
- Verarbeitbarkeit: Die Verarbeitbarkeit des Matrixmaterials beeinflusst die Herstellbarkeit und Formbarkeit des Verbundwerkstoffs. Ein Matrixmaterial sollte leicht verarbeitbar sein und sich gut mit den Verstärkungsfasern mischen lassen, um eine gleichmäßige Verteilung und Konsolidierung des Verbundwerkstoffs zu gewährleisten.
Die Auswahl des geeigneten Matrixmaterials ist ein wichtiger Schritt bei der Entwicklung von Verbundwerkstoffen und hängt von den spezifischen Anforderungen der Anwendung ab. Durch die gezielte Auswahl und Optimierung des Matrixmaterials können Verbundwerkstoffe mit maßgeschneiderten mechanischen, thermischen und chemischen Eigenschaften entwickelt werden, die den Anforderungen verschiedener Branchen und Anwendungen gerecht werden
Grenzflächenbindung:
Die Grenzflächenbindung bezieht sich auf die Wechselwirkung zwischen den Verstärkungsfasern und der Matrix in einem Verbundwerkstoff. Sie spielt eine entscheidende Rolle für die mechanischen Eigenschaften, die Leistungsfähigkeit und die Lebensdauer des Verbundwerkstoffs.
Einige wichtige Aspekte der Grenzflächenbindung sind:
- Haftung zwischen Faser und Matrix: Eine starke Haftung zwischen den Verstärkungsfasern und der Matrix ist wichtig, um die effiziente Übertragung von Belastungen zwischen den Materialkomponenten zu ermöglichen. Eine gute Haftung verhindert Delamination und verbessert die strukturelle Integrität des Verbundwerkstoffs.
- Interaktionen auf molekularer Ebene: Die Grenzflächenbindung entsteht auf molekularer Ebene durch physikalische und chemische Wechselwirkungen zwischen den Molekülen der Fasern und der Matrix. Diese Wechselwirkungen können durch Oberflächenbehandlungen oder spezielle Beschichtungen optimiert werden, um eine verbesserte Bindung zu erreichen.
- Einfluss auf mechanische Eigenschaften: Die Qualität der Grenzflächenbindung beeinflusst direkt die mechanischen Eigenschaften des Verbundwerkstoffs, einschließlich Festigkeit, Steifigkeit, Zähigkeit und Bruchzähigkeit. Eine starke Grenzflächenbindung kann zu verbesserten mechanischen Eigenschaften führen, während eine schwache Bindung zu Delamination und einem reduzierten Leistungsvermögen des Materials führen kann.
- Optimierung durch Oberflächenbehandlungen: Oberflächenbehandlungen der Verstärkungsfasern, wie z.B. Plasmaätzen, Beschichten oder Funktionalisierung, können die Grenzflächenbindung verbessern, indem sie die Oberflächenenergie erhöhen und die Adhäsion zwischen Faser und Matrix verstärken.
Die Optimierung der Grenzflächenbindung ist ein wichtiger Aspekt bei der Entwicklung von Verbundwerkstoffen und kann durch die Auswahl geeigneter Materialien, Oberflächenbehandlungen und Herstellungsprozesse verbessert werden. Eine starke Grenzflächenbindung trägt zu einer verbesserten Leistungsfähigkeit, Haltbarkeit und Zuverlässigkeit von Verbundwerkstoffen in einer Vielzahl von Anwendungen bei.
Thermische Ausdehnungskoeffizienten:
Der thermische Ausdehnungskoeffizient ist eine wichtige physikalische Eigenschaft von Materialien, die angibt, wie stark sich ein Material bei Temperaturänderungen ausdehnt oder zusammenzieht. Für Verbundwerkstoffe ist es wichtig, den thermischen Ausdehnungskoeffizienten zu kennen, da sie oft in Umgebungen eingesetzt werden, in denen sich die Temperaturen ändern können.
Einige wichtige Aspekte des thermischen Ausdehnungskoeffizienten sind:
- Definition und Einheiten: Der thermische Ausdehnungskoeffizient wird üblicherweise als Bruchteil der Änderung der Länge pro Einheitsänderung der Temperatur angegeben. Die Einheiten sind typischerweise 1/K oder ppm/K (parts per million per Kelvin).
- Einfluss auf das Materialverhalten: Der thermische Ausdehnungskoeffizient beeinflusst das Verhalten von Materialien bei Temperaturänderungen. Materialien mit einem hohen thermischen Ausdehnungskoeffizienten dehnen sich stärker aus oder ziehen sich stärker zusammen als Materialien mit einem niedrigen thermischen Ausdehnungskoeffizienten.
- Effekt auf Verbundwerkstoffe: Verbundwerkstoffe bestehen aus verschiedenen Materialien, die unterschiedliche thermische Ausdehnungskoeffizienten haben können. Dies kann zu internen Spannungen und Verformungen führen, insbesondere wenn der Verbundwerkstoff hohen Temperaturänderungen ausgesetzt ist. Es ist wichtig, Verbundwerkstoffe so zu konstruieren und zu fertigen, dass diese thermischen Effekte minimiert werden.
- Berücksichtigung bei Design und Analyse: Der thermische Ausdehnungskoeffizient muss bei Design und Analyse von Verbundwerkstoffstrukturen berücksichtigt werden, um unerwünschte Verformungen oder Schäden zu vermeiden. Dies kann durch die Auswahl geeigneter Materialien, die Optimierung der Faserausrichtung und die Verwendung von Materialien mit ähnlichen thermischen Ausdehnungskoeffizienten erreicht werden.
Die Kenntnis des thermischen Ausdehnungskoeffizienten ist daher von entscheidender Bedeutung für die Entwicklung und den Einsatz von Verbundwerkstoffen in verschiedenen Anwendungen, insbesondere solchen, die Temperaturänderungen ausgesetzt sind. Durch eine sorgfältige Berücksichtigung dieses Parameters können Verbundwerkstoffstrukturen entwickelt werden, die den spezifischen Anforderungen hinsichtlich thermischer Stabilität und Zuverlässigkeit gerecht werden.
Ermüdungsfestigkeit:
Die Ermüdungsfestigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die deren Widerstandsfähigkeit gegen wiederholte Belastungen unter zyklischer Beanspruchung beschreibt. Sie ist entscheidend für die Bestimmung der Lebensdauer und Zuverlässigkeit von Verbundwerkstoffstrukturen, insbesondere in Anwendungen, bei denen Bauteile wiederholt belastet werden, wie z.B. in der Luftfahrt, im Automobilbau oder in der Windenergie.
Einige wichtige Aspekte der Ermüdungsfestigkeit sind:
- Ermüdungsversagen: Die Ermüdungsfestigkeit bezieht sich darauf, wie gut ein Verbundwerkstoff zyklischen Belastungen widerstehen kann, ohne dass es zu einem plötzlichen Versagen kommt. Bei wiederholter Belastung können sich in Materialien Mikrorisse bilden, die sich allmählich ausbreiten und letztendlich zum Versagen des Bauteils führen können.
- Wechselwirkung mit anderen Eigenschaften: Die Ermüdungsfestigkeit hängt oft eng mit anderen mechanischen Eigenschaften des Verbundwerkstoffs zusammen, wie z.B. der Festigkeit, Steifigkeit und Zähigkeit. Eine Optimierung dieser Eigenschaften kann dazu beitragen, die Ermüdungsfestigkeit zu verbessern und die Lebensdauer des Bauteils zu verlängern.
- Einflussfaktoren: Die Ermüdungsfestigkeit von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter die Art der Belastung (z.B. Zug, Druck, Biegung), die Belastungsfrequenz, die Umgebungstemperatur, die Faserorientierung, die Matrixeigenschaften und eventuelle Defekte oder Unregelmäßigkeiten im Material.
- Testverfahren: Die Ermüdungsfestigkeit von Verbundwerkstoffen wird oft durch zyklische Belastungstests, wie z.B. Zug-Druck-Ermüdungsprüfungen oder Schwingungsprüfungen, bestimmt. Diese Tests ermöglichen es, die Reaktion des Materials auf wiederholte Belastungen unter kontrollierten Bedingungen zu analysieren und die Ermüdungsfestigkeit zu bewerten.
Die Optimierung der Ermüdungsfestigkeit ist ein wichtiger Aspekt bei der Entwicklung von Verbundwerkstoffen für anspruchsvolle Anwendungen, bei denen Bauteile wiederholt belastet werden. Durch die gezielte Auswahl von Materialien, Faserorientierungen, Herstellungsprozessen und Konstruktionsmerkmalen können Verbundwerkstoffe mit verbesserten Ermüdungseigenschaften entwickelt werden, die eine langfristige Leistungsfähigkeit und Zuverlässigkeit gewährleisten.
Schlagzähigkeit:
Die Schlagzähigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die deren Fähigkeit beschreibt, Stoßbelastungen und plötzliche Schläge zu absorbieren, ohne zu versagen. Diese Eigenschaft ist besonders wichtig für Anwendungen, bei denen Bauteile hohen dynamischen Belastungen ausgesetzt sind, wie z.B. Fahrzeugkarosserien, Sportausrüstung oder Schutzhelme.
Einige wichtige Aspekte der Schlagzähigkeit sind:
- Definition und Messung: Die Schlagzähigkeit wird oft durch spezifische Prüfverfahren wie den Kerbschlagbiegeversuch (Charpy-Versuch) oder den Kerbschlagzugversuch (Izod-Versuch) gemessen. Diese Tests geben Aufschluss darüber, wie gut ein Material plötzlichen Schlägen standhalten kann, indem die Energie gemessen wird, die benötigt wird, um eine Probe zu brechen.
- Materialien und Strukturen: Die Schlagzähigkeit von Verbundwerkstoffen wird von verschiedenen Faktoren beeinflusst, darunter die Art der verwendeten Verstärkungsfasern, die Matrixeigenschaften, die Faserorientierung und die Struktur des Verbundwerkstoffs. Einige Fasertypen, wie z.B. Aramidfasern, können zu einer verbesserten Schlagzähigkeit beitragen, während eine optimale Faserausrichtung und Matrixmaterialien mit hoher Zähigkeit ebenfalls wichtig sind.
- Einflussfaktoren: Die Schlagzähigkeit kann durch verschiedene Einflussfaktoren beeinflusst werden, darunter die Umgebungstemperatur, die Belastungsgeschwindigkeit, die Dicke der Probe und eventuelle Defekte oder Unregelmäßigkeiten im Material. Eine höhere Umgebungstemperatur kann die Schlagzähigkeit in der Regel verbessern, während niedrige Temperaturen zu einer Verringerung der Zähigkeit führen können.
- Anwendungen und Design: Die Schlagzähigkeit ist ein wichtiger Aspekt bei der Entwicklung von Verbundwerkstoffstrukturen für Anwendungen, bei denen Stoßbelastungen auftreten können. Durch die gezielte Auswahl von Materialien, Herstellungsprozessen und Konstruktionsmerkmalen können Verbundwerkstoffe mit verbesserten Schlagzähigkeitseigenschaften entwickelt werden, die den spezifischen Anforderungen der Anwendung gerecht werden.
Die Schlagzähigkeit ist daher eine entscheidende Eigenschaft von Verbundwerkstoffen, die bei der Entwicklung und dem Design von Bauteilen und Strukturen berücksichtigt werden muss, um eine optimale Leistungsfähigkeit und Sicherheit zu gewährleisten.
Composite Pressen Herstellung
Die Herstellung von Composite Pressen ist ein komplexer Prozess, der in mehreren Schritten durchgeführt wird. Die wichtigsten Schritte sind:
- Materialienbereitstellung
Die ersten Schritte der Herstellung von Composite Pressen bestehen in der Bereitstellung der benötigten Materialien. Dazu gehören:
- Stahl für den Rahmen und die Komponenten der Presse.
- Edelstahl für die Matrizen und Stempel.
- Polymere für die Beschichtung der Matrizen und Stempel.
- Keramik für die Hitzebeständigkeit.
Diese Materialien werden in der Regel in Form von Blechen, Stangen oder Profilen geliefert und müssen vor der Verwendung zugeschnitten werden.
- Konstruktion
Die Presse wird nach den spezifischen Anforderungen des Kunden entworfen. Die wichtigsten Faktoren, die bei der Konstruktion berücksichtigt werden müssen, sind:
- Die Größe der Presse: Die Presse muss groß genug sein, um die gewünschten Teile herzustellen.
- Die Presskraft: Die Presse muss eine ausreichende Presskraft haben, um die gewünschten Teile herzustellen.
- Die Temperatur: Die Presse muss eine ausreichend hohe Temperatur haben, um die gewünschten Teile herzustellen.
- Fertigung
Die Presse wird dann in einzelnen Teilen hergestellt und anschließend zusammengebaut. Die einzelnen Teile werden in der Regel durch Schneiden, Bohren, Fräsen und Schweißen hergestellt.
- Montage
Die Presse wird dann zusammengebaut und getestet. Die Montage erfolgt in der Regel durch qualifiziertes Personal. Der Test umfasst die Überprüfung der Funktionsfähigkeit der Presse und die Messung der Presskraft.
- Lieferung
Die fertige Presse wird dann an den Kunden geliefert.
Die Herstellung von Composite Pressen ist ein anspruchsvoller Prozess, der Erfahrung und Fachwissen erfordert. Die richtigen Materialien und die richtige Konstruktion sind entscheidend für die Qualität und die Leistung der Presse.
Materialienbereitstellung
Die Materialienbereitstellung ist der erste Schritt bei der Herstellung von Composite Pressen. Die benötigten Materialien sind:
- Stahl für den Rahmen und die Komponenten der Presse. Stahl ist ein starkes und robustes Material, das die Presse vor Beschädigungen schützt. Er ist in verschiedenen Stärken und Legierungen erhältlich, sodass er an die spezifischen Anforderungen der Presse angepasst werden kann.
- Edelstahl für die Matrizen und Stempel. Edelstahl ist ein korrosionsbeständiges Material, das die Matrizen und Stempel vor Korrosion und Verschleiß schützt. Er ist in verschiedenen Qualitäten erhältlich, sodass er an die spezifischen Anforderungen der Presse angepasst werden kann.
- Polymere für die Beschichtung der Matrizen und Stempel. Polymere sind Materialien, die sich gut an die Form der Matrizen und Stempel anpassen. Sie bieten eine gute Haftung und verhindern, dass das Harz aus den Matrizen und Stempeln austritt.
- Keramik für die Hitzebeständigkeit. Keramik ist ein hitzebeständiges Material, das die Matrizen und Stempel vor hohen Temperaturen schützt. Es ist in verschiedenen Qualitäten erhältlich, sodass es an die spezifischen Anforderungen der Presse angepasst werden kann.
- Diese Materialien werden in der Regel in Form von Blechen, Stangen oder Profilen geliefert und müssen vor der Verwendung zugeschnitten werden. Das Zuschneiden kann durch verschiedene Verfahren erfolgen, z. B. durch Schneiden, Bohren, Fräsen oder Schweißen.
Die Konstruktion
Die Konstruktion einer Composite Presse ist der wichtigste Schritt bei ihrer Herstellung. Die Presse muss nach den spezifischen Anforderungen des Kunden entworfen werden. Die wichtigsten Faktoren, die bei der Konstruktion berücksichtigt werden müssen, sind:
- Die Größe der Presse: Die Presse muss groß genug sein, um die gewünschten Teile herzustellen
- Die Presskraft: Die Presse muss eine ausreichende Presskraft haben, um die gewünschten Teile herzustellen.
- Die Temperatur: Die Presse muss eine ausreichend hohe Temperatur haben, um die gewünschten Teile herzustellen.
- Die Anzahl der Stationen: Die Presse kann eine oder mehrere Stationen haben. Eine Presse mit mehreren Stationen kann mehrere Teile gleichzeitig herstellen.
- Das Automatisierungsniveau: Die Presse kann manuell oder automatisch betrieben werden. Automatisierte Pressen sind in der Regel effizienter und genauer.
Die Konstruktion der Presse beginnt mit der Erstellung eines Entwurfs. Der Entwurf muss die spezifischen Anforderungen des Kunden berücksichtigen und die erforderlichen Sicherheitsmaßnahmen berücksichtigen.
Nach der Erstellung des Entwurfs wird die Presse dann in einzelnen Teilen hergestellt. Die einzelnen Teile werden in der Regel durch Schneiden, Bohren, Fräsen und Schweißen hergestellt.
Sobald die einzelnen Teile hergestellt sind, werden sie zusammengebaut. Der Zusammenbau erfolgt in der Regel durch qualifiziertes Personal.
Nach dem Zusammenbau wird die Presse getestet. Der Test umfasst die Überprüfung der Funktionsfähigkeit der Presse und die Messung der Presskraft.
Wenn die Presse den Test bestanden hat, ist sie fertig zur Lieferung an den Kunden.
Die Konstruktion einer Composite Presse ist ein komplexer Prozess, der Erfahrung und Fachwissen erfordert. Die richtigen Materialien und die richtige Konstruktion sind entscheidend für die Qualität und die Leistung der Presse.
Fertigung
Die Fertigung einer Composite Presse ist der Prozess der Herstellung der einzelnen Teile der Presse aus den bereitgestellten Materialien. Die einzelnen Teile werden dann zusammengebaut, um die fertige Presse zu bilden.
Die Fertigung der einzelnen Teile erfolgt in der Regel durch Schneiden, Bohren, Fräsen und Schweißen.
- Schneiden wird verwendet, um die Teile in die gewünschte Form zu bringen. Schneidverfahren können das Laserschneiden, Wasserstrahlschneiden oder Plasmaschneiden umfassen.
- Bohren wird verwendet, um Löcher in die Teile zu bohren. Bohrverfahren können das Drehen, Fräsen oder Bohren umfassen
- Fräsen wird verwendet, um die Oberfläche der Teile zu formen. Fräsverfahren können das Drehen, Fräsen oder Bohren umfassen.
- Schweißen wird verwendet, um die Teile miteinander zu verbinden. Schweißverfahren können das MIG-Schweißen, MAG-Schweißen oder WIG-Schweißen umfassen
Nachdem die einzelnen Teile hergestellt sind, werden sie zusammengebaut. Der Zusammenbau erfolgt in der Regel durch qualifiziertes Personal.
Der Zusammenbau beginnt mit der Montage der Grundstruktur der Presse. Dazu gehören der Rahmen, die Führungen und die Antriebseinheit.
Sobald die Grundstruktur montiert ist, werden die Matrizen und Stempel montiert. Die Matrizen und Stempel sind die Teile, die das Formteil formen.
Zuletzt werden die Sicherheitseinrichtungen montiert. Sicherheitseinrichtungen sind wichtig, um die Presse vor Beschädigungen und Verletzungen zu schützen.
Nach dem Zusammenbau wird die Presse getestet. Der Test umfasst die Überprüfung der Funktionsfähigkeit der Presse und die Messung der Presskraft.
Wenn die Presse den Test bestanden hat, ist sie fertig zur Lieferung an den Kunden.
Die Fertigung einer Composite Presse ist ein komplexer Prozess, der Erfahrung und Fachwissen erfordert. Die richtigen Materialien und die richtige Konstruktion sind entscheidend für die Qualität und die Leistung der Presse.
Montage
Die Montage ist der letzte Schritt bei der Herstellung einer Composite Presse. Die Montage erfolgt in der Regel durch qualifiziertes Personal.
Der Zusammenbau beginnt mit der Montage der Grundstruktur der Presse. Dazu gehören der Rahmen, die Führungen und die Antriebseinheit.
Sobald die Grundstruktur montiert ist, werden die Matrizen und Stempel montiert. Die Matrizen und Stempel sind die Teile, die das Formteil formen.
Zuletzt werden die Sicherheitseinrichtungen montiert. Sicherheitseinrichtungen sind wichtig, um die Presse vor Beschädigungen und Verletzungen zu schützen.
Nach dem Zusammenbau wird die Presse getestet. Der Test umfasst die Überprüfung der Funktionsfähigkeit der Presse und die Messung der Presskraft.
Wenn die Presse den Test bestanden hat, ist sie fertig zur Lieferung an den Kunden.
Die Montage einer Composite Presse ist ein komplexer Prozess, der Erfahrung und Fachwissen erfordert. Die richtigen Materialien und die richtige Konstruktion sind entscheidend für die Qualität und die Leistung der Presse.
Hier sind einige der wichtigsten Schritte bei der Montage einer Composite Presse:
- Montage des Rahmens: Der Rahmen ist die Basis der Presse. Er muss stabil und robust sein, um die Presse zu tragen.
- Montage der Führungen: Die Führungen sorgen dafür, dass die Matrizen und Stempel sich genau bewegen. Sie müssen präzise gefertigt sein, um ein Verklemmen der Presse zu verhindern.
- Montage der Antriebseinheit: Die Antriebseinheit erzeugt die Presskraft. Sie muss leistungsstark genug sein, um die gewünschten Teile herzustellen.
- Montage der Matrizen und Stempel: Die Matrizen und Stempel sind die Teile, die das Formteil formen. Sie müssen präzise gefertigt sein, um ein Formteil mit den richtigen Abmessungen und Toleranzen zu erzeugen.
- Montage der Sicherheitseinrichtungen: Sicherheitseinrichtungen sind wichtig, um die Presse vor Beschädigungen und Verletzungen zu schützen. Sie müssen nach den neuesten Sicherheitsvorschriften installiert sein.
- Testen der Presse: Nach dem Zusammenbau wird die Presse getestet. Der Test umfasst die Überprüfung der Funktionsfähigkeit der Presse und die Messung der Presskraft.
- Lieferung der Presse: Wenn die Presse den Test bestanden hat, ist sie fertig zur Lieferung an den Kunden.
Die Montage einer Composite Presse ist ein wichtiger Schritt bei der Herstellung der Presse. Die richtige Montage ist entscheidend für die Qualität und die Leistung der Presse.
Lieferung
Die Lieferung einer Composite Presse ist der letzte Schritt bei der Herstellung der Presse. Die Lieferung erfolgt in der Regel durch einen Spediteur.
Die Lieferung einer Composite Presse kann je nach Größe und Gewicht der Presse eine Herausforderung sein. Die Presse muss sorgfältig verpackt und gesichert werden, um Beschädigungen während des Transports zu vermeiden.
Die Lieferung einer Composite Presse erfolgt in der Regel in mehreren Schritten:
- Verpackung: Die Presse wird sorgfältig verpackt, um Beschädigungen während des Transports zu vermeiden. Die Verpackung kann aus Holzkisten, Metallbehältern oder anderen geeigneten Materialien bestehen.
- Transport: Die Presse wird von einem Spediteur an den Kunden geliefert. Der Spediteur ist dafür verantwortlich, die Presse sicher und pünktlich zu liefern.
- Entladung: Die Presse wird am Bestimmungsort von einem Kran oder einem anderen geeigneten Gerät entladen.
- Anlieferung: Die Presse wird am Bestimmungsort an den Kunden übergeben.
Die Lieferung einer Composite Presse ist ein wichtiger Schritt bei der Bereitstellung der Presse für den Kunden. Die sorgfältige Verpackung und der sichere Transport sind wichtig, um die Presse vor Beschädigungen zu schützen.
Hier sind einige Tipps für die Lieferung einer Composite Presse:
- Verwenden Sie eine geeignete Verpackung, um die Presse vor Beschädigungen während des Transports zu schützen.
- Sichern Sie die Presse in der Verpackung, um ein Verrutschen während des Transports zu vermeiden.
- Informieren Sie den Spediteur über die Größe und das Gewicht der Presse, um sicherzustellen, dass er die richtige Ausrüstung für den Transport hat.
- Überwachen Sie die Lieferung der Presse, um sicherzustellen, dass sie sicher und pünktlich ankommt.
Verstärkungsfasern:
Verstärkungsfasern sind ein Schlüsselelement in Faserverbundwerkstoffen, das für ihre außergewöhnlichen mechanischen Eigenschaften verantwortlich ist. Diese Fasern dienen dazu, die Festigkeit, Steifigkeit und andere Eigenschaften des Verbundmaterials zu verbessern. Es gibt verschiedene Arten von Verstärkungsfasern, darunter Kohlenstofffasern, Glasfasern, Aramidfasern und Naturfasern wie zum Beispiel Flachs oder Hanf. Jede Art von Faser bietet spezifische Vor- und Nachteile in Bezug auf Festigkeit, Steifigkeit, Gewicht, Kosten und Herstellbarkeit. Kohlenstofffasern beispielsweise zeichnen sich durch ihre hohe Festigkeit und Steifigkeit aus, sind jedoch teurer als Glasfasern. Glasfasern sind kostengünstiger und bieten eine gute Beständigkeit gegenüber Chemikalien, sind jedoch weniger steif als Kohlenstofffasern. Aramidfasern sind leicht und bieten eine hohe Bruchdehnung, eignen sich jedoch nicht so gut für Anwendungen mit hohen Temperaturen. Die Auswahl der Verstärkungsfaser hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich der Belastungen, Umgebungsfaktoren und Kosten.
Matrixmaterial:
Das Matrixmaterial ist eine weitere wesentliche Komponente von Faserverbundwerkstoffen und dient dazu, die Verstärkungsfasern zu binden und ihnen Struktur zu verleihen. Es umgibt die Fasern und überträgt Belastungen zwischen ihnen, wodurch das Verbundmaterial seine mechanischen Eigenschaften erhält. Matrixmaterialien können aus verschiedenen Polymeren, Harzen, Metallen oder Keramiken bestehen. Die Auswahl des Matrixmaterials hängt von den Anforderungen der Anwendung ab, einschließlich der benötigten Festigkeit, Steifigkeit, Temperaturbeständigkeit und Chemikalienbeständigkeit. Thermoplastische Matrixmaterialien bieten Vorteile wie hohe Zähigkeit und einfache Verarbeitung, während duroplastische Matrixmaterialien eine höhere Wärmebeständigkeit und Dimensionsstabilität bieten. Die Wechselwirkung zwischen Verstärkungsfasern und Matrixmaterial ist entscheidend für die Leistungsfähigkeit des Verbundwerkstoffs und wird durch die Haftung an der Grenzfläche zwischen beiden bestimmt.
Faservolumenanteil:
Der Faservolumenanteil ist das Verhältnis des Volumens der Verstärkungsfasern zum Gesamtvolumen des Verbundwerkstoffs. Er bestimmt maßgeblich die mechanischen Eigenschaften des Verbundmaterials, einschließlich seiner Festigkeit und Steifigkeit. Ein höherer Faservolumenanteil führt in der Regel zu einer verbesserten Festigkeit und Steifigkeit des Verbundwerkstoffs, da mehr Fasern vorhanden sind, um Belastungen aufzunehmen. Jedoch kann ein zu hoher Faservolumenanteil zu Schwierigkeiten bei der Verarbeitung führen und die Zähigkeit des Materials verringern. Die optimale Auswahl des Faservolumenanteils hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich der gewünschten mechanischen Eigenschaften, Gewichtseinsparungen und Herstellbarkeit.
Faserorientierung:
Die Faserorientierung bezieht sich auf die Ausrichtung der Verstärkungsfasern innerhalb des Verbundwerkstoffs. Sie spielt eine entscheidende Rolle für die mechanischen Eigenschaften des Materials und beeinflusst dessen Festigkeit, Steifigkeit und Bruchverhalten. Die Faserorientierung kann durch verschiedene Herstellungsverfahren gesteuert werden, darunter die Laminierung, Wickeltechniken oder Spritzgießverfahren. Eine optimale Faserorientierung kann zu einer gleichmäßigen Verteilung von Belastungen und einer verbesserten Leistungsfähigkeit des Verbundwerkstoffs führen. Die Auswahl der Faserorientierung hängt von den Anforderungen der Anwendung ab, einschließlich der Richtung der erwarteten Belastungen und der gewünschten mechanischen Eigenschaften des Materials.
Laminate:
Laminate sind Verbundwerkstoffstrukturen, die aus mehreren Lagen von Verstärkungsfasern und Matrixmaterial bestehen, die miteinander laminiert oder verklebt sind. Diese Lagen können unterschiedliche Faserorientierungen und Dicken haben, um spezifische mechanische Eigenschaften zu erreichen. Laminate werden häufig in Anwendungen eingesetzt, bei denen eine hohe Festigkeit und Steifigkeit erforderlich sind, wie z.B. im Flugzeugbau, im Automobilbau und im Bauwesen. Sie bieten eine hohe Anpassungsfähigkeit an verschiedene Belastungsbedingungen und ermöglichen eine maßgeschneiderte Gestaltung von Bauteilen und Strukturen.
Kohlenstofffasern:
Kohlenstofffasern sind eine der am häufigsten verwendeten Verstärkungsfasern in Faserverbundwerkstoffen aufgrund ihrer außergewöhnlichen mechanischen Eigenschaften. Sie sind extrem leicht und steif und bieten eine hohe Festigkeit und Beständigkeit gegenüber chemischen und thermischen Einflüssen. Kohlenstofffasern werden häufig in Hochleistungsanwendungen eingesetzt, wie z.B. im Flugzeugbau, Motorsport und Sportausrüstung. Sie sind jedoch auch teurer als andere Verstärkungsmaterialien und erfordern spezielle Verarbeitungsverfahren.
Glasfasern:
Glasfasern sind eine der am weitesten verbreiteten Verstärkungsfasern in Faserverbundwerkstoffen aufgrund ihrer kostengünstigen Herstellung und guten mechanischen Eigenschaften. Sie bieten eine hohe Festigkeit, Steifigkeit und Beständigkeit gegenüber chemischen Einflüssen und sind vielseitig einsetzbar. Glasfasern werden in einer Vielzahl von Anwendungen eingesetzt, einschließlich Automobilbau, Schiffbau, Bauwesen und Sportausrüstung. Sie sind jedoch weniger steif und leicht als Kohlenstofffasern und eignen sich nicht für Anwendungen mit sehr hohen Belastungen oder Temperaturen.
Aramidfasern:
Aramidfasern sind eine Klasse von synthetischen Fasern, die für ihre hohe Festigkeit, Zähigkeit und Beständigkeit gegenüber Hitze und Chemikalien bekannt sind. Sie werden häufig in Anwendungen eingesetzt, bei denen eine hohe Schlagzähigkeit und Beständigkeit gegenüber dynamischen Belastungen erforderlich sind, wie z.B. in kugelsicheren Westen, Schutzhelmen und Luftfahrzeugteilen. Aramidfasern sind leicht und bieten eine hohe Bruchdehnung, sind jedoch teurer als Glasfasern und weniger steif als Kohlenstofffasern.
Hybridverbundwerkstoffe:
Hybridverbundwerkstoffe sind Verbundwerkstoffe, die aus einer Kombination verschiedener Verstärkungsmaterialien bestehen, wie z.B. Kohlenstofffasern, Glasfasern, Aramidfasern oder Naturfasern. Diese Materialkombination ermöglicht es, die jeweiligen Vorteile der einzelnen Verstärkungsmaterialien zu nutzen und gleichzeitig ihre Nachteile auszugleichen. Hybridverbundwerkstoffe bieten eine verbesserte Leistungsfähigkeit und Vielseitigkeit für eine Vielzahl von Anwendungen, einschließlich Automobilbau, Sportausrüstung und Bauwesen. Sie ermöglichen es, maßgeschneiderte Verbundwerkstoffstrukturen zu entwickeln, die spezifischen Anforderungen gerecht werden.
Faser-Matrix-Haftung:
Die Faser-Matrix-Haftung bezieht sich auf die Wechselwirkung zwischen den Verstärkungsfasern und der Matrix in einem Verbundwerkstoff. Eine gute Haftung ist entscheidend für die Übertragung von Belastungen zwischen den Materialkomponenten und die Leistungsfähigkeit des Verbundmaterials. Eine starke Haftung verhindert Delamination und verbessert die strukturelle Integrität des Verbundwerkstoffs. Die Faser-Matrix-Haftung kann durch verschiedene Faktoren beeinflusst werden, darunter die Art der Verstärkungsfasern, die Matrixeigenschaften, Oberflächenbehandlungen und Herstellungsverfahren. Eine optimale Haftung trägt zu verbesserten mechanischen Eigenschaften, einer längeren Lebensdauer und einer erhöhten Zuverlässigkeit des Verbundwerkstoffs bei.
Delamination:
Delamination ist ein verbreitetes Versagensmechanismus in Verbundwerkstoffen, der durch das Ablösen oder Trennen von Laminatschichten entlang der Grenzflächen zwischen den Materialkomponenten gekennzeichnet ist. Sie tritt häufig bei zyklischen Belastungen, übermäßiger Biegebeanspruchung oder bei Herstellungsfehlern auf und kann zu einem plötzlichen Versagen des Verbundwerkstoffs führen. Delamination schwächt die strukturelle Integrität des Materials und kann zu lokalen Spannungskonzentrationen führen, die zu weiteren Schäden führen können. Die Vermeidung von Delamination erfordert eine sorgfältige Materialauswahl, Konstruktion und Fertigungstechniken sowie eine Überwachung und Inspektion während des Lebenszyklus des Verbundwerkstoffs.
Schichtaufbau:
Der Schichtaufbau bezieht sich auf die Anordnung und Sequenzierung der Verstärkungsfasern und der Matrix in einem Verbundwerkstoff. Der Schichtaufbau bestimmt die mechanischen Eigenschaften, die Festigkeit und Steifigkeit des Materials sowie seine Reaktion auf Belastungen. Eine optimale Schichtanordnung kann zu einer gleichmäßigen Verteilung von Belastungen und einer verbesserten Leistungsfähigkeit des Verbundwerkstoffs führen. Der Schichtaufbau kann durch verschiedene Faktoren beeinflusst werden, darunter die Anzahl der Lagen, die Faserorientierung, die Dicke der Lagen und die Art der Matrixmaterialien. Eine sorgfältige Gestaltung des Schichtaufbaus ist entscheidend für die Entwicklung von Verbundwerkstoffen mit den gewünschten mechanischen Eigenschaften und Leistungsmerkmalen.
Laminierverfahren:
Laminierverfahren sind Herstellungsverfahren, bei denen Verbundwerkstoffe durch das Schichten und Verkleben von Verstärkungsfasern und Matrixmaterialien hergestellt werden. Es gibt verschiedene Arten von Laminierverfahren, darunter die Handlaminierung, die Vakuuminfusion, die Autoklav- und Prepreg-Verfahren. Diese Verfahren ermöglichen eine präzise Kontrolle über den Schichtaufbau und die Faserorientierung und ermöglichen die Herstellung von Verbundwerkstoffen mit maßgeschneiderter Leistungsfähigkeit und Zuverlässigkeit. Die Auswahl des geeigneten Laminierverfahrens hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich der Größe und Komplexität des Bauteils, der gewünschten mechanischen Eigenschaften und der Produktionskapazität.
Prepreg:
Prepreg ist ein vorgefertigtes Verbundmaterial, das aus Verstärkungsfasern und einem Matrixharz besteht, das vor der Verarbeitung bereits teilweise ausgehärtet ist. Prepregs bieten eine einfache und präzise Verarbeitung und ermöglichen die Herstellung von hochwertigen Verbundwerkstoffen mit konsistenten mechanischen Eigenschaften. Sie werden häufig in Hochleistungsanwendungen eingesetzt, wie z.B. im Flugzeugbau, Motorsport und Sportausrüstung. Prepregs sind in verschiedenen Fasertypen, Matrixmaterialien und Aushärtungsgraden erhältlich, um den spezifischen Anforderungen der Anwendung gerecht zu werden.
Trockenfaserverbundwerkstoffe:
Trockenfaserverbundwerkstoffe sind Verbundmaterialien, bei denen die Verstärkungsfasern vor der Verarbeitung nicht mit einem Matrixmaterial imprägniert sind. Trockenfaserverbundwerkstoffe bieten eine hohe Festigkeit, Steifigkeit und Zähigkeit und sind leicht und einfach zu verarbeiten. Sie werden häufig in Anwendungen eingesetzt, bei denen eine hohe Festigkeit und Steifigkeit erforderlich sind, wie z.B. im Automobilbau, Schiffbau und Sportausrüstung. Trockenfaserverbundwerkstoffe erfordern jedoch spezielle Verarbeitungsverfahren, um eine gleichmäßige Verteilung des Matrixmaterials zu gewährleisten und die gewünschten mechanischen Eigenschaften zu erreichen.
Nasslaminierung:
Die Nasslaminierung ist ein Herstellungsverfahren, bei dem die Verstärkungsfasern manuell oder automatisch mit einem flüssigen Matrixharz imprägniert und dann laminiert werden. Dieses Verfahren ermöglicht eine einfache und kostengünstige Herstellung von Verbundwerkstoffen mit einer Vielzahl von Fasertypen und Matrixmaterialien. Nasslaminierung ist jedoch anfällig für ungleichmäßige Harzverteilung und kann zu Qualitätsproblemen führen, wie z.B. Lufteinschlüssen oder Trockenstellen im Material. Eine sorgfältige Prozesssteuerung und Qualitätskontrolle sind erforderlich, um hochwertige Verbundwerkstoffe mit konsistenten mechanischen Eigenschaften herzustellen.
Autoklav:
Ein Autoklav ist ein Druckbehälter, der zur Aushärtung von Verbundwerkstoffen unter hohen Temperaturen und Drücken verwendet wird. Autoklaven bieten eine präzise Temperatur- und Druckkontrolle und ermöglichen die Herstellung von Verbundwerkstoffen mit hervorragenden mechanischen Eigenschaften und Dimensionsstabilität. Sie werden häufig in der Luft- und Raumfahrtindustrie, im Motorsport und in anderen Hochleistungsanwendungen eingesetzt, wo höchste Qualitätsstandards gefordert sind. Autoklaven sind jedoch teuer in der Anschaffung und erfordern spezielle Schulung und Fachkenntnisse für ihren Betrieb und ihre Wartung.
Vakuum-Infusionsverfahren:
Das Vakuum-Infusionsverfahren ist ein Herstellungsverfahren, bei dem Verbundwerkstoffe hergestellt werden, indem Verstärkungsfasern und Matrixmaterialien in eine Form gelegt und dann unter Vakuum gesetzt werden, um das Harz durch Kapillarwirkung zu verteilen. Dieses Verfahren ermöglicht eine gleichmäßige Verteilung des Matrixmaterials und die Herstellung von Verbundwerkstoffen mit konsistenten mechanischen Eigenschaften und hoher Qualität. Das Vakuum-Infusionsverfahren ist kostengünstiger als Autoklaven und bietet dennoch eine hohe Leistungsfähigkeit und Zuverlässigkeit. Es wird häufig in der Automobilindustrie, im Bootsbau und in anderen Anwendungen eingesetzt, wo eine hohe Festigkeit und Steifigkeit erforderlich sind.
Pultrusion:
Pultrusion ist ein kontinuierliches Herstellungsverfahren, bei dem Verbundwerkstoffprofile hergestellt werden, indem Verstärkungsfasern durch ein Harzbad gezogen und dann durch eine Form gezogen werden, um die gewünschte Form und Abmessungen zu erreichen. Dieses Verfahren ermöglicht die Herstellung von hochwertigen Verbundwerkstoffprofilen mit hoher Festigkeit und Steifigkeit sowie einer gleichmäßigen Verteilung der Verstärkungsfasern. Pultrudierte Profile werden häufig in Anwendungen eingesetzt, wie z.B. im Bauwesen, in der Elektronik und im Transportwesen, wo eine hohe Festigkeit, Steifigkeit und Korrosionsbeständigkeit erforderlich sind.
Faserumlenkung:
Die Faserumlenkung bezieht sich auf die Änderung der Richtung der Verstärkungsfasern innerhalb eines Verbundwerkstoffs. Faserumlenkung kann durch verschiedene Techniken erreicht werden, darunter das Weben, Flechten, Wickeln oder Schichtaufbauverfahren. Eine optimale Faserumlenkung ermöglicht eine gleichmäßige Verteilung von Belastungen und verbessert die Leistungsfähigkeit des Verbundwerkstoffs. Sie ermöglicht auch die Herstellung von Verbundwerkstoffstrukturen mit komplexen Formen und Geometrien, die spezifische Anforderungen der Anwendung erfüllen.
Faserrichtung:
Die Faserrichtung bezieht sich auf die Ausrichtung der Verstärkungsfasern innerhalb eines Verbundwerkstoffs in Bezug auf die Belastungsrichtung. Die Faserrichtung beeinflusst maßgeblich die mechanischen Eigenschaften des Materials und bestimmt seine Festigkeit, Steifigkeit und Zähigkeit. Eine optimale Faserrichtung ermöglicht eine effiziente Übertragung von Belastungen und verbessert die Leistungsfähigkeit des Verbundwerkstoffs. Die Faserrichtung kann durch verschiedene Herstellungsverfahren gesteuert werden, darunter das Weben, Flechten, Wickeln oder Schichtaufbauverfahren. Eine sorgfältige Gestaltung der Faserrichtung ist entscheidend für die Entwicklung von Verbundwerkstoffen mit den gewünschten mechanischen Eigenschaften und Leistungsmerkmalen.
Zugfestigkeit:
Die Zugfestigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die ihre Fähigkeit beschreibt, Zugkräfte zu widerstehen, ohne zu versagen. Sie ist ein Maß für die maximale Belastung, die ein Material unter Zugbeanspruchung aushalten kann, und wird in der Regel in Einheiten wie MPa (Megapascal) oder N/mm² (Newton pro Quadratmillimeter) angegeben. Die Zugfestigkeit von Verbundwerkstoffen wird maßgeblich von den mechanischen Eigenschaften der Verstärkungsfasern und der Matrix sowie ihrer Wechselwirkung beeinflusst. Eine hohe Zugfestigkeit ist entscheidend für Anwendungen, bei denen Bauteile hohen Zugbelastungen ausgesetzt sind, wie z.B. im Flugzeugbau, Automobilbau und Bauwesen.
Biegefestigkeit:
Die Biegefestigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die ihre Fähigkeit beschreibt, Biegebelastungen zu widerstehen, ohne zu versagen. Sie ist ein Maß für die maximale Belastung, die ein Material unter Biegebeanspruchung aushalten kann, und wird in der Regel in Einheiten wie MPa (Megapascal) oder N/mm² (Newton pro Quadratmillimeter) angegeben. Die Biegefestigkeit von Verbundwerkstoffen hängt von verschiedenen Faktoren ab, darunter die Art der Verstärkungsfasern, die Matrixeigenschaften, die Faserorientierung und die Struktur des Verbundwerkstoffs. Eine hohe Biegefestigkeit ist entscheidend für Anwendungen, bei denen Bauteile Biegebelastungen ausgesetzt sind, wie z.B. bei Trägern, Balken und anderen Strukturelementen.
Scherfestigkeit:
Die Scherfestigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die ihre Fähigkeit beschreibt, Scherkräfte zu widerstehen, ohne zu versagen. Sie ist ein Maß für die maximale Belastung, die ein Material unter Scherbeanspruchung aushalten kann, und wird in der Regel in Einheiten wie MPa (Megapascal) oder N/mm² (Newton pro Quadratmillimeter) angegeben. Die Scherfestigkeit von Verbundwerkstoffen hängt von verschiedenen Faktoren ab, darunter die Art der Verstärkungsfasern, die Matrixeigenschaften, die Faserorientierung und die Struktur des Verbundwerkstoffs. Eine hohe Scherfestigkeit ist entscheidend für Anwendungen, bei denen Bauteile Scherbelastungen ausgesetzt sind, wie z.B. Klebverbindungen, Schrauben und Bolzen.
Bruchdehnung:
Die Bruchdehnung ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die angibt, wie viel ein Material sich dehnen kann, bevor es versagt. Sie ist ein Maß für die Dehnung des Materials bei Bruch und wird in der Regel in Prozent angegeben. Die Bruchdehnung von Verbundwerkstoffen hängt von verschiedenen Faktoren ab, darunter die Art der Verstärkungsfasern, die Matrixeigenschaften, die Faserorientierung und die Struktur des Verbundwerkstoffs. Eine hohe Bruchdehnung ist entscheidend für Anwendungen, bei denen Bauteile hohen Dehnungsbelastungen ausgesetzt sind, wie z.B. bei Aufprallbeanspruchungen oder dynamischen Belastungen.
Steifigkeit:
Die Steifigkeit ist eine wichtige mechanische Eigenschaft von Verbundwerkstoffen, die ihre Widerstandsfähigkeit gegen Verformung unter Belastung beschreibt. Sie ist ein Maß für die Steifigkeit des Materials und wird in der Regel durch den Elastizitätsmodul oder die Biegesteifigkeit angegeben. Die Steifigkeit von Verbundwerkstoffen hängt von verschiedenen Faktoren ab, darunter die Art der Verstärkungsfasern, die Matrixeigenschaften, die Faserorientierung und die Struktur des Verbundwerkstoffs. Eine hohe Steifigkeit ist entscheidend für Anwendungen, bei denen Bauteile einer hohen Belastung standhalten müssen, wie z.B. bei Trägern, Balken und anderen Strukturelementen.
Dichte:
Die Dichte ist eine wichtige physikalische Eigenschaft von Verbundwerkstoffen, die das Verhältnis von Masse zu Volumen beschreibt. Sie wird in der Regel in Einheiten wie g/cm³ (Gramm pro Kubikzentimeter) oder kg/m³ (Kilogramm pro Kubikmeter) angegeben. Die Dichte von Verbundwerkstoffen hängt von den verwendeten Materialien, ihrer Zusammensetzung und Struktur ab. Eine niedrige Dichte ist entscheidend für Anwendungen, bei denen Gewichtseinsparungen und eine hohe Festigkeit-zu-Gewicht-Verhältnis gefordert sind, wie z.B. im Flugzeugbau, Motorsport und Sportausrüstung.
Wärmeausdehnungskoeffizient:
Der Wärmeausdehnungskoeffizient ist eine wichtige physikalische Eigenschaft von Verbundwerkstoffen, die angibt, wie stark sich das Material bei Temperaturänderungen ausdehnt oder zusammenzieht. Er wird in der Regel in Einheiten wie ppm/°C (parts per million per degree Celsius) angegeben. Der Wärmeausdehnungskoeffizient von Verbundwerkstoffen hängt von den verwendeten Materialien, ihrer Zusammensetzung und Struktur ab. Ein niedriger Wärmeausdehnungskoeffizient ist entscheidend für Anwendungen, bei denen Dimensionsstabilität und Temperaturbeständigkeit erforderlich sind, wie z.B. in der Luft- und Raumfahrtindustrie, im Maschinenbau und in der Elektronik.
Temperaturbeständigkeit:
Die Temperaturbeständigkeit ist eine wichtige physikalische Eigenschaft von Verbundwerkstoffen, die angibt, bis zu welcher Temperatur das Material seine mechanischen Eigenschaften beibehält. Sie ist ein Maß für die maximale Einsatztemperatur des Materials und wird in der Regel durch den Glasübergangstemperatur oder die Hitzebeständigkeit angegeben. Die Temperaturbeständigkeit von Verbundwerkstoffen hängt von den verwendeten Materialien, ihrer Zusammensetzung und Struktur ab. Eine hohe Temperaturbeständigkeit ist entscheidend für Anwendungen, bei denen Bauteile hohen Temperaturen ausgesetzt sind, wie z.B. in Motoren, Hochtemperaturanwendungen und in der Nähe von heißen Prozessen.
Korrosionsbeständigkeit:
Die Korrosionsbeständigkeit ist eine wichtige physikalische Eigenschaft von Verbundwerkstoffen, die angibt, wie gut das Material gegenüber chemischen Einflüssen und Umweltbedingungen beständig ist. Sie ist ein Maß für die Resistenz des Materials gegenüber Korrosion, Oxidation und Verschleiß und wird in der Regel durch verschiedene Tests und Prüfverfahren bewertet. Die Korrosionsbeständigkeit von Verbundwerkstoffen hängt von den verwendeten Materialien, ihrer Zusammensetzung und Struktur ab. Eine hohe Korrosionsbeständigkeit ist entscheidend für Anwendungen, bei denen Bauteile aggressiven Umgebungen ausgesetzt sind, wie z.B. in der Chemieindustrie, im Meerwasser und im Freien.
Feuchtigkeitsbeständigkeit:
Die Feuchtigkeitsbeständigkeit ist eine wichtige physikalische Eigenschaft von Verbundwerkstoffen, die angibt, wie gut das Material gegenüber Feuchtigkeit und Wassereintritt beständig ist. Sie ist ein Maß für die Resistenz des Materials gegenüber Feuchtigkeitsaufnahme, Schwellung und Verschleiß und wird in der Regel durch verschiedene Tests und Prüfverfahren bewertet. Die Feuchtigkeitsbeständigkeit von Verbundwerkstoffen hängt von den verwendeten Materialien, ihrer Zusammensetzung und Struktur ab. Eine hohe Feuchtigkeitsbeständigkeit ist entscheidend für Anwendungen, bei denen Bauteile Feuchtigkeit, Regen oder anderen Umwelteinflüssen ausgesetzt sind, wie z.B. im Außenbereich, im Meerwasser oder in feuchten Umgebungen.
Elektrische Leitfähigkeit:
Die elektrische Leitfähigkeit ist eine wichtige physikalische Eigenschaft von Verbundwerkstoffen, die angibt, wie gut das Material elektrischen Strom leiten kann. Sie ist ein Maß für die elektrische Leitfähigkeit des Materials und wird in der Regel durch den elektrischen Widerstand oder die spezifische Leitfähigkeit angegeben. Die elektrische Leitfähigkeit von Verbundwerkstoffen hängt von den verwendeten Materialien, ihrer Zusammensetzung und Struktur ab. Eine hohe elektrische Leitfähigkeit ist entscheidend für Anwendungen, bei denen Bauteile elektrische Signale übertragen oder leiten müssen, wie z.B. in der Elektronik, der Telekommunikation und der Automobilindustrie.
Thermoplastische Verbundwerkstoffe:
Thermoplastische Verbundwerkstoffe sind Verbundmaterialien, bei denen die Matrix aus thermoplastischen Polymeren besteht, die bei Erwärmung schmelzen und verformbar werden. Thermoplastische Verbundwerkstoffe bieten eine einfache und kostengünstige Verarbeitung sowie die Möglichkeit zur Wiederverwertung und Reparatur. Sie werden häufig in Anwendungen eingesetzt, wie z.B. im Automobilbau, in der Luft- und Raumfahrtindustrie, im Bauwesen und in der Elektronik. Thermoplastische Verbundwerkstoffe bieten eine hohe Zähigkeit, chemische Beständigkeit und Dimensionsstabilität und eignen sich für eine Vielzahl von Umgebungsbedingungen und Belastungen.
Duroplastische Verbundwerkstoffe:
Duroplastische Verbundwerkstoffe sind Verbundmaterialien, bei denen die Matrix aus duroplastischen Harzen besteht, die durch Aushärtung dauerhaft verfestigt werden. Duroplastische Verbundwerkstoffe bieten eine hohe Wärmebeständigkeit, Dimensionsstabilität und chemische Beständigkeit sowie eine hohe Steifigkeit und Festigkeit. Sie werden häufig in Anwendungen eingesetzt, bei denen hohe Temperaturen, chemische Einflüsse und mechanische Belastungen auftreten, wie z.B. im Flugzeugbau, in der Chemieindustrie und in der Energieerzeugung. Duroplastische Verbundwerkstoffe bieten eine hohe Leistungsfähigkeit und Zuverlässigkeit und sind ideal für anspruchsvolle Anwendungen in extremen Umgebungen.
Naturfaserverbundwerkstoffe:
Naturfaserverbundwerkstoffe sind Verbundmaterialien, bei denen die Verstärkungsfasern aus natürlichen pflanzlichen oder tierischen Fasern wie Flachs, Hanf, Jute oder Baumwolle bestehen. Diese Materialien bieten eine hohe Umweltverträglichkeit, eine geringe Dichte und gute mechanische Eigenschaften und eignen sich für eine Vielzahl von Anwendungen. Naturfaserverbundwerkstoffe werden häufig in Anwendungen eingesetzt, bei denen eine hohe Steifigkeit, Zähigkeit und Energieabsorption erforderlich sind, wie z.B. im Automobilbau, im Bauwesen und in der Sportausrüstung. Sie bieten eine nachhaltige Alternative zu herkömmlichen Verbundwerkstoffen und ermöglichen die Reduzierung von Umweltbelastungen und den Einsatz erneuerbarer Ressourcen.
Bioverbundwerkstoffe:
Bioverbundwerkstoffe sind Verbundmaterialien, bei denen die Verstärkungsfasern aus nachwachsenden Rohstoffen wie Pflanzenfasern, Holzfasern oder biobasierten Polymeren bestehen. Diese Materialien bieten eine hohe Umweltverträglichkeit, eine geringe Dichte und gute mechanische Eigenschaften und eignen sich für eine Vielzahl von Anwendungen. Bioverbundwerkstoffe werden häufig in Anwendungen eingesetzt, bei denen eine hohe Steifigkeit, Zähigkeit und Energieabsorption erforderlich sind, wie z.B. im Bauwesen, im Transportwesen und in der Verpackungsindustrie. Sie bieten eine nachhaltige Alternative zu herkömmlichen Verbundwerkstoffen und ermöglichen die Reduzierung von Umweltbelastungen und den Einsatz erneuerbarer Ressourcen.
Verbundwerkstoffstrukturen:
Verbundwerkstoffstrukturen sind komplexe Bauteile oder Komponenten, die aus Verbundwerkstoffen hergestellt werden und spezifische Funktionen und Anforderungen erfüllen. Diese Strukturen können aus verschiedenen Verstärkungsfasern, Matrixmaterialien und Schichtaufbauten bestehen, um die gewünschten mechanischen Eigenschaften und Leistungsmerkmale zu erreichen. Verbundwerkstoffstrukturen werden häufig in Anwendungen eingesetzt, bei denen eine hohe Festigkeit, Steifigkeit und Leichtigkeit erforderlich sind, wie z.B. im Flugzeugbau, im Automobilbau und im Bauwesen. Sie bieten eine hohe Anpassungsfähigkeit an verschiedene Belastungsbedingungen und ermöglichen die Herstellung von innovativen und effizienten Bauteilen und Systemen.
Composite Pressen:
Composite Pressen sind spezielle Maschinen oder Anlagen, die zur Herstellung von Verbundwerkstoffen durch Formen und Verfestigen von Verstärkungsfasern und Matrixmaterialien unter Druck und Temperatur verwendet werden. Diese Pressen bieten eine präzise Kontrolle über den Herstellungsprozess und ermöglichen die Herstellung von Verbundwerkstoffen mit hoher Qualität und konsistenten mechanischen Eigenschaften. Composite Pressen werden in verschiedenen Industrien eingesetzt, einschließlich Luft- und Raumfahrt, Automobilbau, Bauwesen und Elektronik. Sie ermöglichen die Herstellung von Verbundwerkstoffen mit komplexen Formen und Geometrien und tragen zur Entwicklung innovativer Produkte und Technologien bei.
Instandhaltung und Reparatur:
Die Instandhaltung und Reparatur von Verbundwerkstoffen sind wichtige Aspekte für die Sicherstellung ihrer Leistungsfähigkeit und Zuverlässigkeit über ihre Lebensdauer hinweg. Verbundwerkstoffe können durch mechanische Belastungen, Umwelteinflüsse oder Unfälle beschädigt werden und erfordern daher regelmäßige Inspektionen, Wartungsmaßnahmen und Reparaturen. Die Instandhaltung und Reparatur von Verbundwerkstoffen erfordern spezielle Kenntnisse, Werkzeuge und Verfahren, um Beschädigungen zu identifizieren, zu beheben und die strukturelle Integrität des Materials wiederherzustellen. Eine rechtzeitige Instandhaltung und Reparatur können die Lebensdauer und Leistungsfähigkeit von Verbundwerkstoffen verlängern und Kosten für Ersatzteile und Ausfallzeiten reduzieren.
Faserverbundwerkstoffe
Faserverbundwerkstoffe sind Materialien, die aus einer Kombination von Verstärkungsfasern und einer Matrix bestehen, die miteinander verbunden sind, um die gewünschten mechanischen Eigenschaften zu erzielen. Diese Materialien bieten eine hohe Festigkeit, Steifigkeit und Zähigkeit bei gleichzeitig geringem Gewicht. Faserverbundwerkstoffe werden in einer Vielzahl von Anwendungen eingesetzt, darunter Luft- und Raumfahrt, Automobilbau, Bauwesen, Sportausrüstung und Elektronik. Sie ermöglichen die Herstellung von leichtgewichtigen und dennoch robusten Bauteilen und Strukturen, die eine hohe Leistung und Zuverlässigkeit bieten.
Faserverbundwerkstoffe sind eine faszinierende Klasse von Materialien, die in vielen Industriezweigen weit verbreitet sind und eine Schlüsselrolle bei der Entwicklung innovativer Technologien spielen. Diese Materialien bestehen aus einer Kombination von Verstärkungsfasern und einer Matrix, die zusammen eine homogene Struktur bilden, um spezifische mechanische Eigenschaften zu erreichen.
Die Verstärkungsfasern in Faserverbundwerkstoffen können aus verschiedenen Materialien wie Kohlenstofffasern, Glasfasern, Aramidfasern oder Naturfasern wie Flachs oder Hanf bestehen. Diese Fasern bieten eine hohe Festigkeit und Steifigkeit, die den Verbundwerkstoffen ihre charakteristischen mechanischen Eigenschaften verleihen. Die Auswahl der Verstärkungsfaser hängt von den Anforderungen der Anwendung ab, einschließlich Festigkeit, Steifigkeit, Gewicht und Kosten.
Die Matrix in Faserverbundwerkstoffen dient dazu, die Verstärkungsfasern zu umhüllen und zu halten sowie die Lasten gleichmäßig auf die Fasern zu verteilen. Die Matrixmaterialien können thermoplastisch oder duroplastisch sein und bieten verschiedene Eigenschaften wie Beständigkeit gegen Hitze, Chemikalien, Feuchtigkeit und Verschleiß. Die Auswahl der Matrix hängt ebenfalls von den Anforderungen der Anwendung sowie von den Verarbeitungs- und Herstellungsverfahren ab.
Die Kombination von Verstärkungsfasern und Matrixmaterialien ermöglicht es Faserverbundwerkstoffen, eine Vielzahl von mechanischen Eigenschaften zu erreichen, darunter hohe Festigkeit, Steifigkeit, Zähigkeit, Korrosionsbeständigkeit und Dimensionsstabilität. Diese Materialien sind auch bekannt für ihre geringe Dichte im Vergleich zu traditionellen metallischen Werkstoffen, was zu einer Gewichtsreduzierung und einer verbesserten Energieeffizienz führt.
Faserverbundwerkstoffe werden in einer Vielzahl von Anwendungen eingesetzt, darunter:
- Luft- und Raumfahrt: Faserverbundwerkstoffe werden häufig in Flugzeugen, Hubschraubern, Raketen und Satelliten eingesetzt, um Gewicht zu sparen und die Leistung zu verbessern.
- Automobilbau: In der Automobilindustrie werden Faserverbundwerkstoffe für Karosserieteile, Chassis, Innenverkleidungen und andere Komponenten verwendet, um Kraftstoffeffizienz zu steigern und die Sicherheit zu erhöhen.
- Bauwesen: Faserverbundwerkstoffe werden für strukturelle Elemente wie Brücken, Gebäudeverkleidungen und Träger verwendet, um ihre Festigkeit, Steifigkeit und Haltbarkeit zu verbessern.
- Sportausrüstung: In Sportgeräten wie Tennisschlägern, Golfschlägern, Fahrradrahmen und Skistöcken werden Faserverbundwerkstoffe verwendet, um Leistung und Handhabung zu optimieren.
- Marine: In der Schiffbauindustrie werden Faserverbundwerkstoffe für Rumpfstrukturen, Decks und Masten verwendet, um Gewicht zu sparen und die Korrosionsbeständigkeit zu verbessern.
Die Herstellung von Faserverbundwerkstoffen umfasst verschiedene Verfahren, darunter Prepreg-Technologie, Trockenfaserverfahren, Nasslaminierung, Autoklavieren, Vakuum-Infusionsverfahren und Pultrusion. Jedes Verfahren bietet spezifische Vorteile und ist für bestimmte Anwendungen geeignet, abhängig von den Anforderungen an Festigkeit, Steifigkeit, Oberflächenqualität und Produktionsvolumen.
Insgesamt spielen Faserverbundwerkstoffe eine immer wichtigere Rolle in der modernen Industrie, da sie die Möglichkeit bieten, leistungsstarke und effiziente Produkte zu entwickeln, die den Herausforderungen des 21. Jahrhunderts gerecht werden. Ihre einzigartige Kombination aus mechanischen Eigenschaften, Gewichtseinsparungen und Anpassungsfähigkeit macht sie zu einem unverzichtbaren Material für eine Vielzahl von Anwendungen in einer zunehmend anspruchsvollen Welt.
In der heutigen industriellen Fertigung spielt die Metallumformung eine zentrale Rolle. Sie umfasst eine Vielzahl von Prozessen, die es ermöglichen, Metalle in die gewünschten Formen zu bringen. Von einfachen Biegungen bis hin zu komplexen Tiefziehteilen – die Anforderungen an die Maschinen, die in diesem Bereich eingesetzt werden, sind vielfältig und anspruchsvoll. Eine besonders herausragende Rolle nehmen dabei die sogenannten Sondermaschinen ein, die speziell für die individuellen Anforderungen eines Unternehmens entwickelt werden. Diese Maschinen sind maßgeschneiderte Lösungen, die es ermöglichen, spezifische Produktionsprozesse zu optimieren und höchste Präzision bei der Metallumformung zu erreichen.
Was sind Sondermaschinen für die Metallumformung?

Sondermaschinen für die Metallumformung sind individuell konzipierte Anlagen, die auf die spezifischen Bedürfnisse und Anforderungen eines bestimmten Fertigungsprozesses zugeschnitten sind. Im Gegensatz zu Standardmaschinen, die universell einsetzbar sind, werden Sondermaschinen in enger Zusammenarbeit zwischen dem Maschinenhersteller und dem Endanwender entwickelt. Ziel ist es, eine Maschine zu schaffen, die perfekt in den bestehenden Produktionsprozess integriert werden kann und dabei höchste Effizienz und Präzision bietet.
Die Notwendigkeit für Sondermaschinen entsteht oft dann, wenn Standardmaschinen den Anforderungen eines Unternehmens nicht mehr gerecht werden. Dies kann beispielsweise der Fall sein, wenn ein Unternehmen besondere Bauteilgeometrien herstellen muss, die mit herkömmlichen Maschinen nicht wirtschaftlich oder technisch realisierbar sind. Sondermaschinen bieten hier die Möglichkeit, Produktionsprozesse so zu gestalten, dass sie genau den Anforderungen des Unternehmens entsprechen und somit einen entscheidenden Wettbewerbsvorteil bieten.
Die Bedeutung der Metallumformung in der Industrie

Metallumformung ist ein unverzichtbarer Bestandteil zahlreicher Industriezweige. Ob im Automobilbau, in der Luft- und Raumfahrt, im Maschinenbau oder in der Elektroindustrie – überall werden Metallteile benötigt, die durch verschiedene Umformverfahren hergestellt werden. Dabei ist es entscheidend, dass die eingesetzten Maschinen und Anlagen in der Lage sind, höchste Präzision zu gewährleisten, um den hohen Anforderungen an die Qualität der Produkte gerecht zu werden.
Die Metallumformung umfasst eine Vielzahl von Verfahren, die je nach Anforderung und Material unterschiedlich eingesetzt werden können. Zu den wichtigsten Umformverfahren zählen das Tiefziehen, das Biegen, das Stanzen, das Walzen sowie das Schmieden. Jedes dieser Verfahren stellt unterschiedliche Anforderungen an die Maschinen und Anlagen, die in der Produktion eingesetzt werden.
Sondermaschinen kommen insbesondere dann zum Einsatz, wenn es darum geht, komplexe Bauteile mit hohen Anforderungen an Maßhaltigkeit und Oberflächenqualität herzustellen. Gerade in der Automobil- und Luftfahrtindustrie, wo Sicherheit und Zuverlässigkeit der Bauteile eine zentrale Rolle spielen, ist der Einsatz von maßgeschneiderten Maschinen unumgänglich.
Vorteile von Sondermaschinen in der Metallumformung
Der Einsatz von Sondermaschinen bietet zahlreiche Vorteile gegenüber der Verwendung von Standardmaschinen. Einer der größten Vorteile ist die Möglichkeit, die Maschine genau auf die Bedürfnisse des Unternehmens abzustimmen. Dies ermöglicht nicht nur eine höhere Effizienz, sondern auch eine bessere Qualität der hergestellten Bauteile.
Ein weiterer Vorteil ist die Flexibilität, die Sondermaschinen bieten. Während Standardmaschinen oft nur für bestimmte Fertigungsprozesse geeignet sind, können Sondermaschinen so konzipiert werden, dass sie mehrere verschiedene Umformverfahren in einer Anlage vereinen. Dies reduziert die Notwendigkeit, mehrere Maschinen für verschiedene Fertigungsschritte anzuschaffen, was wiederum Kosten spart und die Produktionszeiten verkürzt.
Darüber hinaus ermöglichen Sondermaschinen eine höhere Automatisierung der Produktionsprozesse. Durch den Einsatz von modernster Steuerungs- und Automatisierungstechnik können Sondermaschinen so programmiert werden, dass sie selbstständig und mit minimalem menschlichem Eingriff arbeiten. Dies reduziert nicht nur die Fehlerquote, sondern erhöht auch die Produktivität und senkt die Kosten.
Herausforderungen bei der Entwicklung von Sondermaschinen
Die Entwicklung von Sondermaschinen für die Metallumformung ist ein komplexer Prozess, der eine enge Zusammenarbeit zwischen dem Maschinenhersteller und dem Endanwender erfordert. Einer der größten Herausforderungen besteht darin, die Anforderungen des Kunden genau zu verstehen und in eine technische Lösung zu übersetzen.
Dabei müssen zahlreiche Faktoren berücksichtigt werden, wie beispielsweise die Art des zu verarbeitenden Materials, die gewünschte Geometrie des Endprodukts, die geforderte Stückzahl sowie die verfügbaren Platz- und Energieverhältnisse im Unternehmen. All diese Faktoren fließen in die Entwicklung der Maschine ein und bestimmen letztendlich deren Aufbau und Funktionsweise.
Ein weiteres wichtiges Thema bei der Entwicklung von Sondermaschinen ist die Integration der Maschine in bestehende Produktionsprozesse. Oft müssen Sondermaschinen in eine bereits vorhandene Produktionslinie integriert werden, was zusätzliche Anforderungen an die Flexibilität und Kompatibilität der Anlage stellt. Darüber hinaus spielen auch Themen wie die Wartungsfreundlichkeit und die langfristige Verfügbarkeit von Ersatzteilen eine entscheidende Rolle.
Beispielhafte Anwendungen von Sondermaschinen in der Metallumformung
Sondermaschinen für die Metallumformung finden in einer Vielzahl von Industriezweigen Anwendung. Ein besonders wichtiges Einsatzgebiet ist der Automobilbau. Hier werden Metallteile für Karosserien, Fahrwerkskomponenten und Motorenteile in großen Stückzahlen und mit hoher Präzision gefertigt. Sondermaschinen ermöglichen es, diese Teile effizient und kostengünstig herzustellen, wobei höchste Anforderungen an die Maßhaltigkeit und Oberflächenqualität erfüllt werden.
Ein weiteres Beispiel ist die Luft- und Raumfahrtindustrie. In diesem Sektor sind die Anforderungen an die Qualität der Bauteile besonders hoch, da bereits kleinste Fehler fatale Folgen haben können. Sondermaschinen ermöglichen es, komplexe Metallteile wie Strukturbauteile oder Turbinenkomponenten präzise und zuverlässig zu fertigen.
Auch in der Elektroindustrie kommen Sondermaschinen zum Einsatz. Hier werden unter anderem Gehäuse und Kontakte für elektronische Bauteile hergestellt, die eine hohe Maßhaltigkeit und Oberflächenqualität erfordern. Sondermaschinen ermöglichen es, diese Teile in großen Stückzahlen und mit hoher Wiederholgenauigkeit zu fertigen.
Zukunftstrends und Entwicklungen
Die Entwicklung von Sondermaschinen für die Metallumformung wird auch in Zukunft eine wichtige Rolle spielen. Insbesondere die fortschreitende Automatisierung und Digitalisierung der Produktionsprozesse wird neue Anforderungen an die Maschinen stellen. Themen wie Industrie 4.0 und das Internet der Dinge (IoT) werden zunehmend an Bedeutung gewinnen und die Entwicklung von intelligenten, vernetzten Maschinen vorantreiben.
Ein weiterer Trend ist der Einsatz von Leichtbauwerkstoffen wie Aluminium und Magnesium, die besondere Anforderungen an die Umformmaschinen stellen. Sondermaschinen bieten hier die Möglichkeit, diese Materialien effizient und präzise zu verarbeiten und somit den steigenden Anforderungen an Leichtbaukomponenten gerecht zu werden.
Auch die Integration von additiven Fertigungsverfahren, wie dem 3D-Druck, in die Metallumformung wird in Zukunft eine wichtige Rolle spielen. Sondermaschinen können so konzipiert werden, dass sie sowohl klassische Umformverfahren als auch additive Verfahren in einem Prozess vereinen und somit neue Möglichkeiten für die Fertigung komplexer Bauteile bieten.
Die Metallumformung ist eine der Kerntechnologien in der industriellen Produktion. Sie ermöglicht es, Rohmetalle in verschiedenste Formen zu bringen, die in zahlreichen Anwendungen in der Automobilindustrie, dem Maschinenbau, der Luft- und Raumfahrt sowie in vielen weiteren Branchen genutzt werden. Die steigenden Anforderungen an Präzision, Effizienz und Flexibilität in der Produktion erfordern jedoch immer häufiger den Einsatz von maßgeschneiderten Maschinenlösungen. Hier kommen die sogenannten Sondermaschinen für die Metallumformung ins Spiel. Diese Maschinen werden speziell für die Bedürfnisse eines bestimmten Fertigungsprozesses entwickelt und bieten zahlreiche Vorteile gegenüber standardisierten Lösungen.
Der Begriff „Sondermaschine“ im Kontext der Metallumformung
Eine Sondermaschine ist eine individuelle Maschine, die speziell auf die Anforderungen eines bestimmten Unternehmens oder Produktionsprozesses zugeschnitten ist. Im Bereich der Metallumformung bedeutet dies, dass die Maschine genau auf die speziellen Umformprozesse und die zu verarbeitenden Materialien abgestimmt wird. Diese Maschinen sind in der Regel Unikate oder werden nur in sehr kleinen Serien produziert, da sie speziell für einen bestimmten Einsatzzweck entwickelt werden.
Sondermaschinen können unterschiedliche Umformprozesse in einer Anlage vereinen und bieten somit eine hohe Flexibilität. Beispielsweise kann eine Sondermaschine sowohl für das Tiefziehen als auch für das Biegen oder Prägen von Metall eingesetzt werden. Diese Vielseitigkeit ist ein entscheidender Vorteil, da sie es ermöglicht, verschiedene Fertigungsschritte in einer Maschine zu kombinieren und somit Zeit und Kosten zu sparen.
Ein weiterer wesentlicher Unterschied zu Standardmaschinen ist die Möglichkeit, Sondermaschinen mit modernster Steuerungs- und Automatisierungstechnik auszustatten. Dadurch kann der gesamte Produktionsprozess überwacht und optimiert werden, was zu einer höheren Effizienz und Präzision führt.
Der Entwicklungsprozess einer Sondermaschine
Die Entwicklung einer Sondermaschine für die Metallumformung ist ein anspruchsvoller und mehrstufiger Prozess, der eine enge Zusammenarbeit zwischen dem Maschinenhersteller und dem Endanwender erfordert. Im Mittelpunkt stehen dabei die spezifischen Anforderungen des Kunden, die in einem detaillierten Pflichtenheft festgehalten werden. In diesem Dokument werden alle technischen Spezifikationen, wie die Art des zu verarbeitenden Materials, die geforderten Produktionsmengen, die geometrischen Anforderungen an das Endprodukt sowie die Integrationsmöglichkeiten in bestehende Fertigungsprozesse, festgelegt.
Basierend auf diesen Vorgaben entwickeln die Ingenieure des Maschinenherstellers eine erste Konzeptstudie, in der verschiedene Lösungsansätze für die Maschine vorgestellt werden. Diese Konzepte werden in enger Abstimmung mit dem Kunden weiterentwickelt, bis schließlich eine maßgeschneiderte Lösung gefunden wird, die alle Anforderungen erfüllt. Dabei müssen zahlreiche technische Aspekte berücksichtigt werden, wie die Wahl der richtigen Werkzeuge und Umformtechniken, die optimale Auslegung der Maschinenkomponenten sowie die Integration moderner Steuerungs- und Automatisierungstechniken.
Ein wichtiger Bestandteil der Entwicklung ist auch die Simulation des Umformprozesses. Mithilfe moderner Simulationssoftware können die Ingenieure den gesamten Umformprozess virtuell abbilden und mögliche Schwachstellen in der Konstruktion frühzeitig erkennen. Dies reduziert nicht nur die Entwicklungszeit, sondern auch die Kosten, da aufwendige Prototypen oder Testreihen vermieden werden können.
Die Integration von Sondermaschinen in bestehende Fertigungsprozesse
Eine der größten Herausforderungen bei der Entwicklung von Sondermaschinen besteht darin, die Maschine nahtlos in bestehende Produktionsprozesse zu integrieren. Dies erfordert eine präzise Planung und eine enge Zusammenarbeit mit dem Endanwender, um sicherzustellen, dass die Maschine sowohl räumlich als auch technologisch in die vorhandene Infrastruktur passt.
Ein wichtiger Aspekt ist dabei die Frage der Kompatibilität mit vorhandenen Maschinen und Anlagen. Oft müssen Sondermaschinen in eine bereits bestehende Produktionslinie integriert werden, was zusätzliche Anforderungen an ihre Flexibilität und Anpassungsfähigkeit stellt. Beispielsweise muss die Maschine in der Lage sein, Werkstücke von anderen Maschinen zu übernehmen oder an nachfolgende Fertigungsschritte weiterzuleiten, ohne dass es zu Produktionsunterbrechungen oder -verzögerungen kommt.
Darüber hinaus spielt auch die Frage der Steuerungs- und Automatisierungstechnik eine wichtige Rolle. Moderne Sondermaschinen sind in der Regel mit komplexen Steuerungssystemen ausgestattet, die es ermöglichen, den gesamten Produktionsprozess zu überwachen und zu optimieren. Dabei müssen die Maschinen so programmiert werden, dass sie reibungslos mit den bestehenden Systemen kommunizieren und in den übergeordneten Fertigungsprozess integriert werden können.
Anwendungsbereiche von Sondermaschinen in der Metallumformung
Sondermaschinen für die Metallumformung finden in einer Vielzahl von Branchen Anwendung. Besonders häufig werden sie in Industriezweigen eingesetzt, in denen hohe Anforderungen an die Präzision und Qualität der hergestellten Bauteile gestellt werden.
Automobilindustrie
In der Automobilindustrie werden Sondermaschinen beispielsweise für die Herstellung von Karosserieteilen, Fahrwerkskomponenten oder Motorteilen verwendet. Hierbei handelt es sich oft um komplexe Bauteile, die mit herkömmlichen Umformverfahren nicht oder nur mit großem Aufwand herzustellen wären. Sondermaschinen ermöglichen es, diese Teile in großen Stückzahlen und mit hoher Wiederholgenauigkeit zu fertigen.
Luft- und Raumfahrt
Auch in der Luft- und Raumfahrtindustrie spielen Sondermaschinen eine zentrale Rolle. In diesem Bereich müssen besonders leichte, aber gleichzeitig extrem belastbare Metallteile gefertigt werden, die höchsten Qualitätsanforderungen genügen. Sondermaschinen ermöglichen es, diese Bauteile mit höchster Präzision und Effizienz herzustellen.
Maschinenbau
Im Maschinenbau werden Sondermaschinen für die Herstellung von Werkzeugen, Maschinenteilen oder Baugruppen eingesetzt. Dabei müssen die Maschinen oft in der Lage sein, unterschiedlichste Materialien zu verarbeiten und komplexe Geometrien zu realisieren. Sondermaschinen bieten hier die nötige Flexibilität und Präzision, um auch anspruchsvollste Fertigungsprozesse erfolgreich zu meistern.
Vorteile von Sondermaschinen gegenüber Standardmaschinen
Der größte Vorteil von Sondermaschinen liegt in ihrer Flexibilität und Anpassungsfähigkeit. Während Standardmaschinen oft nur für einen bestimmten Anwendungsbereich geeignet sind, können Sondermaschinen genau auf die Bedürfnisse des Kunden zugeschnitten werden. Dies ermöglicht es, auch komplexe Umformprozesse effizient und präzise durchzuführen.
Ein weiterer Vorteil ist die Möglichkeit, Sondermaschinen mit modernster Technologie auszustatten. Dies umfasst sowohl die Wahl der Werkzeuge und Umformverfahren als auch den Einsatz von Automatisierungstechnik und Industrie-4.0-Lösungen. Durch die Integration solcher Technologien können Sondermaschinen den gesamten Produktionsprozess überwachen und optimieren, was zu einer höheren Effizienz und einer besseren Produktqualität führt.
Darüber hinaus bieten Sondermaschinen eine höhere Prozesssicherheit. Da sie speziell für einen bestimmten Fertigungsprozess entwickelt wurden, können mögliche Fehlerquellen bereits in der Planungsphase erkannt und eliminiert werden. Dies reduziert das Risiko von Produktionsausfällen und erhöht die Zuverlässigkeit der Anlage.
Wirtschaftliche Aspekte von Sondermaschinen
Die Entwicklung und der Bau von Sondermaschinen erfordert in der Regel höhere Investitionen als der Einsatz von Standardmaschinen. Allerdings amortisieren sich diese Kosten oft schnell, da Sondermaschinen eine höhere Effizienz und eine bessere Qualität der hergestellten Produkte bieten. Zudem ermöglichen sie es, die Produktionsprozesse zu optimieren und die Durchlaufzeiten zu verkürzen, was zu einer höheren Rentabilität führt.
Ein weiterer wirtschaftlicher Vorteil ist die Möglichkeit, Sondermaschinen so zu konzipieren, dass sie flexibel an neue Anforderungen angepasst werden können. Dies ist besonders in Branchen von Vorteil, in denen sich die Anforderungen an die Produkte und die Produktionsprozesse häufig ändern. Durch die Modularität und Flexibilität von Sondermaschinen können Unternehmen schnell auf neue Marktanforderungen reagieren, ohne dass hohe Investitionen in neue Maschinen erforderlich sind.
Zukunftstrends in der Sondermaschinenentwicklung
Die Entwicklung von Sondermaschinen wird auch in Zukunft eine wichtige Rolle in der industriellen Produktion spielen. Insbesondere die fortschreitende Digitalisierung und Automatisierung der Fertigungsprozesse wird neue Anforderungen an die Maschinen stellen. Themen wie Industrie 4.0, das Internet der Dinge (IoT) und künstliche Intelligenz (KI) werden zunehmend an Bedeutung gewinnen und die Entwicklung von intelligenten, vernetzten Maschinen vorantreiben.
Auch der Einsatz neuer Materialien, wie beispielsweise hochfester Leichtbaumaterialien, wird die Anforderungen an Sondermaschinen verändern. Maschinen müssen in der Lage sein, diese Materialien effizient und präzise zu verarbeiten, um den steigenden Anforderungen an die Produktqualität und -sicherheit gerecht zu werden.
Die Metallumformung erfordert hochpräzise Maschinen, die in der Lage sind, große Kräfte aufzubringen und dabei die geforderte Genauigkeit über lange Produktionszeiten hinweg sicherzustellen. Eine der bewährtesten Maschinenkonstruktionen für solche Anforderungen ist die Vier-Säulen-Presse, die aufgrund ihrer robusten Bauweise und der gleichmäßigen Kraftverteilung über die gesamte Arbeitsfläche für zahlreiche Anwendungen in der Umformtechnik eingesetzt wird. Von Tiefziehprozessen über das Stanzen bis hin zu verschiedenen Pressoperationen – die Vier-Säulen-Presse bietet eine hervorragende Kombination aus Stabilität, Flexibilität und Präzision.
Grundlagen der Vier-Säulen-Presse
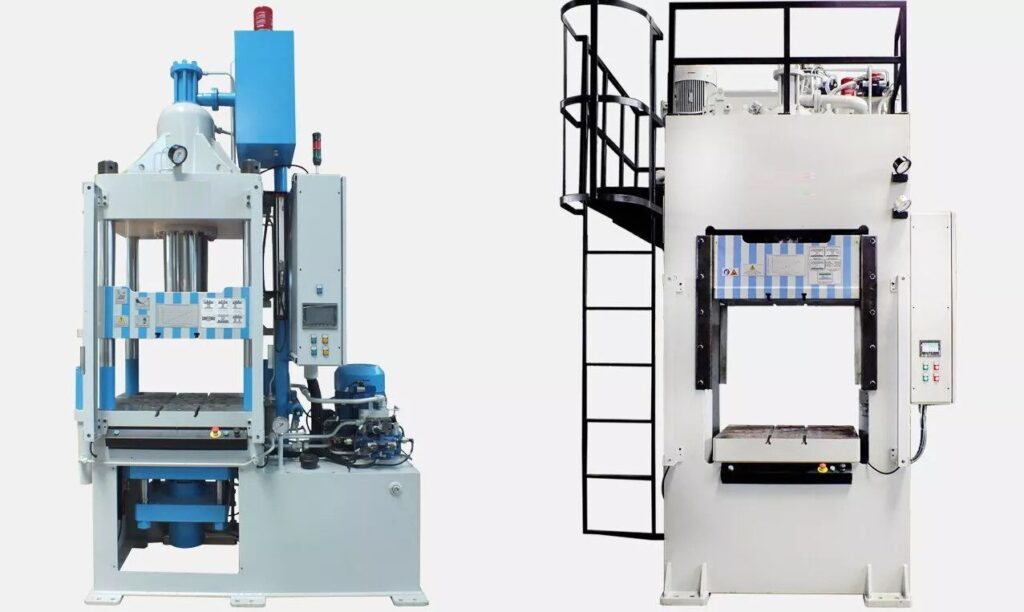
Eine Vier-Säulen-Presse zeichnet sich durch ihre besondere Bauweise aus, bei der die Presse auf vier vertikalen Säulen montiert ist. Diese Säulen dienen als Führungen für den beweglichen Stößel, der das Werkstück mit der notwendigen Kraft bearbeitet. Die Konstruktion mit vier Säulen bietet eine extrem hohe Stabilität und Steifigkeit, was besonders wichtig ist, wenn hohe Kräfte bei der Metallumformung aufgebracht werden müssen.
Die Vier-Säulen-Konstruktion gewährleistet eine gleichmäßige Verteilung der Kräfte über die gesamte Arbeitsfläche der Presse, wodurch Verformungen und Abweichungen minimiert werden. Dies ist insbesondere bei der Herstellung von Bauteilen mit engen Toleranzen und komplexen Geometrien von entscheidender Bedeutung. Gleichzeitig ermöglicht die offene Bauweise der Maschine einen einfachen Zugang zum Werkzeug und erleichtert die Handhabung der Werkstücke, was die Produktivität erhöht.
Einsatzgebiete der Vier-Säulen-Presse
Die Vielseitigkeit der Vier-Säulen-Presse macht sie zu einer idealen Wahl für zahlreiche Umformprozesse in verschiedenen Industrien. Zu den wichtigsten Anwendungsbereichen gehören:
2.1. Tiefziehen
Das Tiefziehen ist ein Umformverfahren, bei dem ein flaches Blech zu einem Hohlkörper umgeformt wird. Dabei wird das Blech durch einen Stößel in eine Matrize gedrückt, wodurch es seine endgültige Form erhält. Die Vier-Säulen-Presse ist besonders gut für diesen Prozess geeignet, da sie eine gleichmäßige Verteilung der Kräfte auf das Werkstück sicherstellt. Dies ist entscheidend, um ein Reißen oder Falten des Blechs zu verhindern und eine gleichmäßige Materialdicke zu gewährleisten.
2.2. Stanzen und Prägen
Beim Stanzen und Prägen werden Metallteile durch den Einsatz von Werkzeugen geformt, die das Material durch Druck bearbeiten. Die Vier-Säulen-Presse bietet die notwendige Stabilität, um hohe Presskräfte präzise und gleichmäßig auf das Material aufzubringen, was zu einer hohen Qualität und Maßhaltigkeit der gefertigten Teile führt. Besonders in der Automobil- und Elektroindustrie werden Vier-Säulen-Pressen häufig für diese Prozesse eingesetzt, um Komponenten wie Karosserieteile, Gehäuse und Kontakte herzustellen.
2.3. Schmieden
Auch in der Schmiedetechnik kommen Vier-Säulen-Pressen zum Einsatz. Beim Schmieden wird das Metall unter hohen Temperaturen plastisch verformt, um seine mechanischen Eigenschaften zu verbessern und es in die gewünschte Form zu bringen. Die Stabilität und Präzision der Vier-Säulen-Presse sind hierbei von großer Bedeutung, um die erforderlichen Kräfte kontrolliert und gleichmäßig auf das Werkstück zu übertragen.
2.4. Kunststoffverarbeitung
Neben der Metallumformung wird die Vier-Säulen-Presse auch in der Kunststoffverarbeitung eingesetzt. Hier kommt sie beispielsweise beim Formpressen von Thermoplasten oder Duroplasten zum Einsatz. Durch die hohe Präzision und die gleichmäßige Druckverteilung ist die Vier-Säulen-Presse in der Lage, Kunststoffteile mit komplexen Geometrien und hohen Anforderungen an die Oberflächenqualität zu fertigen.
Vorteile der Vier-Säulen-Presse
Die Vier-Säulen-Presse bietet eine Reihe von Vorteilen, die sie zu einer der am häufigsten eingesetzten Pressentypen in der Industrie machen:
3.1. Hohe Stabilität und Steifigkeit
Durch ihre Konstruktion mit vier Führungsstäben bietet die Vier-Säulen-Presse eine außergewöhnlich hohe Stabilität und Steifigkeit. Dies ist besonders bei Umformprozessen von Vorteil, bei denen hohe Kräfte auf das Werkstück einwirken. Die Säulen sorgen dafür, dass der Stößel präzise geführt wird und sich keine ungewollten Bewegungen oder Verformungen ergeben.
3.2. Gleichmäßige Kraftverteilung
Ein entscheidender Vorteil der Vier-Säulen-Presse ist die gleichmäßige Verteilung der aufgebrachten Kräfte. Dies minimiert das Risiko von Materialfehlern, wie ungleichmäßiger Materialstärke oder Oberflächenverformungen. Besonders bei Prozessen wie dem Tiefziehen ist dies von großer Bedeutung, da es entscheidend für die Qualität des Endprodukts ist.
3.3. Flexibilität
Die Vier-Säulen-Presse ist für eine Vielzahl von Umformprozessen geeignet und kann für unterschiedlichste Anwendungen in der Metall- und Kunststoffverarbeitung eingesetzt werden. Dies macht sie zu einer vielseitigen Lösung, die in verschiedenen Industriezweigen eingesetzt werden kann, ohne dass große Anpassungen erforderlich sind.
3.4. Leichte Zugänglichkeit
Durch die offene Bauweise der Presse ist der Arbeitsbereich leicht zugänglich, was die Handhabung und den Wechsel von Werkzeugen erleichtert. Dies trägt nicht nur zur Produktivität bei, sondern auch zur Sicherheit des Bedienpersonals, da der Arbeitsbereich der Maschine gut einsehbar ist.
3.5. Anpassbare Größe und Leistung
Vier-Säulen-Pressen können in verschiedenen Größen und Leistungsklassen gefertigt werden, je nach den Anforderungen des Produktionsprozesses. Von kleinen Tischpressen für Präzisionsarbeiten bis hin zu großformatigen Pressen für schwere Umformprozesse – die Flexibilität in der Auslegung dieser Maschinen ermöglicht es, sie genau an die Bedürfnisse des Anwenders anzupassen.
Technologische Entwicklungen und Automatisierung
In den letzten Jahren hat sich die Technologie von Vier-Säulen-Pressen kontinuierlich weiterentwickelt, insbesondere im Hinblick auf Automatisierung und Digitalisierung. Moderne Vier-Säulen-Pressen sind oft mit fortschrittlicher Steuerungstechnik ausgestattet, die es ermöglicht, den gesamten Produktionsprozess zu überwachen und in Echtzeit anzupassen. Dadurch können Fehler frühzeitig erkannt und behoben werden, was die Produktionssicherheit erhöht und Ausschuss reduziert.
Durch den Einsatz von Sensorik und Automatisierungssystemen können Vier-Säulen-Pressen heute auch in hochautomatisierte Produktionslinien integriert werden. Dies ermöglicht es, die Effizienz und Produktivität zu steigern, da die Maschinen nahtlos in den gesamten Fertigungsprozess eingebunden sind und ohne manuellen Eingriff arbeiten können. Die Digitalisierung der Maschinensteuerung ermöglicht es zudem, Produktionsdaten in Echtzeit zu erfassen und zu analysieren, was zur Optimierung der Prozesse beiträgt.
Ein weiterer wichtiger technologischer Fortschritt ist der Einsatz von energieeffizienten Antrieben. Moderne Vier-Säulen-Pressen sind häufig mit Servoantrieben oder hydraulischen Systemen ausgestattet, die eine präzise Steuerung der Presskraft ermöglichen und gleichzeitig den Energieverbrauch reduzieren. Dies ist nicht nur aus wirtschaftlicher Sicht von Vorteil, sondern trägt auch zur Nachhaltigkeit der Produktion bei.
Herausforderungen und Wartung
Trotz der zahlreichen Vorteile, die die Vier-Säulen-Presse bietet, gibt es auch einige Herausforderungen, die bei ihrem Einsatz beachtet werden müssen. Eine davon ist die regelmäßige Wartung der Maschine, um eine gleichbleibende Präzision und Leistung sicherzustellen. Die vier Säulen, die den Stößel führen, müssen regelmäßig geprüft und geschmiert werden, um eine reibungslose Funktion zu gewährleisten. Auch die Hydrauliksysteme, die oft in Vier-Säulen-Pressen zum Einsatz kommen, bedürfen regelmäßiger Inspektionen, um Leckagen zu vermeiden und die Leistungsfähigkeit der Maschine aufrechtzuerhalten.
Eine weitere Herausforderung besteht in der Anpassung der Presse an unterschiedliche Umformprozesse. Obwohl die Vier-Säulen-Presse eine hohe Flexibilität bietet, kann es in einigen Fällen erforderlich sein, spezielle Werkzeuge oder Zusatzausstattungen zu entwickeln, um die Maschine optimal an den jeweiligen Prozess anzupassen. Dies erfordert eine enge Zusammenarbeit zwischen dem Maschinenhersteller und dem Endanwender, um sicherzustellen, dass die Presse die gewünschten Ergebnisse liefert.
Zukunftsaussichten
Die Zukunft der Vier-Säulen-Presse liegt in der weiteren Integration moderner Technologien, insbesondere im Bereich der Digitalisierung und Automatisierung. Industrie 4.0, das Internet der Dinge (IoT) und Künstliche Intelligenz (KI) werden zunehmend in die Steuerung und Überwachung von Maschinen integriert, um die Effizienz und Präzision der Produktionsprozesse weiter zu verbessern. Intelligente Vier-Säulen-Pressen werden in der Lage sein, sich selbst zu überwachen und Wartungsbedarf frühzeitig zu erkennen, was zu einer höheren Verfügbarkeit und geringeren Ausfallzeiten führen wird.
Auch der Einsatz von neuen Materialien, wie hochfesten Leichtbauwerkstoffen oder Verbundmaterialien, stellt neue Anforderungen an die Umformtechnik. Die Vier-Säulen-Presse wird sich diesen Herausforderungen anpassen müssen, indem sie leistungsstärkere Antriebssysteme und präzisere Steuerungstechnologien integriert, um die benötigten Kräfte und Genauigkeiten für diese Materialien zu gewährleisten.
Die Umformtechnik gehört zu den essenziellen Prozessen der industriellen Fertigung. Sie bietet die Möglichkeit, Werkstoffe wie Metall oder Kunststoff unter Einwirkung von Druck dauerhaft in eine gewünschte Form zu bringen, ohne das Material zu entfernen. Die Umformpresse ist hierbei eines der zentralen Werkzeuge, das durch den Einsatz mechanischer, hydraulischer oder pneumatischer Kräfte Bauteile formt. In Branchen wie der Automobilindustrie, dem Maschinenbau und der Elektroindustrie ist die Umformpresse unverzichtbar. Ihre Vielseitigkeit und Anpassungsfähigkeit machen sie zu einem unverzichtbaren Element moderner Produktionslinien.
Definition und Funktionsweise der Umformpresse
Eine Umformpresse ist eine Maschine, die verwendet wird, um Material unter Anwendung von Druck zu verformen. Dieser Prozess erfolgt in der Regel zwischen zwei Werkzeugen: einem Stempel und einer Matrize. Der Stempel drückt das Material in die Form der Matrize, wodurch das Werkstück seine endgültige Form erhält. Je nach Anwendung kann die Umformpresse auf verschiedene Arten von Werkstoffen einwirken, sei es durch Biegen, Stanzen, Prägen oder Tiefziehen.
1.1. Mechanische Umformpressen
Mechanische Pressen nutzen Schwungräder und Kupplungen, um Energie zu speichern und sie schlagartig auf das Material zu übertragen. Diese Pressen sind besonders effizient, wenn schnelle und wiederholte Bewegungen erforderlich sind, und eignen sich daher ideal für Massenfertigungsprozesse. Mechanische Umformpressen werden häufig in der Automobilindustrie eingesetzt, wo große Mengen von Blechteilen wie Türen, Motorhauben und Kotflügel hergestellt werden müssen.
1.2. Hydraulische Umformpressen
Hydraulische Pressen arbeiten mit Flüssigkeitsdruck, um eine gleichmäßige, kontrollierte Kraft auszuüben. Sie bieten den Vorteil einer sehr hohen Presskraft und sind besonders geeignet für Prozesse, bei denen eine langsame und gleichmäßige Verformung erforderlich ist, wie beim Tiefziehen oder bei der Verarbeitung von dicken Materialien. Hydraulische Umformpressen finden Anwendung in der Herstellung großer und komplexer Bauteile, bei denen Präzision und Flexibilität entscheidend sind.
1.3. Pneumatische Umformpressen
Pneumatische Umformpressen nutzen Druckluft, um das Material zu verformen. Diese Pressen sind in der Regel kleiner und bieten eine geringere Kraft als mechanische oder hydraulische Pressen, sind jedoch ideal für Anwendungen, bei denen Geschwindigkeit und einfache Bedienung wichtig sind. Sie werden oft in der Elektronik- und Verpackungsindustrie eingesetzt.
Anwendungsbereiche der Umformpresse
Umformpressen kommen in einer Vielzahl von Industrien und Prozessen zum Einsatz, insbesondere dort, wo Metall oder Kunststoff zu Bauteilen geformt werden muss. Ihre Einsatzgebiete sind breit gefächert und erstrecken sich über verschiedene Industriezweige.
2.1. Automobilindustrie
In der Automobilindustrie sind Umformpressen unverzichtbar für die Herstellung von Karosserieteilen, Fahrwerkskomponenten und anderen strukturellen Bauteilen. Die meisten dieser Teile werden durch Tiefziehen, Stanzen oder Biegen von Blech hergestellt, wofür Umformpressen die notwendigen hohen Kräfte aufbringen müssen. Besonders hydraulische Pressen sind in diesem Bereich weit verbreitet, da sie große Teile wie Motorhauben oder Seitenwände mit hoher Präzision und Reproduzierbarkeit herstellen können.
2.2. Luft- und Raumfahrt
Die Luft- und Raumfahrtindustrie stellt sehr hohe Anforderungen an die Präzision und Qualität der gefertigten Bauteile. Umformpressen spielen eine entscheidende Rolle bei der Herstellung von leichten, aber hochfesten Strukturen, die in Flugzeugen und Raumfahrzeugen zum Einsatz kommen. Hierbei kommen häufig spezielle Legierungen und Werkstoffe zum Einsatz, die unter hohen Kräften geformt werden müssen, ohne ihre strukturelle Integrität zu verlieren.
2.3. Maschinenbau
Im Maschinenbau werden Umformpressen für die Fertigung von Maschinenteilen, Werkzeugen und Vorrichtungen verwendet. Oftmals sind diese Teile hochkomplex und erfordern eine präzise Umformung, die durch den Einsatz von Umformpressen ermöglicht wird. Besonders bei der Herstellung von Bauteilen aus hochfesten Stählen oder Speziallegierungen bieten hydraulische Umformpressen die nötige Flexibilität und Presskraft.
2.4. Elektronik- und Elektroindustrie
In der Elektronik- und Elektroindustrie werden Umformpressen für die Herstellung von Gehäusen, Schaltkästen und anderen Komponenten verwendet. Diese Bauteile bestehen in der Regel aus dünnen Blechen, die durch Stanzen, Biegen und Prägen bearbeitet werden. Mechanische Pressen sind hier aufgrund ihrer Geschwindigkeit und Effizienz besonders weit verbreitet.
Wichtige Verfahren in der Umformtechnik
Es gibt zahlreiche Umformverfahren, die mithilfe von Umformpressen realisiert werden. Jedes Verfahren hat spezifische Anforderungen an die Maschine und das zu verarbeitende Material. Zu den wichtigsten Verfahren gehören:
3.1. Tiefziehen
Das Tiefziehen ist ein Umformverfahren, bei dem ein Blech in eine Hohlform gebracht wird. Dabei wird das Blech in eine Matrize gezogen und durch einen Stempel geformt. Umformpressen, insbesondere hydraulische Pressen, sind ideal für das Tiefziehen geeignet, da sie eine gleichmäßige Verformung des Materials ermöglichen.
3.2. Biegen
Beim Biegen wird das Material gezielt verformt, um es in eine gewünschte Winkel- oder Rundform zu bringen. Dieser Prozess erfordert präzise Steuerung und gleichmäßige Druckverteilung, die durch mechanische oder hydraulische Pressen gewährleistet wird.
3.3. Stanzen
Stanzen ist ein Umformverfahren, bei dem Material durch ein Werkzeug ausgestanzt oder geschnitten wird. Dieser Prozess wird häufig in der Blechverarbeitung eingesetzt, um präzise Löcher, Formen oder Aussparungen in das Material zu schneiden. Mechanische Umformpressen sind aufgrund ihrer schnellen Bewegungen ideal für das Stanzen in großen Stückzahlen geeignet.
3.4. Prägen
Beim Prägen wird das Material unter Druck in eine vorgefertigte Form gepresst, um bestimmte Muster oder Strukturen zu erzeugen. Dieser Prozess wird häufig in der Münzherstellung oder für dekorative Oberflächen verwendet. Umformpressen, die für das Prägen eingesetzt werden, müssen eine hohe Präzision und Wiederholgenauigkeit bieten, um die gewünschten Ergebnisse zu erzielen.
4. Technologische Entwicklungen in der Umformpresstechnik
Die Technologie der Umformpressen hat sich in den letzten Jahrzehnten kontinuierlich weiterentwickelt, insbesondere im Hinblick auf Automatisierung, Effizienz und Nachhaltigkeit. Moderne Umformpressen sind heute oft mit fortschrittlicher Sensorik, Steuerungstechnik und Antriebssystemen ausgestattet, die es ermöglichen, den Umformprozess genau zu steuern und in Echtzeit zu überwachen.
4.1. Automatisierung und Industrie 4.0
Die fortschreitende Automatisierung hat auch in der Umformpresstechnik Einzug gehalten. Viele Umformpressen sind heute in der Lage, vollautomatisch zu arbeiten, indem sie Werkstücke automatisch zuführen, verarbeiten und entnehmen. Durch die Integration von Industrie-4.0-Technologien können Umformpressen zudem in vernetzte Produktionssysteme eingebunden werden, was eine Überwachung und Optimierung der Prozesse in Echtzeit ermöglicht.
Die Digitalisierung der Fertigung ermöglicht es, Prozessdaten zu sammeln und zu analysieren, um die Produktivität zu steigern und die Qualität zu verbessern. Zum Beispiel können Sensoren in Umformpressen installiert werden, die die Kräfte, Temperaturen und Verformungen überwachen und so eine frühzeitige Erkennung von Abweichungen ermöglichen. Dies trägt nicht nur zur Effizienzsteigerung bei, sondern hilft auch, Ausschuss zu minimieren und die Lebensdauer der Werkzeuge zu verlängern.
4.2. Energieeffizienz
Ein weiteres wichtiges Thema in der modernen Umformpresstechnik ist die Energieeffizienz. Hydraulische und mechanische Umformpressen werden zunehmend mit energieeffizienten Antriebssystemen ausgestattet, die den Energieverbrauch senken und gleichzeitig die Leistung der Maschine optimieren. Servoantriebe und frequenzgesteuerte Motoren sind Beispiele für Technologien, die in modernen Umformpressen zum Einsatz kommen, um den Energieverbrauch zu reduzieren und den Betrieb nachhaltiger zu gestalten.
4.3. Modularität und Flexibilität
Moderne Umformpressen sind häufig modular aufgebaut, was es ermöglicht, die Maschine an unterschiedliche Anforderungen und Materialien anzupassen. Durch den Einsatz austauschbarer Werkzeuge und anpassbarer Presskraft können Umformpressen flexibel für verschiedene Umformprozesse eingesetzt werden, ohne dass aufwendige Maschinenumstellungen erforderlich sind. Dies macht die Maschinen besonders für Unternehmen interessant, die eine hohe Variantenvielfalt in ihrer Produktion haben.
Wartung und Instandhaltung
Die regelmäßige Wartung und Instandhaltung von Umformpressen ist entscheidend, um eine hohe Verfügbarkeit und Präzision sicherzustellen. Die mechanischen und hydraulischen Komponenten der Presse unterliegen einem natürlichen Verschleiß und müssen regelmäßig überprüft und gegebenenfalls ausgetauscht werden.
5.1. Vorbeugende Wartung
Vorbeugende Wartungsprogramme sind eine effektive Methode, um Ausfälle und teure Reparaturen zu vermeiden. Durch regelmäßige Inspektionen können potenzielle Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Störungen führen. Besonders die Hydrauliksysteme, die in vielen Umformpressen zum Einsatz kommen, erfordern regelmäßige Wartung, um Leckagen zu vermeiden und die Leistungsfähigkeit der Presse aufrechtzuerhalten.
5.2. Werkzeugpflege
Die Werkzeuge, die in Umformpressen verwendet werden, spielen eine zentrale Rolle für die Qualität der gefertigten Bauteile. Daher ist es wichtig, dass diese Werkzeuge regelmäßig gereinigt, geschärft und geprüft werden. Eine sorgfältige Werkzeugpflege trägt nicht nur zur Qualität der Endprodukte bei, sondern verlängert auch die Lebensdauer der Werkzeuge und reduziert die Kosten für Ersatzteile.
Das Kunststoff Formpressen ist ein bewährtes Verfahren zur Herstellung von Bauteilen und Produkten aus Kunststoff. Es handelt sich dabei um eine Formgebungstechnik, bei der Kunststoffmaterialien unter Druck und Wärme in die gewünschte Form gebracht werden. Diese Methode findet in zahlreichen Industrien Anwendung, da sie eine effiziente, wirtschaftliche und präzise Fertigung von komplexen Kunststoffteilen ermöglicht. In Bereichen wie der Automobilindustrie, der Elektronikbranche und der Medizintechnik ist das Kunststoff Formpressen nicht mehr wegzudenken.
Grundlagen des Kunststoff Formpressens

Das Kunststoff Formpressen, auch als Formpressen oder Compression Molding bezeichnet, basiert auf der Umformung von Kunststoffen durch den Einsatz von Druck und Hitze. Das Ausgangsmaterial, das in Form von Pulver, Granulat oder vorgefertigten Blanks vorliegt, wird in eine beheizte Form gegeben. Durch den Druck der Presse wird das Material in die Form gepresst und härtet dort aus, bis es seine endgültige Form erreicht. Dieses Verfahren ist besonders geeignet für thermoplastische und duroplastische Materialien, die unter hohen Temperaturen verformt und dann ausgehärtet werden.
1.1. Thermoplaste vs. Duroplaste
Thermoplaste sind Kunststoffe, die bei Erwärmung schmelzen und verformbar werden. Sie können mehrfach erwärmt und wieder geformt werden, was sie ideal für Recyclingprozesse macht. Beispiele für Thermoplaste sind Polyethylen (PE), Polypropylen (PP) und Polyvinylchlorid (PVC).
Duroplaste hingegen härten einmal unter Hitze und Druck aus und behalten ihre Form danach dauerhaft. Sie können nach dem Aushärten nicht erneut verformt werden. Diese Eigenschaft macht sie besonders widerstandsfähig und hitzebeständig. Beispiele für Duroplaste sind Epoxidharze, Phenolharze und Polyurethane.
Das Kunststoff Formpressen wird sowohl für Thermoplaste als auch für Duroplaste eingesetzt, wobei die spezifischen Anforderungen und Eigenschaften der Materialien berücksichtigt werden müssen.
2. Prozess des Kunststoff Formpressens
Der Prozess des Kunststoff Formpressens besteht aus mehreren Schritten, die genau aufeinander abgestimmt sein müssen, um ein qualitativ hochwertiges Endprodukt zu gewährleisten.
2.1. Vorbereitung des Materials
Zunächst wird das Rohmaterial vorbereitet. Bei Thermoplasten kann dies in Form von Granulat oder Pulver vorliegen, während bei Duroplasten häufig vorgeformte Blanks oder „Preforms“ verwendet werden. Diese Preforms sind oft in der Nähe der endgültigen Form des Produkts hergestellt, um den Materialfluss während des Pressens zu optimieren.
2.2. Aufheizen der Form
Die Form, in der das Kunststoffteil geformt wird, wird auf die notwendige Temperatur gebracht. Die Temperatur hängt von der Art des verwendeten Kunststoffs ab. Für Thermoplaste reicht oft eine moderate Erwärmung, während Duroplaste höhere Temperaturen benötigen, um den Härtungsprozess zu starten.
2.3. Einlegen des Materials
Das vorgeformte Material oder das Granulat wird in die Form eingelegt. Bei Thermoplasten schmilzt das Material bei Erwärmung, während es bei Duroplasten beginnt, sich durch die chemische Reaktion zu verfestigen.
2.4. Formpressen
Die Presse wird geschlossen und übt einen gleichmäßigen Druck auf das Material aus, das sich dadurch in der Form verteilt. Dieser Druck stellt sicher, dass das Material die Konturen der Form exakt ausfüllt und das Endprodukt die gewünschte Form erhält. Der Druck wird aufrechterhalten, bis das Material vollständig ausgehärtet oder abgekühlt ist.
2.5. Entformung
Nach dem Aushärten oder Abkühlen des Kunststoffs wird die Form geöffnet und das fertige Bauteil entnommen. In einigen Fällen müssen die Bauteile nachbearbeitet werden, um überschüssiges Material zu entfernen oder bestimmte Oberflächenmerkmale zu verbessern.
3. Vorteile des Kunststoff Formpressens
Das Kunststoff Formpressen bietet zahlreiche Vorteile gegenüber anderen Fertigungstechniken, insbesondere wenn es um die Herstellung komplexer Kunststoffteile in großen Stückzahlen geht.
3.1. Hohe Präzision und Wiederholgenauigkeit
Das Formpressen ermöglicht die Herstellung hochpräziser Bauteile mit engen Toleranzen. Durch den gleichmäßigen Druck und die exakte Steuerung der Temperatur können Teile mit hoher Maßhaltigkeit und Wiederholgenauigkeit produziert werden, was für viele Industrien von entscheidender Bedeutung ist.
3.2. Effizienz bei der Massenproduktion
Ein wesentlicher Vorteil des Formpressens liegt in der Effizienz bei der Serienfertigung. Da der Prozess automatisiert und die Zykluszeiten relativ kurz sind, können große Mengen von Bauteilen in kurzer Zeit produziert werden. Dies macht das Verfahren besonders wirtschaftlich für die Herstellung von Produkten in hohen Stückzahlen.
3.3. Vielseitigkeit in der Materialauswahl
Das Kunststoff Formpressen ist für eine Vielzahl von Kunststoffen geeignet, darunter sowohl Thermoplaste als auch Duroplaste. Diese Vielseitigkeit ermöglicht es Herstellern, das ideale Material für ihre spezifischen Anwendungen zu wählen, sei es für hitzebeständige, chemisch stabile oder hochfeste Bauteile.
3.4. Komplexe Geometrien
Durch den Einsatz von maßgeschneiderten Formen können beim Formpressen sehr komplexe Geometrien realisiert werden. Dies umfasst sowohl einfache, flache Bauteile als auch dreidimensionale Strukturen mit komplexen Innen- und Außenformen. Dies eröffnet eine Vielzahl von Möglichkeiten für die Produktgestaltung.
4. Anwendungsbereiche des Kunststoff Formpressens
Das Kunststoff Formpressen wird in einer Vielzahl von Branchen und für eine breite Palette von Produkten eingesetzt. Dank seiner Vielseitigkeit und Präzision ist es für viele industrielle Anwendungen die bevorzugte Wahl.
4.1. Automobilindustrie
In der Automobilindustrie werden zahlreiche Bauteile aus Kunststoff hergestellt, darunter Verkleidungen, Armaturenbretter, Stoßfänger und andere strukturelle Komponenten. Diese Teile müssen oft hohen mechanischen und thermischen Belastungen standhalten, weshalb das Formpressen ein bevorzugtes Verfahren ist. Besonders Duroplaste werden hier häufig eingesetzt, da sie eine hohe Festigkeit und Beständigkeit gegenüber Chemikalien und Hitze bieten.
4.2. Elektronikindustrie
Die Elektronikindustrie nutzt das Kunststoff Formpressen zur Herstellung von Gehäusen, Isolatoren, Steckverbindern und anderen Bauteilen, die empfindliche Elektronik schützen müssen. Die Möglichkeit, Kunststoffteile mit hoher Präzision zu fertigen, ist in dieser Branche besonders wichtig, um sicherzustellen, dass alle Komponenten passgenau sind und eine einwandfreie Funktion gewährleisten.
4.3. Medizintechnik
In der Medizintechnik werden oft sehr anspruchsvolle Kunststoffteile benötigt, die strenge Anforderungen in Bezug auf Hygiene, Biokompatibilität und Präzision erfüllen müssen. Das Kunststoff Formpressen bietet hier die Möglichkeit, sowohl Einwegartikel wie Spritzen und Katheter als auch langlebige medizinische Gerätegehäuse herzustellen. Materialien wie Polyethylen und Polypropylen, die biokompatibel und leicht sterilisierbar sind, kommen häufig zum Einsatz.
4.4. Bauwesen
Im Bauwesen werden Kunststoffteile wie Rohre, Dichtungen und Fassadenelemente häufig durch Formpressen hergestellt. Diese Teile müssen wetterbeständig, stabil und langlebig sein, um den hohen Anforderungen im Bauwesen gerecht zu werden. Das Kunststoff Formpressen ermöglicht die Herstellung von großformatigen und robusten Bauteilen, die sich ideal für den Einsatz im Bauwesen eignen.
5. Technologische Weiterentwicklungen im Kunststoff Formpressen
Wie in vielen Bereichen der Fertigungstechnik hat auch das Kunststoff Formpressen in den letzten Jahren von technologischen Fortschritten profitiert. Insbesondere die Integration von Automatisierungstechnologien und die Entwicklung neuer, leistungsfähiger Materialien haben dazu beigetragen, die Effizienz und Qualität des Verfahrens weiter zu verbessern.
5.1. Automatisierung und Robotertechnik
Die Integration von Robotern und automatisierten Fördersystemen in den Formpressprozess hat die Effizienz und Genauigkeit erheblich gesteigert. Roboter können das Material präzise in die Form einlegen und die fertigen Bauteile nach dem Pressen entnehmen, was den gesamten Prozess beschleunigt und die Produktqualität verbessert. Zudem ermöglicht die Automatisierung eine kontinuierliche Überwachung und Optimierung des Pressvorgangs.
5.2. Hochleistungsmaterialien
Die Entwicklung neuer Kunststoffe mit verbesserten mechanischen, thermischen und chemischen Eigenschaften hat das Anwendungsspektrum des Formpressens erweitert. Moderne Hochleistungskunststoffe wie Polyetheretherketon (PEEK) oder Polyphenylensulfid (PPS) bieten eine hervorragende Beständigkeit gegen hohe Temperaturen, Chemikalien und mechanische Belastungen, was sie ideal für anspruchsvolle Anwendungen macht.
5.3. Additive Fertigung
Ein weiterer technologischer Trend, der das Kunststoff Formpressen ergänzt, ist die additive Fertigung (3D-Druck). Während das Formpressen besonders für die Massenproduktion von Teilen geeignet ist, kann der 3D-Druck verwendet werden, um Prototypen oder Kleinserien von Teilen zu fertigen. Durch die Kombination beider Technologien können Unternehmen flexibler auf Marktanforderungen reagieren und sowohl schnelle Prototypen als auch Massenproduktionen realisieren.
6. Herausforderungen und Zukunftsperspektiven
Trotz der vielen Vorteile stehen Hersteller beim Kunststoff Formpressen auch vor Herausforderungen, die es zu bewältigen gilt, um die Effizienz und Wirtschaftlichkeit weiter zu steigern.
6.1. Materialkosten
Die Kosten für hochwertige Kunststoffe können hoch sein, insbesondere für spezialisierte Hochleistungskunststoffe. Um wettbewerbsfähig zu bleiben, müssen Hersteller Wege finden, die Materialkosten zu optimieren, beispielsweise durch den Einsatz von Recyclingmaterialien oder den Umstieg auf kostengünstigere Alternativen.
6.2. Umweltverträglichkeit
Die Kunststoffindustrie steht zunehmend unter Druck, umweltfreundlichere Produktionsmethoden und Materialien zu entwickeln. Das Kunststoff Formpressen hat das Potenzial, durch den Einsatz von Recyclingkunststoffen und die Reduzierung von Materialabfall zu einer nachhaltigeren Fertigung beizutragen. Zudem könnte die Entwicklung biologisch abbaubarer Kunststoffe neue Möglichkeiten für umweltfreundlichere Produkte schaffen.
6.3. Steigerung der Energieeffizienz
Da das Kunststoff Formpressen erhebliche Mengen an Energie benötigt, insbesondere bei der Verarbeitung von Duroplasten, ist die Steigerung der Energieeffizienz ein zentrales Ziel für die Zukunft. Moderne Pressen mit energieeffizienten Antrieben und Heizsystemen bieten bereits deutliche Verbesserungen in diesem Bereich, doch es gibt weiterhin Potenzial für Optimierungen.
Die Rohrumformung ist ein entscheidender Prozess in der Metallverarbeitung, der in zahlreichen Branchen Anwendung findet, darunter die Automobilindustrie, Luft- und Raumfahrt, Bauwesen und viele mehr. Dieser Prozess ermöglicht die Herstellung komplexer Geometrien und spezifischer Bauteile, die sowohl präzise als auch belastbar sind. Mit der fortschreitenden Entwicklung der Umformtechnologie hat die Rohrumformung einen hohen Grad an Effizienz und Flexibilität erreicht und ist ein unverzichtbares Verfahren für die Herstellung von Rohren in verschiedenen Größen und Formen.
1. Grundlagen der Rohrumformung

Die Rohrumformung ist ein Verfahren zur Änderung der Form von Rohren aus Metall oder anderen Materialien durch Anwendung von Druck. Dieser Druck wird entweder von außen oder von innen auf das Rohr ausgeübt, wodurch sich das Rohr in die gewünschte Form verformt. Die Umformung kann entweder kalt oder warm erfolgen, je nach Materialeigenschaften und Anforderungen des Endprodukts.
1.1. Arten von Rohren
Rohre, die umgeformt werden, bestehen aus verschiedenen Materialien, darunter Stahl, Aluminium, Kupfer und Legierungen. Jedes Material bringt spezifische Herausforderungen und Vorteile mit sich. So sind Stahlrohre besonders robust und werden häufig in der Bauindustrie und im Maschinenbau eingesetzt, während Aluminiumrohre wegen ihres geringen Gewichts und ihrer Korrosionsbeständigkeit in der Automobil- und Luftfahrtindustrie beliebt sind.
1.2. Kaltumformung vs. Warmumformung
Bei der Kaltumformung wird das Rohr bei Raumtemperatur bearbeitet, was zu einer Verfestigung des Materials führt. Diese Methode bietet den Vorteil, dass keine Erwärmung erforderlich ist, was die Energiekosten senkt. Zudem ergeben sich oft verbesserte Oberflächenqualitäten. Allerdings ist die Verformbarkeit des Materials eingeschränkter, da die Kaltumformung zu Materialversprödung führen kann.
Die Warmumformung hingegen erfolgt bei erhöhter Temperatur, wodurch das Material weicher und formbarer wird. Diese Methode ist besonders geeignet für Materialien, die bei Raumtemperatur schwer umzuformen sind, und für Anwendungen, bei denen komplexe Geometrien oder große Verformungen gefordert sind.
2. Umformverfahren bei der Rohrumformung
Die Rohrumformung umfasst eine Vielzahl von Verfahren, die je nach den Anforderungen des Endprodukts und der Materialeigenschaften angewendet werden.
2.1. Rohrbiegen
Das Rohrbiegen ist eines der am häufigsten angewandten Verfahren in der Rohrumformung. Hierbei wird das Rohr unter Anwendung von Druck oder durch eine Biegeschablone in die gewünschte Form gebracht. Es gibt verschiedene Arten des Rohrbiegens, darunter das Dornbiegen, das Freiformbiegen und das Pressbiegen.
Beim Dornbiegen wird ein Dorn in das Rohr eingeführt, um eine gleichmäßige Biegung ohne Faltenbildung oder Querschnittsveränderungen zu gewährleisten. Diese Methode ist besonders für dünnwandige Rohre geeignet. Das Freiformbiegen hingegen ist flexibler und ermöglicht die Herstellung von komplexen Biegungen ohne spezielle Werkzeuge.
2.2. Innenhochdruckumformung (IHU)
Die Innenhochdruckumformung ist ein modernes Verfahren, das vor allem in der Automobilindustrie und der Luftfahrt eingesetzt wird. Bei dieser Methode wird das Rohr in eine Form eingespannt, und eine Flüssigkeit, meist Wasser, wird unter hohem Druck in das Innere des Rohrs gepumpt. Durch den Innendruck verformt sich das Rohr und passt sich der Form an. Die IHU ermöglicht die Herstellung von Bauteilen mit komplexen Geometrien, wie etwa Rahmenstrukturen oder Hohlräumen in Fahrzeugen.
2.3. Drücken und Walzen
Beim Drück- und Walzverfahren wird das Rohr durch rotierende Werkzeuge verformt. Dies ermöglicht eine gleichmäßige Verformung über die gesamte Länge des Rohrs und ist besonders für lange und dünnwandige Rohre geeignet. Drückmaschinen sind in der Lage, sowohl symmetrische als auch asymmetrische Formen herzustellen.
2.4. Axial- und Rollumformung
Bei der Axialumformung wird das Rohr axial, also entlang seiner Längsachse, gestaucht oder gestreckt, um die gewünschte Form zu erhalten. Diese Methode wird häufig in der Produktion von Rohren mit variablen Durchmessern oder komplexen Profilen angewendet. Rollumformung hingegen nutzt Walzen, um das Rohr in eine bestimmte Form zu bringen. Dies wird oft bei der Herstellung von Rohren mit konstanten Wandstärken und Durchmessern eingesetzt.
3. Anwendungsbereiche der Rohrumformung
Die Rohrumformung spielt in vielen Industrien eine entscheidende Rolle. Dank der Vielfalt der Umformtechniken und der verwendeten Materialien lassen sich Rohre für unterschiedlichste Anwendungen herstellen.
3.1. Automobilindustrie
In der Automobilindustrie ist die Rohrumformung ein unverzichtbarer Prozess. Von Abgassystemen über Rahmenstrukturen bis hin zu Fahrwerkkomponenten – viele Bauteile in Fahrzeugen bestehen aus umgeformten Rohren. Besonders die Innenhochdruckumformung hat in der Automobilbranche an Bedeutung gewonnen, da sie die Herstellung von leichten, aber dennoch belastbaren Bauteilen ermöglicht, die den hohen Anforderungen an Gewichtseinsparung und Stabilität gerecht werden.
3.2. Luft- und Raumfahrt
Auch in der Luft- und Raumfahrtindustrie werden umgeformte Rohre in großem Umfang eingesetzt. Aufgrund der Anforderungen an Gewichtsreduzierung und Festigkeit werden häufig Aluminium- und Titanrohre verwendet, die durch Rohrumformungstechniken in die gewünschte Form gebracht werden. Diese Bauteile finden Anwendung in der Struktur von Flugzeugen, in Hydrauliksystemen und in Triebwerkskomponenten.
3.3. Bauindustrie
In der Bauindustrie werden Rohre für eine Vielzahl von Anwendungen benötigt, von tragenden Strukturen bis hin zu Versorgungssystemen. Die Umformung von Stahlrohren ermöglicht die Herstellung von Bauteilen, die den hohen Belastungen und Umwelteinflüssen standhalten, denen Bauwerke ausgesetzt sind.
3.4. Maschinenbau
Im Maschinenbau werden umgeformte Rohre für zahlreiche Anwendungen eingesetzt, darunter Förderanlagen, Hydrauliksysteme und Produktionsmaschinen. Hier sind vor allem Präzision und Belastbarkeit entscheidend, weshalb die Rohrumformung eine zentrale Rolle bei der Herstellung von Maschinenteilen spielt.
4. Technologische Entwicklungen in der Rohrumformung
Die Rohrumformung hat in den letzten Jahren von verschiedenen technologischen Fortschritten profitiert, die zu einer Steigerung der Effizienz, Präzision und Flexibilität beigetragen haben.
4.1. Automatisierung und Robotik
Die Integration von Automatisierungstechnologien und Robotern in den Rohrumformungsprozess hat zu einer erheblichen Effizienzsteigerung geführt. Automatisierte Anlagen sind in der Lage, Rohre präzise zu positionieren, zu verformen und zu entnehmen, was zu einer Verringerung der Ausschussrate und einer Steigerung der Produktionsgeschwindigkeit führt. Roboter ermöglichen zudem eine flexible Produktion, da sie schnell auf unterschiedliche Produktionsanforderungen umgestellt werden können.
4.2. Simulation und digitale Zwillinge
Die Anwendung von Simulationssoftware und digitalen Zwillingen in der Rohrumformung ermöglicht es Herstellern, den Umformprozess bereits im Vorfeld zu optimieren. Durch die Simulation können potenzielle Probleme frühzeitig erkannt und behoben werden, was zu einer höheren Qualität der Endprodukte führt. Digitale Zwillinge bieten zudem die Möglichkeit, den Umformprozess in Echtzeit zu überwachen und anzupassen, um maximale Effizienz zu erreichen.
4.3. Neue Werkstoffe
Mit der Entwicklung neuer Werkstoffe, insbesondere hochfester Legierungen und Verbundmaterialien, haben sich auch die Anforderungen an die Rohrumformung verändert. Diese Materialien sind oft schwerer umzuformen und erfordern spezielle Techniken, um die gewünschten Formen und Eigenschaften zu erzielen. Moderne Umformtechnologien wie die Innenhochdruckumformung und das Walzen bieten jedoch Lösungen, um diese Materialien effizient zu verarbeiten.
4.4. Nachhaltigkeit und Recycling
In der modernen Fertigung spielt Nachhaltigkeit eine immer größere Rolle. Auch in der Rohrumformung gibt es Bestrebungen, den Materialverbrauch zu reduzieren und Recyclingmaterialien einzusetzen. Durch die Optimierung der Umformprozesse können Materialabfälle minimiert und die Ressourceneffizienz gesteigert werden.
5. Herausforderungen und Zukunftsperspektiven
Trotz der zahlreichen Fortschritte steht die Rohrumformung vor einigen Herausforderungen, die es zu bewältigen gilt.
5.1. Komplexität der Geometrien
Mit den steigenden Anforderungen an die Bauteilkomplexität wird auch die Rohrumformung immer anspruchsvoller. Besonders bei der Herstellung von Rohren mit variablen Durchmessern oder komplizierten Querschnitten stoßen traditionelle Umformmethoden an ihre Grenzen. Hier sind innovative Lösungen und Weiterentwicklungen gefragt, um die Umformbarkeit von Rohren weiter zu verbessern.
5.2. Materialkosten und -verfügbarkeit
Die Kosten für Rohmaterialien, insbesondere für hochfeste Legierungen und Spezialmetalle, sind in den letzten Jahren gestiegen. Dies stellt Hersteller vor die Herausforderung, die Materialkosten durch effizientere Fertigungsprozesse zu senken oder auf alternative Materialien auszuweichen.
Die Verwendung von Composite-Materialien hat in den letzten Jahrzehnten stark zugenommen, insbesondere in Industrien, die nach leichten, aber gleichzeitig starken Materialien suchen. Die Automobilindustrie, die Luft- und Raumfahrt sowie der Bausektor sind nur einige der Bereiche, in denen Composites eine Schlüsselrolle spielen. Um diese Materialien effizient zu verarbeiten, kommen spezielle hydraulische Pressen zum Einsatz. Hydraulische Pressen bieten zahlreiche Vorteile, wenn es um die Herstellung von Bauteilen aus Composites geht, und sie haben sich als unverzichtbar für die moderne Fertigung erwiesen.
1. Grundlagen der Composites-Verarbeitung
Composites, oder Verbundwerkstoffe, bestehen aus zwei oder mehr unterschiedlichen Materialien, die zusammen eine bessere Kombination von Eigenschaften bieten als die Einzelmaterialien für sich genommen. Typischerweise bestehen Composites aus einer Matrix (wie Harz) und einer Verstärkung (wie Glasfaser oder Kohlenstofffaser).
1.1. Materialien in Composites
Es gibt viele verschiedene Arten von Composites, abhängig von der Kombination der verwendeten Materialien:
- Glasfaserverstärkte Kunststoffe (GFK): Diese bestehen aus Glasfasern, die in eine Polymermatrix eingebettet sind. GFK ist bekannt für seine hohe Festigkeit, Beständigkeit gegen Korrosion und sein geringes Gewicht.
- Kohlenstofffaserverstärkte Kunststoffe (CFK): Kohlenstofffasern sind extrem stark und steif und bieten im Vergleich zu GFK eine noch höhere Festigkeit und geringeres Gewicht. Sie werden häufig in der Luft- und Raumfahrt, im Motorsport und bei High-End-Sportgeräten eingesetzt.
- Aramidfaserverstärkte Kunststoffe: Diese Composites verwenden Aramidfasern, die für ihre hervorragende Schlagzähigkeit bekannt sind und beispielsweise in kugelsicheren Westen Anwendung finden.
1.2. Matrixmaterialien
Die Matrix, in die die Verstärkungsfasern eingebettet sind, besteht üblicherweise aus Polymeren, kann aber auch aus Metall oder Keramik bestehen. Thermoplastische und duroplastische Polymere sind die häufigsten Matrizes:
- Thermoplaste: Diese Polymere können mehrfach erhitzt und geformt werden. Sie sind leichter recycelbar und weisen in vielen Fällen eine gute Beständigkeit gegen Chemikalien auf.
- Duroplaste: Diese Polymere härten während des Formprozesses aus und können danach nicht mehr verformt werden. Sie bieten eine ausgezeichnete Festigkeit und Temperaturbeständigkeit.
2. Hydraulische Pressen in der Composite-Verarbeitung
Hydraulische Pressen sind ein entscheidendes Werkzeug bei der Herstellung von Composite-Bauteilen. Sie bieten die nötige Kraft und Präzision, um die Materialien unter hohem Druck und oft bei hohen Temperaturen zu verformen und zu härten. Dabei lassen sich verschiedene Verfahren anwenden, je nach den spezifischen Anforderungen des Endprodukts und den Eigenschaften des verwendeten Materials.
2.1. Vorteile hydraulischer Pressen
Hydraulische Pressen bieten gegenüber mechanischen Pressen und anderen Umformwerkzeugen mehrere Vorteile:
- Präzise Kraftregelung: Hydraulische Pressen können mit extrem hoher Genauigkeit gesteuert werden, was entscheidend für die gleichmäßige Verteilung des Drucks bei der Herstellung von Composites ist.
- Vielseitigkeit: Sie können für eine Vielzahl von Formverfahren und Materialien eingesetzt werden, einschließlich der Verarbeitung großer und komplexer Bauteile.
- Hoher Druck: Hydraulische Pressen können große Kräfte erzeugen, die bei der Verarbeitung von Composites erforderlich sind, um sicherzustellen, dass das Material gleichmäßig verpresst wird und alle Lufteinschlüsse entfernt werden.
- Temperatursteuerung: Viele hydraulische Pressen sind mit Heiz- und Kühlsystemen ausgestattet, die für thermoplastische und duroplastische Materialien von entscheidender Bedeutung sind.
2.2. Arten von hydraulischen Pressen für Composites
Es gibt verschiedene Arten von hydraulischen Pressen, die je nach Art des Composite-Materials und der Anwendung eingesetzt werden:
- Heißpressen: Diese Pressen sind mit Heizplatten ausgestattet, die das Material während des Pressvorgangs auf die erforderliche Temperatur bringen. Dies ist besonders bei Thermoplasten wichtig, die bei hohen Temperaturen verarbeitet werden müssen.
- Vakuumhydraulikpressen: Diese Pressen verwenden eine Vakuumumgebung, um Lufteinschlüsse zu verhindern, die zu Schwachstellen im fertigen Bauteil führen könnten. Das Vakuum stellt sicher, dass das Material vollständig verpresst wird.
- Multistationspressen: Diese Pressen können mehrere Bauteile gleichzeitig verarbeiten, was die Effizienz in der Serienproduktion deutlich steigert.
3. Verarbeitungstechniken für Composites
Hydraulische Pressen kommen in verschiedenen Verarbeitungstechniken zum Einsatz, die speziell für die Herstellung von Composite-Bauteilen entwickelt wurden. Einige der wichtigsten Verfahren sind:
3.1. SMC-Pressverfahren (Sheet Molding Compound)
Das SMC-Pressverfahren wird häufig für die Herstellung von großflächigen Bauteilen eingesetzt. Dabei wird ein vorgemischtes Material (eine Mischung aus Fasern, Harz und Additiven) zwischen zwei Formhälften eingelegt. Die hydraulische Presse übt dann Druck aus und formt das Material in die gewünschte Form. Gleichzeitig wird das Material erhitzt, um den Aushärtungsprozess zu beschleunigen.
SMC-Teile sind besonders in der Automobilindustrie weit verbreitet, da sie sich hervorragend für die Massenproduktion eignen und eine gute Balance zwischen Kosten, Gewicht und Festigkeit bieten.
3.2. RTM (Resin Transfer Molding)
Beim RTM-Verfahren wird die Verstärkung in eine Form eingelegt, und anschließend wird flüssiges Harz unter Druck in die Form injiziert. Hierbei sind hydraulische Pressen entscheidend, um die Formhälften unter Druck zu halten und eine gleichmäßige Verteilung des Harzes zu gewährleisten. RTM wird häufig für die Herstellung von Strukturbauteilen in der Luftfahrt und im Motorsport eingesetzt, wo hohe Anforderungen an Festigkeit und Leichtbau gestellt werden.
3.3. Hochdruck-RTM (HP-RTM)
Das HP-RTM-Verfahren ist eine Weiterentwicklung des klassischen RTM, bei dem das Harz unter noch höherem Druck in die Form eingebracht wird. Dadurch lassen sich kürzere Zykluszeiten und eine höhere Fasergehalte im fertigen Bauteil realisieren. Hochdruckhydraulikpressen sind notwendig, um den hohen Druck während des Injektions- und Härtungsprozesses zu halten.
3.4. Thermoformung
Thermoplastische Composites können durch ein Verfahren namens Thermoformung geformt werden. Dabei wird das thermoplastische Material erhitzt, bis es formbar ist, und dann in die gewünschte Form gepresst. Hydraulische Pressen sind ideal für diesen Prozess, da sie sowohl den benötigten Druck als auch die Temperatursteuerung bereitstellen.
4. Anwendungsbereiche für hydraulische Pressen und Composites
Die Verarbeitung von Composites mithilfe von hydraulischen Pressen hat viele Industrien revolutioniert, die auf leichte, starke und langlebige Materialien angewiesen sind. Einige der wichtigsten Anwendungsbereiche sind:
4.1. Automobilindustrie
In der Automobilindustrie werden Composites zunehmend für Strukturbauteile, Karosserieteile und Innenelemente eingesetzt. Die Kombination aus geringem Gewicht und hoher Festigkeit macht Composites ideal für die Reduzierung des Fahrzeuggewichts, was zu einer besseren Energieeffizienz führt. Hydraulische Pressen spielen eine Schlüsselrolle bei der Herstellung von Komponenten wie Stoßstangen, Dachmodulen und Motorhauben.
4.2. Luft- und Raumfahrt
Die Luft- und Raumfahrtindustrie ist einer der größten Anwender von Composite-Materialien. Von Flugzeugrümpfen bis zu Triebwerksteilen werden Composites verwendet, um das Gewicht zu reduzieren und gleichzeitig die strukturelle Integrität zu erhalten. Hydraulische Pressen ermöglichen die präzise Formgebung von Bauteilen, die extremen Belastungen standhalten müssen, ohne dass es zu Materialschwächen kommt.
4.3. Bauwesen
Auch im Bauwesen werden Composites immer häufiger eingesetzt, insbesondere in Anwendungen, die eine hohe Korrosionsbeständigkeit und lange Lebensdauer erfordern. Composites werden für Brückenbauteile, Fassadenelemente und Verstärkungsmaterialien verwendet. Hydraulische Pressen sind entscheidend für die Herstellung dieser Bauteile, da sie die nötige Kraft und Präzision bieten, um komplexe Formen zu realisieren.
4.4. Sport- und Freizeitindustrie
Im Bereich der Sport- und Freizeitindustrie werden Composites für alles von Fahrrädern über Skier bis hin zu Tennisschlägern eingesetzt. Hydraulische Pressen ermöglichen die Massenproduktion dieser Bauteile, die eine hohe Leistung bei geringem Gewicht bieten müssen.
5. Herausforderungen und Zukunftsperspektiven
Obwohl hydraulische Pressen in der Composite-Verarbeitung unverzichtbar sind, stehen Hersteller vor einigen Herausforderungen, die es in den kommenden Jahren zu bewältigen gilt.
5.1. Kosten
Die Anschaffung und der Betrieb hydraulischer Pressen, insbesondere der Hochdruck- oder Vakuumpressen, ist mit hohen Investitionskosten verbunden. Dies stellt kleinere Hersteller vor Herausforderungen, die eine hohe Anfangsinvestition tätigen müssen.
5.2. Nachhaltigkeit
Die Verarbeitung von Composites, insbesondere von duroplastischen Materialien, ist oft nicht umweltfreundlich, da die Bauteile nach der Lebensdauer schwer zu recyceln sind. Zukünftige Innovationen in der Composite-Technologie müssen auf die Entwicklung recycelbarer Materialien und energieeffizienter Umformverfahren abzielen.
Das Hydroforming ist ein fortschrittliches Verfahren zur Metallumformung, das vor allem für die Herstellung von komplexen, leichten und hochfesten Bauteilen eingesetzt wird. Im Zentrum dieses Prozesses steht die Hydroforming Presse, die durch den Einsatz von Flüssigkeitsdruck außergewöhnlich präzise Ergebnisse erzielt. Hydroforming hat sich als eine der effektivsten Techniken zur Herstellung von Bauteilen in der Automobilindustrie, Luft- und Raumfahrt sowie im allgemeinen Maschinenbau etabliert. Dieser Text beleuchtet die Funktionsweise, Vorteile, Anwendungen und Zukunftsperspektiven der Hydroforming Presse und ihrer Rolle in der modernen Fertigung.
1. Grundlagen des Hydroformings

Hydroforming ist ein Verfahren zur Umformung von Metallblechen oder -rohren, bei dem eine Flüssigkeit (meist Wasser oder Öl) unter hohem Druck verwendet wird, um das Metall in eine Form zu pressen. Anders als bei traditionellen mechanischen Umformprozessen wird das Material hierbei durch den gleichmäßigen Druck der Flüssigkeit in die gewünschte Form gebracht.
1.1. Funktionsprinzip des Hydroformings
Das Hydroforming beginnt mit einem Rohling, der aus einem Metallblech oder -rohr bestehen kann. Dieser Rohling wird in eine speziell geformte Matrize gelegt, die die gewünschte Endform des Werkstücks darstellt. Die Hydroforming Presse übt dann hohen Flüssigkeitsdruck auf den Rohling aus, wodurch das Material gegen die Wände der Matrize gedrückt wird und sich die gewünschte Form annimmt.
Die Hauptvorteile dieses Verfahrens liegen in der gleichmäßigen Druckverteilung und der Fähigkeit, komplexe Formen ohne Schweißnähte oder zusätzliche Bearbeitungsschritte herzustellen. Das Ergebnis sind Bauteile mit hervorragender Oberflächenqualität und gleichmäßiger Materialverteilung.
1.2. Arten des Hydroformings
Es gibt zwei Haupttypen von Hydroforming, abhängig davon, welches Ausgangsmaterial verwendet wird:
- Blech-Hydroforming: Hierbei wird ein Metallblech in eine Form gepresst. Diese Technik wird häufig zur Herstellung von großflächigen Karosserieteilen, wie Motorhauben oder Türen, verwendet.
- Rohr-Hydroforming: Bei dieser Variante wird ein Metallrohr durch Innendruck in eine Form gebracht. Das Rohr-Hydroforming ist ideal für die Herstellung von komplexen Hohlprofilen, wie sie in Fahrzeugrahmen oder Auspuffanlagen vorkommen.
2. Hydroforming Pressen: Aufbau und Funktionsweise
Die Hydroforming Presse ist das zentrale Werkzeug in diesem Umformprozess. Sie besteht aus mehreren Komponenten, die zusammenarbeiten, um das Metall präzise und effizient zu verformen. Eine typische Hydroforming Presse umfasst:
- Ober- und Untermatrize: Diese Matrizen geben die endgültige Form des Werkstücks vor. Sie sind in der Regel aus hochfesten Materialien gefertigt, um dem hohen Druck standzuhalten.
- Flüssigkeitszufuhrsystem: Dieses System ist verantwortlich für das Einleiten der Flüssigkeit unter Druck. In vielen Fällen wird Wasser oder eine spezielle Öl-Wasser-Mischung verwendet, da diese Flüssigkeiten unter hohen Drücken stabil bleiben.
- Hydrauliksystem: Das Herzstück jeder Hydroforming Presse ist das Hydrauliksystem, das den Flüssigkeitsdruck kontrolliert und präzise steuert.
- Steuerungseinheit: Moderne Hydroforming Pressen sind mit computergestützten Steuerungssystemen ausgestattet, die eine genaue Überwachung und Anpassung des Drucks in Echtzeit ermöglichen.
2.1. Flüssigkeitsdruck und Umformkraft
Der Flüssigkeitsdruck ist der entscheidende Faktor für den Umformprozess. Typischerweise werden Drücke zwischen 500 und 10.000 bar verwendet, abhängig vom Material und der Komplexität des Bauteils. Je höher der Druck, desto präziser kann das Material in die Matrize gepresst werden. Dieser gleichmäßige Druck sorgt dafür, dass das Metall sich perfekt an die Form anpasst, ohne dass es zu Rissen oder anderen Materialfehlern kommt.
2.2. Hydraulische Kraftübertragung
Eine der größten Stärken der Hydroforming Presse ist ihre Fähigkeit, extrem hohe Kräfte zu erzeugen und dabei eine gleichmäßige Verteilung dieser Kräfte auf das Werkstück zu gewährleisten. Die hydraulische Kraftübertragung sorgt dafür, dass der Druck genau dort angewendet wird, wo er benötigt wird, was die Präzision des Verfahrens erheblich verbessert.
3. Vorteile des Hydroformings
Hydroforming bietet gegenüber herkömmlichen Umformverfahren wie Stanzen, Tiefziehen oder Biegen mehrere entscheidende Vorteile. Diese Vorteile machen Hydroforming zu einer beliebten Wahl für Hersteller, die komplexe Bauteile mit hoher Präzision und geringen Toleranzen benötigen.
3.1. Materialeinsparungen
Da Hydroforming ohne Schweißnähte oder zusätzliche Bearbeitungsschritte auskommt, kann es erhebliche Materialeinsparungen ermöglichen. Das Ausgangsmaterial wird effizienter genutzt, da keine überschüssigen Ränder abgeschnitten oder verschweißt werden müssen.
3.2. Leichtere und stärkere Bauteile
Durch den gleichmäßigen Druck der Hydroforming Presse können Bauteile mit dünneren Wänden hergestellt werden, ohne dass die Festigkeit beeinträchtigt wird. Dies führt zu leichteren, aber gleichzeitig stärkeren Komponenten, die besonders in der Automobil- und Luftfahrtindustrie von Vorteil sind.
3.3. Hohe Präzision und Oberflächenqualität
Die gleichmäßige Druckverteilung sorgt für eine hervorragende Oberflächenqualität, die oft keine weiteren Bearbeitungsschritte wie Schleifen oder Polieren erfordert. Zudem ermöglicht das Hydroforming eine hohe Maßgenauigkeit, was die Notwendigkeit nachträglicher Anpassungen reduziert.
3.4. Komplexe Geometrien
Einer der größten Vorteile des Hydroformings ist die Möglichkeit, komplexe Geometrien und Formen herzustellen, die mit herkömmlichen Umformverfahren nur schwer oder gar nicht realisierbar wären. Das Verfahren erlaubt es, Hohlprofile mit variierenden Durchmessern und komplexen Kurven in einem einzigen Schritt zu formen.
4. Anwendungen von Hydroforming Pressen
Hydroforming wird in einer Vielzahl von Industrien eingesetzt, die auf leichte, präzise und starke Bauteile angewiesen sind. Einige der wichtigsten Anwendungsbereiche sind:
4.1. Automobilindustrie
In der Automobilindustrie hat sich Hydroforming als eine der effizientesten Methoden zur Herstellung von Struktur- und Karosserieteilen etabliert. Insbesondere die Herstellung von Hohlprofilen für Fahrzeugrahmen und Auspuffanlagen profitiert von den Vorteilen des Rohr-Hydroformings. Bauteile, die durch Hydroforming hergestellt werden, sind leichter und stabiler, was zur Verbesserung der Kraftstoffeffizienz und Sicherheit moderner Fahrzeuge beiträgt.
4.2. Luft- und Raumfahrt
Die Luft- und Raumfahrtindustrie setzt auf Hydroforming, um Bauteile mit extremen Anforderungen an Gewicht und Festigkeit herzustellen. Flugzeugkomponenten wie Rumpfsektionen, Tragflächenverkleidungen und Triebwerksteile werden oft mit Hydroforming gefertigt, da das Verfahren sowohl hohe Präzision als auch eine ausgezeichnete Materialausnutzung bietet.
4.3. Möbelindustrie
Auch in der Möbelindustrie wird Hydroforming zunehmend eingesetzt, insbesondere bei der Herstellung von Rahmen und Strukturelementen für moderne Möbelstücke. Hier ermöglicht das Verfahren die Herstellung von leichten, aber stabilen Bauteilen mit komplexen Formen, die ästhetisch ansprechend und funktional sind.
4.4. Heizungs- und Klimaanlagen
In der Heizungs- und Klimaanlagenindustrie wird Hydroforming zur Herstellung von Rohrleitungen und anderen Bauteilen verwendet, die hohen Drücken und Temperaturen standhalten müssen. Das Verfahren sorgt für eine hohe Festigkeit und Langlebigkeit der Bauteile, was in diesen Anwendungen von entscheidender Bedeutung ist.
5. Herausforderungen und Weiterentwicklungen
Obwohl Hydroforming viele Vorteile bietet, gibt es auch einige Herausforderungen, die es zu bewältigen gilt. Zudem wird ständig an Weiterentwicklungen gearbeitet, um das Verfahren noch effizienter und kostengünstiger zu gestalten.
5.1. Hohe Investitionskosten
Eine der größten Herausforderungen beim Hydroforming ist die hohe Anfangsinvestition in die notwendigen Maschinen und Werkzeuge. Hydroforming Pressen sind teurer als herkömmliche Umformmaschinen, was für kleinere Unternehmen eine Hürde darstellen kann.
5.2. Begrenzte Materialauswahl
Obwohl Hydroforming mit einer Vielzahl von Metallen funktioniert, ist es nicht für alle Materialien geeignet. Weiche Materialien wie Aluminium und Kupfer eignen sich gut für das Verfahren, während härtere Metalle wie Titan oder hochfeste Stähle schwieriger zu verarbeiten sind.
5.3. Forschung und Entwicklung
Um die Effizienz des Hydroformings weiter zu verbessern, wird in der Forschung an neuen Flüssigkeiten, verbesserten Matrizen und fortschrittlichen Steuerungssystemen gearbeitet. Ziel ist es, die Zykluszeiten zu verkürzen und die Produktionskosten zu senken, ohne die Qualität der Bauteile zu beeinträchtigen.
6. Zukunftsperspektiven des Hydroformings
Die Zukunft des Hydroformings sieht vielversprechend aus, insbesondere mit Blick auf die wachsende Nachfrage nach leichten und dennoch starken Bauteilen in der Automobil-, Luftfahrt- und Maschinenbauindustrie. Es ist zu erwarten, dass das Verfahren weiter an Bedeutung gewinnen wird, da die Hersteller nach Wegen suchen, um ihre Produktionsprozesse effizienter und kostengünstiger zu gestalten.
6.1. Automatisierung und Digitalisierung
Ein großer Trend in der Fertigungsindustrie ist die Automatisierung und Digitalisierung der Produktionsprozesse. Hydroforming Pressen der nächsten Generation werden zunehmend mit intelligenten Steuerungssystemen ausgestattet, die den Druck in Echtzeit anpassen und so die Effizienz und Präzision weiter steigern.
6.2. Neue Materialien
Die Entwicklung neuer, leichterer und stärkerer Materialien wird das Hydroforming weiter vorantreiben. Insbesondere in der Automobilindustrie wird an neuen Legierungen und Verbundwerkstoffen gearbeitet, die sich für das Hydroforming eignen und gleichzeitig eine noch bessere Leistungsfähigkeit bieten.
6.3. Nachhaltigkeit
Mit dem Fokus auf Nachhaltigkeit und Umweltschutz werden Hydroforming Pressen zunehmend mit umweltfreundlichen Flüssigkeiten und energieeffizienten Antriebssystemen ausgestattet. Dies wird dazu beitragen, die CO2-Bilanz der Fertigungsprozesse zu verbessern und den Energieverbrauch zu senken.
Das Formpressen von Gummi ist ein weit verbreitetes Verfahren zur Herstellung von Gummikomponenten, die in verschiedenen Branchen eingesetzt werden, von der Automobilindustrie über die Luft- und Raumfahrt bis hin zur Medizintechnik. Dieses Verfahren ist besonders nützlich für die Produktion von Hochleistungsbauteilen, die spezifische mechanische Eigenschaften und hohe Beständigkeit gegenüber extremen Bedingungen aufweisen müssen. In diesem Text werden die Grundlagen des Formpressens von Gummi, die technischen Aspekte des Verfahrens, die Vorteile und Herausforderungen sowie Anwendungen in verschiedenen Industriezweigen detailliert erläutert.
1. Grundlagen des Formpressens von Gummi

Das Formpressen ist ein Umformverfahren, bei dem Rohgummi in eine Form gegeben und unter Hitze und Druck vulkanisiert wird, um die gewünschte Form und Struktur zu erhalten. Es zählt zu den ältesten Methoden der Gummiverarbeitung und wird heute in einer Vielzahl von Anwendungen eingesetzt. Die Komponenten, die durch Formpressen entstehen, sind für ihre hohe Genauigkeit und Beständigkeit bekannt.
1.1. Der Vulkanisationsprozess
Die Vulkanisation ist ein entscheidender Schritt beim Formpressen von Gummi. Dabei wird der Rohgummi durch die Zugabe von Schwefel und andere Additive chemisch verändert, um die Elastizität und Festigkeit des Materials zu erhöhen. Der Gummi wird in einer Form erhitzt und unter Druck gesetzt, wodurch die Vulkanisation eingeleitet wird. Dieser Prozess verleiht dem Gummi seine dauerhafte Form und seine mechanischen Eigenschaften, wie Elastizität, Festigkeit und Temperaturbeständigkeit.
1.2. Arten von Gummi
Beim Formpressen von Gummi werden verschiedene Arten von Kautschuk verwendet, die je nach Anwendung ausgewählt werden. Einige der gängigsten Gummiarten sind:
- Naturkautschuk (NR): Gummi aus Naturkautschuk zeichnet sich durch hervorragende Elastizität, hohe Festigkeit und gute Abriebfestigkeit aus. Er wird häufig in der Automobil- und Maschinenbauindustrie eingesetzt.
- Synthetische Kautschuke: Hierzu gehören Gummiarten wie Neopren (CR), Nitrilkautschuk (NBR), Silikonkautschuk (VMQ) und viele andere. Sie bieten spezielle Eigenschaften, wie Beständigkeit gegen Öl, Hitze, Chemikalien oder UV-Strahlung, und sind daher in spezifischen Anwendungen unverzichtbar.
1.3. Die Formpressmaschine
Die Formpressmaschine, die für das Formpressen von Gummi verwendet wird, besteht aus zwei Teilen: einem Ober- und einem Unterwerkzeug, die die Form geben. Die Rohmaterialien werden in die Form eingebracht und durch Hitze und Druck bearbeitet, um die endgültige Form zu erhalten. Die Form selbst kann in vielen verschiedenen Formen und Größen vorkommen, abhängig von der Komplexität des Bauteils.
2. Technische Aspekte des Formpressens
Das Formpressen von Gummi erfordert eine präzise Kontrolle der Temperatur, des Drucks und der Zeit, um qualitativ hochwertige Endprodukte herzustellen. Moderne Formpressmaschinen verfügen über fortschrittliche Steuerungssysteme, die eine exakte Anpassung dieser Parameter ermöglichen.
2.1. Druck und Temperaturkontrolle
Beim Formpressen von Gummi muss der Druck gleichmäßig auf das Werkstück ausgeübt werden, um eine gleichmäßige Materialverteilung zu gewährleisten. Typische Druckwerte liegen zwischen 50 und 150 bar, abhängig von der Größe und Komplexität des Bauteils. Die Temperatur wird ebenfalls sorgfältig gesteuert und liegt normalerweise im Bereich von 140°C bis 200°C, abhängig vom verwendeten Gummityp und der gewünschten Endfestigkeit.
2.2. Zykluszeiten
Die Zykluszeit, also die Dauer, die das Werkstück in der Form bleibt, variiert je nach Dicke des Bauteils und den Materialeigenschaften. Üblicherweise liegt die Zykluszeit zwischen 2 und 10 Minuten. Während dieser Zeit wird der Rohgummi vulkanisiert und das Material erhält seine endgültigen mechanischen Eigenschaften.
2.3. Materialfluss und Entlüftung
Ein kritischer Aspekt des Formpressens von Gummi ist der Materialfluss in der Form. Der Rohgummi muss sich gleichmäßig in alle Teile der Form verteilen, um eine homogene Dichte und Festigkeit im Endprodukt zu gewährleisten. Entlüftungskanäle in der Form helfen, eingeschlossene Luft während des Prozesses zu entweichen, was die Qualität und die Oberflächenbeschaffenheit des Bauteils verbessert.
3. Arten des Formpressens
Es gibt verschiedene Techniken des Formpressens, die sich in der Art und Weise unterscheiden, wie das Material in die Form eingebracht wird und wie der Druck auf das Werkstück ausgeübt wird.
3.1. Kompressionsformen
Beim Kompressionsformen wird der Rohgummi in eine offene Form gegeben, die dann geschlossen und unter Druck gesetzt wird. Diese Methode ist ideal für einfache, große Bauteile und wird häufig für Dichtungen, Dämpfer und ähnliche Teile verwendet.
3.2. Transferformen
Beim Transferformen wird das Gummimaterial in eine Kammer gegeben und dann durch Kanäle in die Form gedrückt. Diese Technik ist besonders nützlich für komplexere Bauteile mit dünnen Wänden oder Einsätzen. Sie ermöglicht eine präzisere Kontrolle des Materialflusses und wird in der Regel bei Bauteilen mit engen Toleranzen angewendet.
3.3. Spritzpressen
Spritzpressen kombiniert Elemente des Formpressens und des Spritzgießens. Das Rohmaterial wird in die Form eingespritzt und dort unter Druck und Hitze vulkanisiert. Diese Methode eignet sich besonders für die Massenproduktion kleiner und komplexer Teile, wie sie beispielsweise in der Elektronikindustrie benötigt werden.
4. Vorteile des Formpressens von Gummi
Das Formpressen von Gummi bietet mehrere Vorteile gegenüber anderen Herstellungsmethoden. Diese Vorteile machen das Verfahren zu einer bevorzugten Wahl für die Herstellung von Hochleistungsbauteilen in verschiedenen Industriezweigen.
4.1. Hohe Flexibilität
Das Formpressen ermöglicht die Herstellung von Bauteilen in einer Vielzahl von Formen und Größen. Dies macht es besonders geeignet für Anwendungen, bei denen individuelle Anpassungen oder spezielle Geometrien erforderlich sind.
4.2. Geringe Werkzeugkosten
Verglichen mit anderen Fertigungsverfahren wie dem Spritzgießen, sind die Werkzeugkosten beim Formpressen relativ niedrig. Dies ist besonders vorteilhaft für kleinere Produktionsmengen oder Prototypenfertigungen.
4.3. Hohe mechanische Festigkeit
Durch die Vulkanisation wird der Gummi extrem widerstandsfähig gegenüber mechanischen Belastungen. Dies macht die durch Formpressen hergestellten Bauteile ideal für Anwendungen, die eine hohe Belastbarkeit und lange Lebensdauer erfordern.
4.4. Geringer Abfall
Das Formpressen ist ein äußerst effizientes Verfahren, das den Materialabfall minimiert. Überschüssiger Gummi, der aus der Form gedrückt wird, kann in vielen Fällen recycelt und in nachfolgenden Produktionszyklen wiederverwendet werden.
5. Herausforderungen beim Formpressen von Gummi
Trotz der vielen Vorteile bringt das Formpressen von Gummi auch einige Herausforderungen mit sich, insbesondere in Bezug auf die Qualitätssicherung und die Optimierung der Produktionsprozesse.
5.1. Kontrolle der Vulkanisationszeit
Die Vulkanisationszeit ist ein kritischer Faktor für die Qualität des Endprodukts. Eine zu kurze Vulkanisation führt zu unzureichender Aushärtung, während eine zu lange Vulkanisation das Material spröde machen kann. Es erfordert präzise Steuerungssysteme, um diesen Prozess exakt zu kontrollieren.
5.2. Eingeschlossene Luftblasen
Luftblasen, die während des Formpressprozesses im Gummi eingeschlossen werden, können die Festigkeit und Dichte des Bauteils beeinträchtigen. Entlüftungssysteme in der Form und sorgfältige Kontrolle des Materialflusses sind erforderlich, um dieses Problem zu vermeiden.
5.3. Materialschrumpfung
Gummi neigt während der Vulkanisation dazu, zu schrumpfen. Diese Schrumpfung muss bei der Konstruktion der Form berücksichtigt werden, um sicherzustellen, dass die Bauteile die richtigen Abmessungen und Toleranzen einhalten.
6. Anwendungen des Formpressens von Gummi
Das Formpressen von Gummi wird in vielen Industrien eingesetzt, die auf langlebige und widerstandsfähige Bauteile angewiesen sind. Einige der wichtigsten Anwendungsbereiche sind:
6.1. Automobilindustrie
In der Automobilindustrie werden durch Formpressen eine Vielzahl von Gummikomponenten hergestellt, darunter Dichtungen, Dämpfer, Stoßfänger und Schläuche. Diese Bauteile müssen extremen Bedingungen wie Hitze, Kälte, Abrieb und Chemikalien standhalten, was das Formpressen zu einer idealen Methode macht.
6.2. Medizintechnik
In der Medizintechnik werden häufig hochpräzise Gummikomponenten benötigt, wie beispielsweise Dichtungen für medizinische Geräte oder Implantate. Das Formpressen bietet die erforderliche Präzision und Reinheit, die für diese Anwendungen notwendig sind.
6.3. Elektronikindustrie
In der Elektronikindustrie werden Gummikomponenten wie Tasten, Dichtungen und Isolatoren durch Formpressen hergestellt. Diese Bauteile müssen hohe elektrische Isolierung und mechanische Beständigkeit bieten, was durch die präzise Vulkanisation und Materialauswahl beim Formpressen ermöglicht wird.
Das Heißpressen von SMC (Sheet Molding Compound) ist ein bedeutendes Verfahren in der Kunststoff- und Verbundwerkstoffindustrie, das vor allem für die Herstellung von leichten, aber robusten Bauteilen genutzt wird. SMC-Materialien bestehen aus einer Kombination von Harz, Glasfasern und anderen Additiven, die ihnen herausragende mechanische Eigenschaften verleihen. Diese Materialien werden unter Hitze und Druck in speziellen Pressmaschinen geformt, um Bauteile zu erzeugen, die in der Automobilindustrie, Luftfahrt, Elektronik und in vielen anderen Bereichen Verwendung finden.
In diesem Text wird das Verfahren des SMC Heißpressens, seine technischen Anforderungen, die Vorteile und die Herausforderungen sowie die aktuellen Anwendungen in verschiedenen Industrien erläutert.
1. Was ist SMC?
SMC (Sheet Molding Compound) ist ein glasfaserverstärkter Verbundwerkstoff, der in der Fertigungsindustrie weit verbreitet ist. Es handelt sich um eine präzise Mischung aus Glasfasern, thermoplastischen oder thermoset Harzen, Füllstoffen, Pigmenten und anderen Additiven. Die spezifische Zusammensetzung von SMC verleiht dem Material eine hohe Steifigkeit, Festigkeit, Schlagzähigkeit und Beständigkeit gegenüber Chemikalien und Witterungseinflüssen.
1.1. Herstellung von SMC-Materialien
Die Herstellung von SMC beginnt mit der Imprägnierung von Glasfasermatten mit einem Harzgemisch. Das Harz wird gleichmäßig über die Glasfasern verteilt und anschließend durch spezielle Walzen verdichtet, um eine homogene Schicht zu bilden. Diese Schicht wird anschließend in Rollen aufgewickelt und für den späteren Einsatz im Heißpressverfahren gelagert. SMC ist in verschiedenen Dichten und Stärken erhältlich, je nach den Anforderungen der jeweiligen Anwendung.
1.2. Eigenschaften von SMC
SMC hat eine Reihe von Eigenschaften, die es zu einem idealen Material für die Herstellung komplexer Bauteile machen:
- Hohe mechanische Festigkeit: Die Verstärkung durch Glasfasern sorgt für eine hohe Zug- und Biegefestigkeit.
- Geringes Gewicht: Im Vergleich zu metallischen Werkstoffen ist SMC deutlich leichter, was es ideal für Anwendungen macht, bei denen Gewichtseinsparung eine Rolle spielt.
- Gute elektrische Isolierung: SMC ist ein hervorragender Isolator, was es für Anwendungen in der Elektronikindustrie prädestiniert.
- Witterungs- und Chemikalienbeständigkeit: SMC-Bauteile weisen eine hohe Beständigkeit gegen Umwelteinflüsse, Feuchtigkeit und Chemikalien auf.
2. Das Verfahren des SMC Heißpressens
Das Heißpressen ist der zentrale Prozess zur Herstellung von SMC-Bauteilen. Es handelt sich um ein thermisches Umformverfahren, bei dem das Material in eine Form eingelegt und unter hohem Druck und hoher Temperatur geformt wird. Die Form gibt dabei die endgültige Gestalt des Bauteils vor, während die Kombination aus Druck und Hitze den Härtungsprozess des Harzes aktiviert und die Festigkeit des Werkstücks sichergestellt.
2.1. Prozessablauf
Der typische Ablauf des SMC Heißpressens besteht aus mehreren Schritten:
- Vorbereitung des Materials: Die erforderliche Menge an SMC wird von den vorbereiteten Rollen zugeschnitten und in die Form eingebracht.
- Schließen der Form: Die Form wird geschlossen, und der Druck wird auf das Material ausgeübt. Typische Druckwerte liegen zwischen 50 und 150 Tonnen, abhängig von der Größe und Komplexität des Bauteils.
- Erwärmung: Das Material wird auf Temperaturen zwischen 120°C und 160°C erhitzt, um das Harz zu verflüssigen und den Vulkanisationsprozess zu starten.
- Aushärtung: Nach einer bestimmten Zeit härtet das Harz aus und das Bauteil erhält seine endgültige Festigkeit und Form. Die Aushärtungszeit variiert je nach Dicke und Komplexität des Bauteils, liegt aber typischerweise zwischen 1 und 5 Minuten.
- Entformung: Nach der Aushärtung wird die Form geöffnet und das fertige Bauteil entnommen. Anschließend werden eventuelle Überschüsse entfernt und das Bauteil gegebenenfalls nachbearbeitet.
2.2. Werkzeugtechnologie
Die beim Heißpressen verwendeten Werkzeuge und Formen sind entscheidend für die Qualität und Präzision der produzierten Bauteile. Diese Werkzeuge bestehen in der Regel aus gehärtetem Stahl, der hohe Temperaturen und Druckbelastungen aushält. Darüber hinaus können die Formen mit speziellen Beschichtungen versehen werden, um den Materialfluss zu verbessern und die Entformung des Bauteils zu erleichtern.
2.3. Temperatur- und Drucksteuerung
Die Kontrolle von Temperatur und Druck während des Heißpressens ist von größter Bedeutung, um eine gleichmäßige Aushärtung und hohe Qualität des Bauteils zu gewährleisten. Moderne Heißpressmaschinen sind mit computergesteuerten Systemen ausgestattet, die die Temperatur und den Druck während des gesamten Prozesses überwachen und anpassen.
3. Vorteile des SMC Heißpressens
Das Heißpressen von SMC bietet eine Reihe von Vorteilen, die es von anderen Umformverfahren, wie dem Spritzgießen oder dem RTM (Resin Transfer Molding), abheben.
3.1. Kosteneffizienz
Das SMC Heißpressen ist ein äußerst effizientes Verfahren, das sich besonders für die Massenproduktion eignet. Die niedrigen Zykluszeiten und die Möglichkeit, große und komplexe Bauteile in einem einzigen Prozessschritt herzustellen, tragen zur Senkung der Produktionskosten bei.
3.2. Leichtbau
Da SMC im Vergleich zu traditionellen Materialien wie Stahl oder Aluminium ein geringes Gewicht aufweist, eignet es sich hervorragend für Anwendungen im Leichtbau. Dies ist besonders in der Automobilindustrie von Vorteil, wo das Gewicht eines Fahrzeugs entscheidend für den Kraftstoffverbrauch und die CO2-Emissionen ist.
3.3. Hohe Designfreiheit
Mit dem SMC Heißpressen können sehr komplexe und dreidimensionale Bauteile hergestellt werden, die mit anderen Verfahren nur schwer realisierbar wären. Die Formen können präzise gestaltet werden, um die Anforderungen spezifischer Anwendungen zu erfüllen.
3.4. Umweltfreundlichkeit
SMC ist ein recycelbares Material und kann am Ende seines Lebenszyklus in neuen Produkten wiederverwendet werden. Darüber hinaus werden beim Heißpressen im Vergleich zu anderen Verfahren weniger flüchtige organische Verbindungen (VOCs) freigesetzt, was zu einer geringeren Umweltbelastung führt.
4. Herausforderungen des SMC Heißpressens
Trotz seiner vielen Vorteile gibt es auch einige Herausforderungen und Einschränkungen beim SMC Heißpressen, die es zu berücksichtigen gilt.
4.1. Werkzeugkosten
Die Kosten für die Herstellung der Werkzeuge und Formen sind beim SMC Heißpressen relativ hoch, insbesondere wenn hochkomplexe oder große Bauteile hergestellt werden. Dies kann sich negativ auf die Wirtschaftlichkeit bei kleineren Produktionsmengen auswirken.
4.2. Schrumpfung und Verzug
Während des Aushärtungsprozesses kann das SMC-Material schrumpfen oder sich verziehen, was zu Ungenauigkeiten in den Abmessungen des Bauteils führen kann. Um dies zu minimieren, ist eine präzise Kontrolle der Temperatur und Druckverteilung in der Form erforderlich.
4.3. Lange Vorbereitungszeit
Das Zuschneiden und Einlegen des SMC-Materials in die Form kann zeitaufwendig sein, insbesondere bei komplexen Formen. In einigen Fällen ist eine manuelle Positionierung erforderlich, was den Gesamtprozess verlangsamen kann.
5. Anwendungen des SMC Heißpressens
Das SMC Heißpressen wird in einer Vielzahl von Branchen eingesetzt, insbesondere in Bereichen, in denen hohe mechanische Festigkeit, geringes Gewicht und Beständigkeit gegenüber extremen Bedingungen gefordert sind.
5.1. Automobilindustrie
Einer der größten Anwendungsbereiche für SMC ist die Automobilindustrie. SMC wird zur Herstellung von Karosserieteilen, Stoßfängern, Motorabdeckungen, Kotflügeln und anderen strukturellen Komponenten verwendet. Diese Bauteile müssen leicht, fest und widerstandsfähig gegenüber Witterungseinflüssen und Chemikalien sein, was SMC zu einem idealen Material macht.
5.2. Luft- und Raumfahrtindustrie
In der Luft- und Raumfahrt wird SMC ebenfalls zur Herstellung von strukturellen und nicht-strukturellen Komponenten verwendet, bei denen Gewicht und Festigkeit entscheidende Faktoren sind. Das Heißpressen von SMC ermöglicht es, komplexe und leichte Bauteile zu produzieren, die den extremen Bedingungen in der Luft- und Raumfahrt standhalten.
5.3. Elektronikindustrie
SMC-Bauteile finden auch in der Elektronikindustrie Anwendung, insbesondere in der Herstellung von Gehäusen, Schaltschränken und Isolatoren. Die hohe elektrische Isolierfähigkeit und Beständigkeit gegenüber Hitze machen SMC zu einem idealen Material für diese Art von Anwendungen.
5.4. Bauindustrie
In der Bauindustrie werden SMC-Bauteile für Fassadenelemente, Dächer und Verkleidungen verwendet. Dank seiner Beständigkeit gegen Witterungseinflüsse und Chemikalien bietet SMC eine langlebige Lösung für den Einsatz in anspruchsvollen Umgebungen.
6. Zukünftige Entwicklungen im Bereich des SMC Heißpressens
Mit der fortschreitenden Entwicklung von Materialien und Technologien werden auch die Einsatzmöglichkeiten und Effizienz des SMC Heißpressens weiter ausgebaut. Zu den vielversprechendsten Entwicklungen zählen:
- Verbesserte Harzsysteme: Neue Harzformulierungen mit verbesserten mechanischen und thermischen Eigenschaften werden entwickelt, um die Leistungsfähigkeit von SMC-Bauteilen weiter zu steigern.
- Automatisierung des Prozesses: Der Einsatz von Robotik und fortschrittlichen Steuerungssystemen könnte die Vorbereitungs- und Zykluszeiten beim Heißpressen von SMC erheblich verkürzen und die Produktionskosten senken.
- Erweiterte Anwendungen: Mit der wachsenden Nachfrage nach leichten und robusten Materialien in der Automobil-, Luftfahrt- und Bauindustrie wird erwartet, dass die Einsatzbereiche für SMC-Bauteile weiter zunehmen.
Das Metalldrücken, auch als „Drückverfahren“ oder „Spinning“ bekannt, ist ein traditionelles und dennoch modernes Verfahren der Metallumformung, das für die Herstellung rotationssymmetrischer Teile verwendet wird. Mithilfe einer Metalldrückmaschine werden Metallbleche oder -platten durch das Drücken über eine Form gespannt, um Bauteile in zylindrischer, konischer oder komplexeren geometrischen Formen zu fertigen. Dieses Verfahren wird häufig für die Produktion von Prototypen, Kleinserien und spezifischen Anwendungen eingesetzt, bei denen Präzision und Materialeffizienz entscheidend sind.
In diesem Text werden die Funktionsweise von Metalldrückmaschinen, die Arten dieser Maschinen, ihre Einsatzgebiete sowie die Vor- und Nachteile des Verfahrens ausführlich erläutert.
1. Grundprinzip des Metalldrückens

Das Metalldrücken ist ein Kaltumformverfahren, bei dem das Metallblech durch rotierende Werkzeuge in seine endgültige Form gebracht wird. Der Prozess basiert auf dem Prinzip der plastischen Verformung, bei der das Material unter Druck fließt, ohne seine Dicke wesentlich zu verändern. Dieses Verfahren eignet sich hervorragend für die Herstellung von dünnwandigen Bauteilen mit hohem Anspruch an Maßhaltigkeit und Oberflächenqualität.
1.1. Ablauf des Metalldrückens
Der Metalldrückprozess beginnt mit einem kreisförmigen Metallrohling, der auf einem rotierenden Dorn befestigt wird. Dieser Dorn entspricht der gewünschten Endform des Werkstücks. Während der Dorn rotiert, wird das Metallstück durch das Werkzeug gegen den Dorn gedrückt. Der kontinuierliche Druck führt dazu, dass sich das Metall gleichmäßig um den Dorn legt und die Form annimmt.
Das Verfahren ist wiederholbar, und je nach Komplexität des Werkstücks sind mehrere Durchgänge erforderlich, um die gewünschte Form zu erreichen. Typischerweise werden Materialien wie Aluminium, Stahl, Kupfer oder Messing verwendet, die sich leicht plastisch verformen lassen.
1.2. Werkzeuge beim Metalldrücken
Das Herzstück des Metalldrückens ist die Drückwalze, die das Material entlang der rotierenden Achse verformt. Diese Walzen bestehen meist aus gehärtetem Stahl oder Hartmetall, um den hohen Kräften während des Umformprozesses standzuhalten. Die Werkzeuge sind in verschiedenen Größen und Geometrien verfügbar, um eine Vielzahl von Formen herzustellen.
2. Arten von Metalldrückmaschinen
Es gibt verschiedene Typen von Metalldrückmaschinen, die je nach Anforderungen und Komplexität des Umformprozesses eingesetzt werden. Die Wahl der Maschine hängt von der Größe und Form des Werkstücks sowie der geforderten Präzision ab.
2.1. Manuelle Metalldrückmaschinen
Die manuelle Metalldrückmaschine ist die traditionellste Variante und wird vor allem für kleine Serien oder Einzelanfertigungen verwendet. Bei dieser Art von Maschine wird das Werkzeug von einem erfahrenen Bediener gesteuert, der das Metall durch manuelles Drücken und Formen bearbeitet. Diese Maschinen eignen sich gut für Prototypenbau oder Projekte, bei denen Flexibilität und Anpassungsfähigkeit gefragt sind.
2.2. Halbautomatische Metalldrückmaschinen
Halbautomatische Metalldrückmaschinen bieten einen Kompromiss zwischen manueller Steuerung und Automatisierung. Während der Bediener immer noch das Werkzeug steuert, wird die Rotation des Dorns und der Grundprozess von der Maschine automatisiert. Diese Maschinen ermöglichen eine höhere Präzision und schnellere Fertigungszeiten als die rein manuellen Varianten.
2.3. CNC-Metalldrückmaschinen
Die CNC-Metalldrückmaschine ist die fortschrittlichste Variante und wird bei hochpräzisen, wiederholbaren Fertigungsprozessen eingesetzt. CNC (Computerized Numerical Control) bedeutet, dass die Bewegung des Werkzeugs und des Materials durch computergesteuerte Programme präzise gesteuert wird. Dies ermöglicht die Produktion von komplexen Formen mit minimalen Toleranzen und hoher Wiederholgenauigkeit. Diese Maschinen sind besonders in der Luft- und Raumfahrt sowie der Automobilindustrie gefragt, wo hohe Anforderungen an die Qualität der Bauteile gestellt werden.
3. Vorteile des Metalldrückverfahrens
Das Metalldrücken bietet eine Reihe von Vorteilen gegenüber anderen Umformverfahren wie dem Tiefziehen oder der spanenden Bearbeitung. Es ist besonders effizient, wenn es um die Herstellung rotationssymmetrischer Teile geht, da der Materialabfall minimal ist und die Fertigung relativ schnell erfolgt.
3.1. Hohe Materialausnutzung
Einer der größten Vorteile des Metalldrückens ist die hohe Materialausnutzung. Da das Material während des Prozesses nur umgeformt und nicht abgetragen wird, bleibt die Ausgangsdicke des Materials nahezu unverändert. Dies reduziert den Materialverlust erheblich und senkt die Produktionskosten, insbesondere bei teuren Materialien wie Titan oder Edelstahl.
3.2. Geringe Werkzeugkosten
Im Vergleich zu anderen Umformverfahren wie dem Tiefziehen oder dem Pressen sind die Werkzeugkosten beim Metalldrücken deutlich geringer. Dies liegt daran, dass nur der Dorn und die Drückwalzen spezifisch für das Werkstück hergestellt werden müssen, während die übrigen Maschinenkomponenten standardisiert sind.
3.3. Flexibilität in der Formgebung
Metalldrückmaschinen ermöglichen eine hohe Flexibilität bei der Herstellung von Bauteilen in verschiedenen Formen und Größen. Dies ist besonders nützlich für Prototypen und Kleinserien, bei denen häufige Änderungen im Design erforderlich sind. Das Umrüsten der Maschinen für verschiedene Werkstückgeometrien ist vergleichsweise einfach und kostengünstig.
3.4. Hohe Oberflächenqualität
Durch den kontinuierlichen Kontakt zwischen Werkzeug und Werkstück während des Metalldrückens wird eine sehr gleichmäßige und glatte Oberfläche erzielt. Dies reduziert den Bedarf an nachträglicher Oberflächenbearbeitung, was wiederum Zeit und Kosten spart.
4. Herausforderungen beim Metalldrücken
Trotz der vielen Vorteile ist das Metalldrücken ein anspruchsvolles Verfahren, das fundierte Fachkenntnisse und spezielle Maschinen erfordert. Einige der Herausforderungen, die beim Metalldrücken auftreten können, sind:
4.1. Begrenzte Formvielfalt
Das Metalldrücken eignet sich hervorragend für die Herstellung rotationssymmetrischer Bauteile, ist jedoch bei komplexen, nicht-symmetrischen Formen eingeschränkt. Zwar können mit CNC-gesteuerten Maschinen auch komplexere Geometrien realisiert werden, doch sind diese Maschinen deutlich teurer und erfordern eine aufwendigere Programmierung.
4.2. Erhöhter Werkzeugverschleiß
Da beim Metalldrücken kontinuierlich hoher Druck auf die Werkzeuge ausgeübt wird, ist der Verschleiß der Drückwalzen und des Dorns relativ hoch. Insbesondere bei der Bearbeitung harter Werkstoffe wie Titan oder Edelstahl müssen die Werkzeuge häufig gewartet oder ausgetauscht werden.
4.3. Anfälligkeit für Materialfehler
Das Metalldrücken setzt eine gleichmäßige Materialqualität voraus, um optimale Ergebnisse zu erzielen. Schon kleine Unregelmäßigkeiten im Metall können zu Fehlern im fertigen Bauteil führen, wie z. B. Risse oder Unebenheiten. Daher ist es wichtig, hochwertige Rohmaterialien zu verwenden und den Prozess genau zu überwachen.
5. Anwendungen von Metalldrückmaschinen
Metalldrückmaschinen finden in einer Vielzahl von Industrien Anwendung, die rotationssymmetrische Bauteile erfordern. Zu den typischen Anwendungen gehören:
5.1. Luft- und Raumfahrt
In der Luft- und Raumfahrtindustrie werden Metalldrückmaschinen zur Herstellung von Triebwerkskomponenten, Kuppeln, Düsen und anderen Bauteilen verwendet, die hohe Anforderungen an Präzision und Festigkeit erfüllen müssen. Hier kommen vor allem CNC-Metalldrückmaschinen zum Einsatz, da sie eine hohe Wiederholgenauigkeit gewährleisten.
5.2. Automobilindustrie
Auch in der Automobilindustrie spielt das Metalldrücken eine wichtige Rolle. Typische Anwendungen sind die Herstellung von Rädern, Felgen, Auspuffanlagen und anderen Komponenten, bei denen eine rotationssymmetrische Form und eine hohe Oberflächenqualität gefordert sind. Das Verfahren ermöglicht zudem die Herstellung von leichten und dennoch stabilen Bauteilen, was besonders in der Produktion von Elektrofahrzeugen von Vorteil ist.
5.3. Beleuchtungsindustrie
In der Beleuchtungsindustrie werden Metalldrückmaschinen zur Herstellung von Lampenschirmen, Reflektoren und Gehäusen verwendet. Diese Bauteile erfordern oft eine sehr gleichmäßige Oberfläche, die durch das Metalldrückverfahren ohne zusätzliche Nachbearbeitung erzielt werden kann.
5.4. Haushaltsgeräte
Metalldrückmaschinen werden auch in der Produktion von Haushaltsgeräten wie Kochtöpfen, Pfannen und Kesseln eingesetzt. Diese Bauteile müssen nicht nur funktional, sondern auch ästhetisch ansprechend sein. Das Metalldrücken ermöglicht die Herstellung dünnwandiger, formschöner und gleichzeitig robuster Teile.
6. Zukünftige Entwicklungen im Metalldrücken
Mit der fortschreitenden Automatisierung und Digitalisierung in der Fertigungstechnik wird auch das Metalldrückverfahren weiterentwickelt. Zu den zukünftigen Trends gehören:
6.1. Automatisierung und Robotik
In Zukunft wird die Automatisierung im Metalldrücken weiter voranschreiten. Insbesondere in der Serienproduktion werden Roboter zunehmend in den Umformprozess integriert, um die Effizienz zu steigern und die Kosten zu senken. Dies ermöglicht auch eine präzisere und schnellere Bearbeitung komplexer Werkstücke.
6.2. Einsatz von neuen Materialien
Während herkömmliche Metalldrückmaschinen hauptsächlich mit Metallen wie Aluminium und Stahl arbeiten, werden künftig auch neue Materialien wie Faserverbundstoffe und Hochleistungskunststoffe in den Prozess integriert. Diese Materialien bieten eine Kombination aus Leichtigkeit und Festigkeit, die in vielen Hightech-Anwendungen gefordert wird.
6.3. Erweiterte Einsatzmöglichkeiten
Mit der Entwicklung von CNC-gesteuerten Metalldrückmaschinen und fortschrittlichen Softwarelösungen wird es möglich, komplexere und präzisere Bauteile herzustellen. Dies eröffnet neue Einsatzmöglichkeiten in Branchen wie der Medizintechnik, der Elektronik und der Mikroelektronik, wo kleinste Bauteile mit hoher Präzision gefertigt werden müssen.
Falzmaschinen sind essenzielle Werkzeuge in der Blechverarbeitung, die es ermöglichen, Bleche durch Biegen oder Falten in die gewünschte Form zu bringen. Während Standard-Falzmaschinen in der Lage sind, einfache Blechbearbeitungen durchzuführen, gibt es in vielen Industrien Bedarf an speziellen Falzmaschinen, die komplexe und maßgeschneiderte Lösungen bieten können. Diese speziellen Falzmaschinen sind für anspruchsvolle Anwendungen ausgelegt und bieten eine Vielzahl von Funktionen und Anpassungsmöglichkeiten, um den Anforderungen moderner Fertigungsprozesse gerecht zu werden.
In diesem Text wird die Bedeutung von speziellen Falzmaschinen erläutert, ihre Funktionsweise, die verschiedenen Typen sowie ihre Einsatzgebiete. Zudem werden die Vorteile dieser Maschinen sowie die Herausforderungen und zukünftigen Entwicklungen in der Blechbearbeitung behandelt.
1. Einführung in das Falzen von Blech

Das Falzen ist ein weit verbreitetes Verfahren in der Blechbearbeitung, bei dem das Blech entlang einer Linie gebogen wird, um eine Falte oder einen Winkel zu erzeugen. Dieses Verfahren wird verwendet, um Bleche für verschiedene Anwendungen vorzubereiten, von einfachen rechtwinkligen Faltungen bis hin zu komplexen geometrischen Formen. Der Prozess erfordert Präzision und eine gleichmäßige Krafteinwirkung, um die Materialeigenschaften nicht zu beeinträchtigen.
1.1. Grundlagen des Falzens
Beim Falzen wird das Blech zwischen zwei Werkzeugen, meist einer Matrize und einem Stempel, eingespannt und entlang einer vorgegebenen Linie gebogen. Die meisten Falzmaschinen arbeiten mit einem hydraulischen oder mechanischen Antrieb, um die notwendige Kraft aufzubringen. Je nach Dicke und Materialart des Blechs können unterschiedliche Werkzeuge und Einstellungen erforderlich sein, um die gewünschten Ergebnisse zu erzielen.
1.2. Einsatzgebiete des Falzens
Das Falzen findet in einer Vielzahl von Industrien Anwendung, darunter die Automobilindustrie, der Maschinenbau, die Luft- und Raumfahrt, die Bauindustrie sowie die Herstellung von Haushaltsgeräten und Elektronikkomponenten. Besonders bei der Herstellung von Karosserieteilen, Gehäusen und Verkleidungen ist das Falzen ein unverzichtbarer Schritt in der Produktion.
2. Funktionsweise spezieller Falzmaschinen
Spezielle Falzmaschinen unterscheiden sich von Standardmodellen durch ihre erhöhte Flexibilität und die Möglichkeit, komplexe Bearbeitungen durchzuführen. Diese Maschinen sind mit fortschrittlichen Steuerungssystemen ausgestattet, die eine präzise Anpassung an die spezifischen Anforderungen jedes Werkstücks ermöglichen. Darüber hinaus können spezielle Falzmaschinen für die Bearbeitung unterschiedlicher Materialstärken und -typen konfiguriert werden, wodurch sie sich für eine Vielzahl von Anwendungen eignen.
2.1. Steuerung und Automatisierung
Moderne spezielle Falzmaschinen sind in der Regel mit CNC-Steuerungen (Computerized Numerical Control) ausgestattet, die eine exakte und wiederholbare Positionierung der Werkzeuge ermöglichen. Die CNC-Steuerung erlaubt es, den gesamten Biegeprozess zu programmieren und die Bewegungen der Werkzeuge exakt auf das Werkstück abzustimmen. Dies führt zu einer höheren Genauigkeit und Effizienz, insbesondere bei komplexen Biegeformen.
Darüber hinaus sind viele spezielle Falzmaschinen vollständig automatisiert und können in Fertigungslinien integriert werden, um den Produktionsprozess zu beschleunigen und die Fehlerquote zu minimieren. Dies ist besonders in der Massenproduktion von Vorteil, wo Präzision und Wiederholgenauigkeit entscheidend sind.
2.2. Anpassbare Werkzeuge und Matrizen
Ein wesentlicher Vorteil spezieller Falzmaschinen ist die Möglichkeit, maßgeschneiderte Werkzeuge und Matrizen zu verwenden. Dies ermöglicht es, Bleche mit komplexen Formen und Winkeln zu bearbeiten, die mit Standardmaschinen nicht realisierbar wären. Die Werkzeuge können so gestaltet werden, dass sie speziell auf die Anforderungen des jeweiligen Projekts zugeschnitten sind, was zu einer höheren Flexibilität und Produktivität führt.
2.3. Bearbeitung unterschiedlicher Materialien
Während Standard-Falzmaschinen oft auf die Bearbeitung bestimmter Metalle wie Stahl oder Aluminium beschränkt sind, bieten spezielle Falzmaschinen die Möglichkeit, eine Vielzahl von Materialien zu verarbeiten, darunter Edelstahl, Kupfer, Messing, Titan und sogar Kunststoffe. Diese Vielseitigkeit macht sie zu einer wertvollen Investition für Unternehmen, die mit unterschiedlichen Materialien arbeiten und hohe Ansprüche an die Verarbeitungsqualität stellen.
3. Arten von speziellen Falzmaschinen
Es gibt verschiedene Typen von speziellen Falzmaschinen, die je nach Anwendungsbereich und den geforderten Spezifikationen variieren. Diese Maschinen sind auf unterschiedliche Formen der Blechbearbeitung ausgelegt, von einfachen Biegearbeiten bis hin zu komplexen mehrstufigen Bearbeitungsprozessen.
3.1. Schwenkbiegemaschinen
Schwenkbiegemaschinen sind eine Art von speziellen Falzmaschinen, die das Blech um einen festen Winkel biegen. Bei diesen Maschinen wird das Blech auf eine ebene Fläche gelegt, und ein Biegebalken schwenkt um das Werkstück, um die gewünschte Biegung zu erzeugen. Schwenkbiegemaschinen eignen sich besonders für große Blechtafeln und komplexe Biegeformen, da sie eine hohe Flexibilität in der Formgebung bieten.
3.2. Gesenkbiegepressen
Gesenkbiegepressen sind eine weitere Art von speziellen Falzmaschinen, bei denen das Blech zwischen einem Stempel und einer Matrize gebogen wird. Diese Maschinen arbeiten mit einem vertikalen Pressvorgang und eignen sich besonders für die Herstellung präziser Biegungen in dickeren Materialien. Gesenkbiegepressen werden häufig in der Automobil- und Bauindustrie eingesetzt, wo dickere Bleche verarbeitet werden müssen.
3.3. Mehrstufige Biegemaschinen
Mehrstufige Biegemaschinen sind speziell für die Bearbeitung komplexer Werkstücke konzipiert, bei denen mehrere Biegungen in unterschiedlichen Winkeln und Positionen erforderlich sind. Diese Maschinen können in einem einzigen Arbeitsgang mehrere Biegungen durchführen, was die Effizienz erhöht und den Bedarf an manuellen Eingriffen verringert. Mehrstufige Biegemaschinen werden häufig in der Produktion von komplexen Gehäusen und Strukturkomponenten eingesetzt.
4. Vorteile spezieller Falzmaschinen
Spezielle Falzmaschinen bieten zahlreiche Vorteile gegenüber Standardmaschinen, insbesondere wenn es um komplexe Biegeprozesse und spezielle Anforderungen geht.
4.1. Höhere Präzision
Dank der CNC-Steuerung und der Möglichkeit, maßgeschneiderte Werkzeuge zu verwenden, bieten spezielle Falzmaschinen eine außergewöhnlich hohe Präzision. Dies ist besonders wichtig bei der Produktion von Bauteilen, die strengen Toleranzen unterliegen, wie etwa in der Luftfahrt- oder Automobilindustrie.
4.2. Flexibilität in der Produktion
Spezielle Falzmaschinen ermöglichen es, eine breite Palette von Materialien und Formen zu bearbeiten, was sie zu einem unverzichtbaren Werkzeug für Unternehmen macht, die mit unterschiedlichen Projekten und Materialien arbeiten. Die Möglichkeit, die Maschinen für spezifische Anwendungen anzupassen, bietet eine hohe Flexibilität und ermöglicht es, auch unkonventionelle Biegeanforderungen zu erfüllen.
4.3. Zeit- und Kosteneinsparungen
Durch die Automatisierung des Biegeprozesses und die Möglichkeit, mehrere Biegungen in einem einzigen Arbeitsgang durchzuführen, können spezielle Falzmaschinen die Produktionszeit erheblich verkürzen und die Kosten senken. Dies ist besonders in der Serienproduktion von Vorteil, wo Effizienz und Wiederholgenauigkeit entscheidend sind.
4.4. Verbesserte Qualität der Werkstücke
Die hohe Präzision und Wiederholgenauigkeit spezieller Falzmaschinen führt zu einer verbesserten Qualität der gefertigten Werkstücke. Fehler wie ungleichmäßige Biegungen oder Materialschäden werden minimiert, was zu einer höheren Gesamtqualität des Endprodukts führt.
5. Anwendungen spezieller Falzmaschinen
Spezielle Falzmaschinen finden in einer Vielzahl von Industrien Anwendung, in denen komplexe Biegeprozesse und hohe Präzision gefordert sind.
5.1. Luft- und Raumfahrt
In der Luft- und Raumfahrtindustrie sind die Anforderungen an die Bauteilqualität und Präzision besonders hoch. Spezielle Falzmaschinen werden hier zur Herstellung von Strukturbauteilen, Verkleidungen und Gehäusen verwendet, die strengen Toleranzen und Sicherheitsvorschriften unterliegen. Die Möglichkeit, Materialien wie Titan und Aluminium zu bearbeiten, macht diese Maschinen ideal für die Luftfahrtindustrie.
5.2. Automobilindustrie
Auch in der Automobilindustrie sind spezielle Falzmaschinen von großer Bedeutung. Sie werden zur Herstellung von Karosserieteilen, Rahmenstrukturen und Verkleidungen eingesetzt, die hohe Anforderungen an Festigkeit und Präzision stellen. Durch den Einsatz von CNC-gesteuerten Falzmaschinen können Automobilhersteller die Qualität der Bauteile verbessern und gleichzeitig die Produktionskosten senken.
5.3. Bauindustrie
In der Bauindustrie werden spezielle Falzmaschinen zur Herstellung von Fassadenelementen, Dächern und Strukturkomponenten verwendet. Diese Bauteile müssen nicht nur funktional, sondern auch ästhetisch ansprechend sein. Spezielle Falzmaschinen ermöglichen es, Bleche in komplexen Formen und Winkeln zu biegen, was bei der Gestaltung moderner Gebäude von Vorteil ist.
Das Heißpressen von Kunststoffen ist ein etabliertes Verfahren, das in zahlreichen Industrien angewendet wird, um komplexe und präzise Kunststoffteile herzustellen. Dieses Verfahren ermöglicht es, Materialien unter Einwirkung von Wärme und Druck zu formen, was zu hochwertigen, robusten und langlebigen Produkten führt. Heißpressen ist besonders wertvoll in Branchen, die auf präzise und wiederholbare Formgebungsprozesse angewiesen sind, wie die Automobilindustrie, die Elektronikbranche und die Luft- und Raumfahrt.
In diesem Abschnitt wird das Heißpressen von Kunststoffen ausführlich beschrieben. Dabei wird auf die Funktionsweise, die Arten von Heißpressverfahren, die Vor- und Nachteile, die Anwendungsgebiete sowie auf neue Entwicklungen und Trends eingegangen.
1. Grundlagen des Heißpressens

Das Heißpressen, auch bekannt als Thermopressen, ist ein Prozess, bei dem Kunststoffmaterialien unter Verwendung von Hitze und Druck in eine bestimmte Form gepresst werden. Dabei wird das Material auf eine Temperatur erhitzt, bei der es verformbar, aber noch fest genug ist, um seine Struktur zu behalten. Unter Druck wird das Material dann in eine Form gebracht und anschließend abgekühlt, um das gewünschte Endprodukt zu erhalten.
1.1. Materialverhalten beim Heißpressen
Kunststoffe verhalten sich beim Erhitzen anders als Metalle. Thermoplaste, wie Polyethylen (PE), Polypropylen (PP) oder Polycarbonat (PC), werden durch die Hitze verformbar und können wiederholt geformt werden, solange sie unter der thermischen Belastung bleiben. Duroplaste hingegen, wie Epoxidharze oder Melaminharze, härten irreversibel aus, sobald sie einmal erhitzt und geformt wurden.
Die richtigen Temperaturen und Drücke sind entscheidend, um die Qualität des Endprodukts zu sichern. Eine zu niedrige Temperatur oder zu wenig Druck kann zu einer unvollständigen Formung führen, während zu viel Hitze oder Druck das Material beschädigen kann.
1.2. Der Pressvorgang
Beim Heißpressen wird das Rohmaterial, oft in Form von Granulat oder Pulver, in eine vorgefertigte Form eingelegt. Die beiden Teile der Presse – der Stempel und die Matrize – schließen sich und üben Druck auf das Material aus, während die Form erhitzt wird. Dieser Prozess dauert mehrere Minuten bis Stunden, abhängig von der Materialstärke und der Komplexität der Form. Nach der Formung wird das Werkstück abgekühlt und aus der Form entfernt.
Ein wichtiger Vorteil des Heißpressens ist die Fähigkeit, gleichmäßig geformte, qualitativ hochwertige Teile mit präzisen Dimensionen zu erzeugen. Besonders bei großen, strukturellen Kunststoffteilen kommt dieses Verfahren oft zum Einsatz.
2. Arten von Heißpressen
Es gibt mehrere Arten von Heißpressen, die je nach Anforderung und Materialien eingesetzt werden. Jede Variante bietet spezifische Vorteile und ist für bestimmte Anwendungen besser geeignet.
2.1. Kompressionspressen
Das Kompressionspressen ist das einfachste und am weitesten verbreitete Heißpressverfahren. Es eignet sich besonders für die Herstellung von dicken und massiven Teilen. Hierbei wird das Kunststoffmaterial in eine offene Form gelegt, erhitzt und unter hohem Druck verdichtet. Diese Methode wird oft für Duroplaste eingesetzt, da das Material nach dem Aushärten seine Form behält.
2.2. Transferpressen
Bei der Transferpresse wird das erhitzte Kunststoffmaterial in eine Kammer über der Form gegeben und dann unter Druck in die Form gepresst. Dieses Verfahren eignet sich für Materialien, die empfindlich auf den direkten Kontakt mit den Heizplatten reagieren, und ist ideal für die Herstellung kleinerer, komplizierter Bauteile mit feinen Details.
2.3. Folienpressen
Das Folienpressen ist ein spezielles Verfahren, das verwendet wird, um dünne Kunststofffolien oder -platten zu erzeugen. Hierbei wird das Material gleichmäßig in einer Form verteilt und unter hohem Druck in eine dünne, gleichmäßige Schicht gepresst. Dieses Verfahren wird oft für Verpackungsmaterialien oder für die Herstellung von dünnen Bauteilen in der Elektronikindustrie verwendet.
3. Vor- und Nachteile des Heißpressens
Wie jedes industrielle Verfahren hat auch das Heißpressen von Kunststoff seine Vor- und Nachteile. Diese hängen stark von den spezifischen Anforderungen und Materialien ab.
3.1. Vorteile
- Hohe Präzision und Wiederholbarkeit: Heißpressen ermöglicht es, komplexe Formen mit hoher Präzision und Konsistenz herzustellen, was für Serienproduktionen von entscheidender Bedeutung ist.
- Große Materialauswahl: Dieses Verfahren kann für eine Vielzahl von Kunststoffen verwendet werden, einschließlich Thermoplasten und Duroplasten, was eine flexible Materialwahl ermöglicht.
- Hohe Festigkeit der Produkte: Durch den Einsatz von Druck und Hitze entstehen Produkte mit hoher struktureller Festigkeit und langer Lebensdauer.
- Vielseitigkeit: Heißpressen kann für große und kleine Bauteile sowie für dicke und dünne Werkstücke verwendet werden, was es zu einem universellen Verfahren macht.
3.2. Nachteile
- Hohe Investitionskosten: Die Anschaffung von Heißpressmaschinen und Formen kann sehr teuer sein, was die Anfangsinvestitionen erheblich steigert.
- Langer Produktionszyklus: Im Vergleich zu anderen Formgebungsverfahren, wie dem Spritzguss, ist das Heißpressen oft langsamer, was in der Massenproduktion nachteilig sein kann.
- Einschränkungen bei der Komplexität der Form: Besonders bei komplexeren Geometrien stößt das Heißpressen an seine Grenzen, da es schwierig sein kann, gleichmäßigen Druck auf alle Bereiche des Werkstücks auszuüben.
4. Anwendungsgebiete des Heißpressens
Das Heißpressen von Kunststoff hat in vielen Industrien an Bedeutung gewonnen, da es in der Lage ist, Teile mit hoher Festigkeit und Präzision zu fertigen. Besonders in Branchen, die auf maßgeschneiderte Kunststoffteile angewiesen sind, ist dieses Verfahren weit verbreitet.
4.1. Automobilindustrie
In der Automobilindustrie wird das Heißpressen für die Herstellung von strukturellen Komponenten und Verkleidungsteilen aus Kunststoff eingesetzt. Dazu gehören Bauteile wie Stoßfänger, Armaturenbretter und Türverkleidungen, die sowohl ästhetischen als auch funktionalen Ansprüchen gerecht werden müssen. Heißpressen ermöglicht es, diese Teile in hoher Qualität und mit minimalen Toleranzen herzustellen.
4.2. Elektronikindustrie
Die Elektronikbranche nutzt das Heißpressen von Kunststoff für die Herstellung von Gehäusen, Steckverbindern und Isolationsmaterialien. Diese Bauteile müssen präzise gefertigt und oft hitzebeständig sein, da sie unter extremen Bedingungen arbeiten. Das Heißpressen bietet hier die Möglichkeit, Teile zu produzieren, die sowohl funktional als auch langlebig sind.
4.3. Luft- und Raumfahrtindustrie
In der Luft- und Raumfahrtindustrie werden hochfeste, leichte Bauteile benötigt, die extremen Bedingungen standhalten können. Heißgepresste Kunststoffe bieten hier eine hervorragende Lösung, da sie eine hohe Festigkeit aufweisen und gleichzeitig das Gewicht reduzieren. In diesem Bereich werden vor allem Faserverbundwerkstoffe und thermoplastische Kunststoffe verwendet.
4.4. Medizintechnik
Auch in der Medizintechnik ist das Heißpressen ein unverzichtbares Verfahren. Es wird zur Herstellung von medizinischen Geräten, Instrumenten und Implantaten verwendet. Besonders in diesem Sektor sind Präzision, Sterilität und Langlebigkeit von entscheidender Bedeutung, was das Heißpressen zu einer bevorzugten Methode macht.
5. Neue Entwicklungen im Heißpressen von Kunststoffen
Die Technologie des Heißpressens entwickelt sich ständig weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Neue Materialien, Automatisierung und verbesserte Steuerungssysteme haben das Verfahren effizienter und vielseitiger gemacht.
5.1. Verwendung von Faserverbundwerkstoffen
Eine der interessantesten Entwicklungen im Bereich des Heißpressens ist die zunehmende Verwendung von faserverstärkten Kunststoffen. Diese Materialien kombinieren die Festigkeit von Fasern (z.B. Glas- oder Kohlefaser) mit der Flexibilität von Kunststoffen und ergeben so ein leichtes, aber starkes Endprodukt. Besonders in der Automobil- und Luftfahrtindustrie wird diese Technologie zunehmend eingesetzt, um das Gewicht von Bauteilen zu reduzieren und gleichzeitig ihre Festigkeit zu erhöhen.
5.2. Fortschritte in der Prozessautomatisierung
Moderne Heißpressmaschinen sind oft mit hochentwickelten Automatisierungssystemen ausgestattet, die es ermöglichen, den gesamten Prozess zu steuern und zu überwachen. Dies führt zu einer höheren Effizienz und einer geringeren Fehlerquote, was besonders in der Massenproduktion von Vorteil ist. Darüber hinaus ermöglichen Automatisierungssysteme die Anpassung der Parameter in Echtzeit, was zu einer höheren Flexibilität bei der Herstellung führt.
5.3. Nachhaltigkeit im Heißpressprozess
Mit dem zunehmenden Fokus auf Nachhaltigkeit in der Fert
igung spielen auch umweltfreundliche Materialien und Verfahren im Heißpressen eine immer größere Rolle. Unternehmen entwickeln zunehmend biologisch abbaubare Kunststoffe und recycelbare Materialien, die im Heißpressverfahren verwendet werden können, um die Umweltbelastung zu reduzieren.
Gummikissenpressen stellen eine spezielle Art von Umformpressen dar, die in der Industrie zur Herstellung komplexer Bauteile aus Metall und Kunststoff eingesetzt werden. Diese Maschinen nutzen Gummikissen als flexible Matrizen, um Werkstücke unter hohen Drücken zu formen. Durch den Einsatz von Gummikissen wird eine gleichmäßige Verteilung des Drucks über das gesamte Werkstück erreicht, was besonders bei der Bearbeitung von Blechen mit komplexen Geometrien von Vorteil ist.
In diesem umfassenden Text werden die Funktionsweise und Besonderheiten von Gummikissenpressen erläutert. Es werden die Vorteile, Anwendungsgebiete sowie die Entwicklung und Zukunftsperspektiven dieser Technologie betrachtet.
1. Grundlagen des Gummikissenpressens
Das Gummikissenpressen ist ein Verfahren, das auf der Verwendung eines flexiblen Gummikissens basiert, welches als Matrize dient. Das Gummikissen wird in einem geschlossenen Raum unter Druck gesetzt, um das Werkstück gegen eine starre Form zu pressen. Dieses Verfahren ermöglicht es, Werkstücke mit komplexen Geometrien zu formen, die mit herkömmlichen Pressverfahren nur schwer realisierbar wären.
1.1. Aufbau und Funktionsweise
Eine typische Gummikissenpresse besteht aus zwei Hauptelementen: dem Gummikissen und einem starren Werkzeug, das als Form dient. Das Gummikissen wird durch hydraulischen Druck aufgeblasen und verformt das Werkstück, das zwischen dem Kissen und der starren Form eingespannt ist. Der flexible Charakter des Gummikissens ermöglicht eine gleichmäßige Verteilung des Drucks, wodurch das Werkstück präzise in die gewünschte Form gebracht wird.
Das Verfahren ist besonders gut geeignet für das Umformen von Blechen und die Herstellung von Bauteilen mit komplizierten Konturen, da das Gummikissen in der Lage ist, sich an unregelmäßige Oberflächen anzupassen.
1.2. Materialwahl für Gummikissen
Die Gummikissen in diesen Pressen bestehen in der Regel aus hochfestem, hitzebeständigem Gummi, der den extremen Bedingungen des Umformprozesses standhält. Diese Materialien sind darauf ausgelegt, eine Vielzahl von Zyklen zu überstehen, ohne ihre Elastizität zu verlieren. Es gibt verschiedene Arten von Gummikissen, die je nach Anforderung an das Werkstück und die Produktion ausgewählt werden können.
Hochleistungskissen bestehen oft aus synthetischen Gummimaterialien wie Silikon oder Polyurethan, die eine hohe Beständigkeit gegen Abrieb, Hitze und Druck aufweisen.
2. Arten von Gummikissenpressen
Es gibt verschiedene Arten von Gummikissenpressen, die sich je nach Einsatzgebiet und Anforderungen unterscheiden. Jede Art ist auf spezifische industrielle Anwendungen zugeschnitten und bietet ihre eigenen Vorteile.
2.1. Einfach wirkende Gummikissenpressen
Einfach wirkende Gummikissenpressen sind die gängigste Form dieser Maschinen. Bei diesen Pressen wird das Gummikissen von einer Seite gegen das Werkstück gedrückt, um es in die starre Form zu pressen. Diese Maschinen sind ideal für die Herstellung von Bauteilen mit flachen oder leicht gekrümmten Oberflächen.
Einfach wirkende Pressen werden häufig in der Automobilindustrie zur Herstellung von Karosserieteilen und anderen Strukturkomponenten eingesetzt.
2.2. Doppelt wirkende Gummikissenpressen
Doppelt wirkende Gummikissenpressen verwenden zwei Gummikissen, die das Werkstück von beiden Seiten unter Druck setzen. Diese Pressen sind für komplexere Geometrien ausgelegt, bei denen das Werkstück von beiden Seiten verformt werden muss. Sie bieten eine höhere Flexibilität und können in einem einzigen Arbeitsgang mehrfache Umformungen durchführen.
Diese Maschinen finden in der Luft- und Raumfahrt sowie in der Herstellung von Spezialteilen Anwendung, bei denen höchste Präzision gefordert ist.
2.3. Hydraulische Gummikissenpressen
Hydraulische Gummikissenpressen nutzen hydraulischen Druck, um das Gummikissen gegen das Werkstück zu pressen. Diese Maschinen sind besonders leistungsstark und können hohe Drücke erzeugen, was sie ideal für die Bearbeitung von dicken und widerstandsfähigen Materialien macht. Sie werden häufig für die Herstellung von Metallkomponenten eingesetzt, die hohen Belastungen standhalten müssen.
3. Vorteile des Gummikissenpressens
Das Gummikissenpressen bietet zahlreiche Vorteile gegenüber herkömmlichen Umformverfahren. Diese Vorteile machen die Technologie besonders attraktiv für Industrien, die auf Präzision und Flexibilität angewiesen sind.
3.1. Gleichmäßige Druckverteilung
Einer der größten Vorteile des Gummikissenpressens ist die gleichmäßige Druckverteilung über das gesamte Werkstück. Da das Gummikissen flexibel ist, kann es sich an die Form des Werkstücks anpassen und gleichmäßig Druck auf alle Bereiche ausüben. Dies ist besonders vorteilhaft bei der Bearbeitung von Blechen mit unregelmäßigen oder komplexen Geometrien, da Verformungen minimiert und die Maßgenauigkeit erhöht werden.
3.2. Flexibilität bei der Materialwahl
Das Gummikissenpressen kann für eine Vielzahl von Materialien verwendet werden, darunter Stahl, Aluminium, Kupfer und verschiedene Kunststoffe. Die Flexibilität des Gummikissens ermöglicht es, Werkstücke unterschiedlicher Materialstärken und -arten in derselben Maschine zu bearbeiten, was die Vielseitigkeit des Verfahrens erhöht.
3.3. Kosteneffizienz
Obwohl Gummikissenpressen in der Anschaffung teurer sein können als herkömmliche Pressen, bieten sie langfristig erhebliche Kosteneinsparungen. Die Flexibilität der Maschine und die Möglichkeit, verschiedene Materialien und Formen ohne kostspielige Werkzeugwechsel zu verarbeiten, reduzieren die Produktionskosten und erhöhen die Effizienz. Zudem sind Gummikissen in der Regel langlebig und müssen nur selten ausgetauscht werden.
3.4. Schonende Materialverarbeitung
Ein weiterer Vorteil ist die schonende Behandlung des Materials. Da das Gummikissen den Druck gleichmäßig verteilt, treten weniger Spannungen und Verformungen im Material auf. Dies führt zu einer höheren Qualität der fertigen Werkstücke und reduziert die Notwendigkeit für Nachbearbeitungen.
4. Anwendungsgebiete der Gummikissenpressen
Gummikissenpressen finden in einer Vielzahl von Industrien Anwendung, insbesondere dort, wo komplexe Bauteile mit hohen Anforderungen an Präzision und Maßgenauigkeit gefertigt werden müssen.
4.1. Automobilindustrie
In der Automobilindustrie werden Gummikissenpressen häufig zur Herstellung von Karosserieteilen, Verkleidungen und Strukturbauteilen verwendet. Die gleichmäßige Druckverteilung ermöglicht es, Bauteile mit komplexen Geometrien und engen Toleranzen herzustellen, was für die Fahrzeugproduktion von entscheidender Bedeutung ist. Auch dünne Bleche, wie sie oft in der Automobilproduktion verwendet werden, lassen sich effizient und präzise verformen.
4.2. Luft- und Raumfahrt
Die Luft- und Raumfahrtindustrie stellt hohe Anforderungen an die Präzision und Festigkeit der Bauteile. Gummikissenpressen werden hier eingesetzt, um leichte, aber hochfeste Komponenten aus Aluminium und Titan zu fertigen, die den extremen Belastungen in der Luft- und Raumfahrt standhalten müssen. Da viele dieser Bauteile komplexe Formen aufweisen, ist die Flexibilität der Gummikissenpressen ein großer Vorteil.
4.3. Elektronikindustrie
Auch in der Elektronikindustrie werden Gummikissenpressen verwendet, insbesondere zur Herstellung von Gehäusen und Bauteilen für elektronische Geräte. Die Fähigkeit, dünne und empfindliche Materialien präzise zu formen, ist hier von großer Bedeutung. Gummikissenpressen ermöglichen es, kleine und komplexe Teile herzustellen, die in der modernen Elektronikproduktion häufig benötigt werden.
4.4. Bauindustrie
In der Bauindustrie finden Gummikissenpressen Anwendung bei der Herstellung von Bauelementen, Fassaden und Verkleidungen. Diese Bauteile müssen sowohl funktional als auch ästhetisch ansprechend sein. Gummikissenpressen ermöglichen es, Bauteile mit glatten Oberflächen und gleichmäßigen Verformungen zu fertigen, was bei der Gestaltung moderner Gebäude von Vorteil ist.
5. Herausforderungen und Weiterentwicklungen
Obwohl Gummikissenpressen viele Vorteile bieten, gibt es auch Herausforderungen, die bei der Implementierung und Nutzung dieser Technologie berücksichtigt werden müssen.
5.1. Hohe Investitionskosten
Die Anschaffungskosten für Gummikissenpressen sind im Vergleich zu herkömmlichen Pressen relativ hoch. Besonders die Herstellung der Gummikissen und deren Anpassung an spezifische Produktionsanforderungen können kostspielig sein. Allerdings amortisieren sich diese Investitionen oft durch die Kosteneinsparungen in der Produktion und die Flexibilität der Maschinen.
5.2. Begrenzte Lebensdauer der Gummikissen
Obwohl die Gummikissen in den Pressen robust und langlebig sind, unterliegen sie dennoch einem Verschleiß. Besonders bei der Verarbeitung harter Materialien oder bei hohen Drücken können die Gummikissen beschädigt werden und müssen ausgetauscht werden. Die Lebensdauer der Kissen hängt stark von der Art der verwendeten Materialien und der Intensität der Nutzung ab.
5.3. Entwicklungen in der Automatisierung
Ein Bereich, in dem Gummikissenpressen weiterentwickelt werden, ist die Automatisierung. Moderne Gummikissenpressen sind oft mit automatischen Steuerungssystemen ausgestattet, die den Druck und die Temperatur während des gesamten Umformprozesses überwachen und anpassen. Dies ermöglicht eine höhere Präzision und Effizienz in der Produktion. Zukünftige Entwicklungen zielen darauf ab, die Automatisierung noch weiter voranzutreiben und die Integration in Industrie-4.0-Umgebungen zu erleichtern.
Das Formpressen von Kunststoff ist eines der wichtigsten und am weitesten verbreiteten Verfahren zur Herstellung von Bauteilen aus thermoplastischen und duroplastischen Kunststoffen. Dieses Verfahren ermöglicht es, Materialien in feste, definierte Formen zu bringen, indem Druck und Wärme auf ein Kunststoffmaterial ausgeübt werden. Das resultierende Bauteil besitzt die gewünschte Geometrie und kann sowohl funktionale als auch ästhetische Eigenschaften haben.
In diesem umfassenden Text wird das Formpressen von Kunststoff in all seinen Facetten beleuchtet. Angefangen von den Grundlagen und der Funktionsweise des Verfahrens über die unterschiedlichen Arten des Formpressens bis hin zu den zahlreichen Anwendungsgebieten und den Zukunftsaussichten dieses bedeutenden Herstellungsverfahrens.
1. Grundlagen des Formpressens

Das Formpressen von Kunststoff ist ein Umformverfahren, bei dem ein Kunststoffmaterial in eine Form eingebracht und unter Anwendung von Druck und Wärme in die gewünschte Form gepresst wird. Die Eigenschaften des fertigen Bauteils hängen von mehreren Faktoren ab, wie der Art des Kunststoffs, der Temperatur, dem Druck und der Geometrie der Form.
1.1. Verfahren
Beim Formpressen wird das Kunststoffmaterial – in der Regel in Form von Pulver, Granulat oder Platten – in eine vorgeheizte Form gegeben. Diese Form besteht aus zwei Hälften, die beim Schließen der Presse das Material umschließen. Durch den Druck, der auf das Material ausgeübt wird, passt es sich der Form an und erhält seine endgültige Gestalt.
Die Form wird nach Erreichen der gewünschten Aushärtung oder Abkühlung geöffnet, und das fertige Bauteil kann entnommen werden. Je nach Art des verwendeten Kunststoffs kann dieser Schritt variieren, da Thermoplaste und Duroplaste unterschiedlich verarbeitet werden.
1.2. Materialwahl
Für das Formpressen eignen sich verschiedene Kunststoffarten, wobei Thermoplaste und Duroplaste die beiden Hauptgruppen darstellen. Thermoplaste können mehrfach erhitzt und geformt werden, was das Formpressen zu einem flexiblen und wiederholbaren Prozess macht. Duroplaste hingegen härten bei der Verarbeitung irreversibel aus und sind besonders für Anwendungen geeignet, bei denen hohe Festigkeit und Temperaturbeständigkeit gefordert sind.
2. Arten des Formpressens
Es gibt verschiedene Arten des Formpressens, die sich durch die spezifische Art der Materialzufuhr, den Druckaufbau und die Geometrie der Bauteile unterscheiden. Diese Varianten des Formpressens sind auf unterschiedliche Anwendungsfälle und Materialanforderungen abgestimmt.
2.1. Heißpressen
Beim Heißpressen wird das Kunststoffmaterial in die vorgeheizte Form eingelegt, die dann unter Druck geschlossen wird. Das Material wird dabei unter hoher Temperatur verformt und passt sich der Form an. Heißpressen wird vor allem für Duroplaste und Verbundwerkstoffe eingesetzt, da diese unter Wärmeeinwirkung vernetzen und aushärten.
Diese Art des Formpressens wird häufig bei der Herstellung von Komponenten eingesetzt, die hohe Anforderungen an die mechanischen Eigenschaften haben, wie z. B. Bauteile für die Automobil- und Elektroindustrie.
2.2. Kaltpressen
Das Kaltpressen ist eine Variante des Formpressens, bei der das Kunststoffmaterial bei Raumtemperatur in die Form eingegeben wird. Der Druck formt das Material ohne zusätzliche Wärmezufuhr. Diese Methode wird vor allem für thermoplastische Materialien angewendet, die bereits durch den Druck geformt werden können.
Das Kaltpressen bietet den Vorteil einer schnelleren Verarbeitungszeit, da keine Energie für das Erhitzen des Materials aufgewendet werden muss. Diese Technik wird häufig in der Verpackungsindustrie eingesetzt, wo eine schnelle und effiziente Herstellung von Produkten erforderlich ist.
2.3. Pulverpressen
Beim Pulverpressen wird Kunststoffmaterial in Pulverform verwendet. Dieses Pulver wird in die Form eingefüllt und anschließend durch Druck und manchmal auch Wärme zu einem festen Bauteil geformt. Das Pulverpressen ist besonders geeignet für die Herstellung von Bauteilen mit sehr feinen Strukturen oder komplexen Geometrien.
Diese Methode findet Anwendung in der Elektronikindustrie, wo kleine, präzise Bauteile benötigt werden, die hohe Festigkeit und Stabilität bieten müssen.
3. Vorteile des Formpressens
Das Formpressen von Kunststoff bietet eine Reihe von Vorteilen, die es zu einem bevorzugten Verfahren in vielen Industrien machen. Diese Vorteile umfassen sowohl technische als auch wirtschaftliche Aspekte.
3.1. Vielseitigkeit
Einer der größten Vorteile des Formpressens ist seine Vielseitigkeit. Das Verfahren kann für eine breite Palette von Kunststoffarten eingesetzt werden, von flexiblen Thermoplasten bis hin zu hochfesten Duroplasten. Zudem ist das Formpressen in der Lage, Bauteile mit unterschiedlichen Geometrien, Größen und Materialstärken herzustellen, was es für verschiedene Anwendungsbereiche geeignet macht.
3.2. Kosteneffizienz
Das Formpressen ist im Vergleich zu anderen Umformverfahren wie dem Spritzgießen oder dem Extrudieren oft kostengünstiger, besonders bei kleineren Stückzahlen oder bei der Herstellung von Prototypen. Die Formen, die beim Formpressen verwendet werden, sind in der Regel einfacher und günstiger herzustellen, was die anfänglichen Investitionskosten senkt.
3.3. Hohe Materialausnutzung
Ein weiterer Vorteil des Formpressens ist die hohe Materialausnutzung. Da das Material während des Pressvorgangs exakt in die Form gebracht wird, gibt es nur sehr wenig Materialabfall. Dies ist besonders vorteilhaft in Industrien, in denen die Materialkosten eine wichtige Rolle spielen.
3.4. Präzision und Maßgenauigkeit
Das Formpressen ermöglicht die Herstellung von Bauteilen mit hoher Maßgenauigkeit und Oberflächenqualität. Besonders bei Anwendungen, bei denen enge Toleranzen gefordert sind, wie z. B. in der Elektronik- oder Luftfahrtindustrie, bietet das Formpressen eine hohe Präzision.
4. Anwendungsgebiete des Formpressens
Das Formpressen von Kunststoff wird in einer Vielzahl von Industrien eingesetzt, da es für die Herstellung von Bauteilen mit unterschiedlichen Anforderungen geeignet ist. Hier sind einige der wichtigsten Anwendungsgebiete dieses Verfahrens.
4.1. Automobilindustrie
In der Automobilindustrie wird das Formpressen von Kunststoff häufig zur Herstellung von Verkleidungen, Strukturkomponenten und anderen Bauteilen eingesetzt. Besonders Duroplaste finden hier Anwendung, da sie eine hohe Festigkeit und Temperaturbeständigkeit aufweisen. Die Fähigkeit, komplexe Formen herzustellen, macht das Formpressen besonders attraktiv für diese Branche.
4.2. Elektronikindustrie
Die Elektronikindustrie profitiert von der Präzision und Maßgenauigkeit des Formpressens. Gehäuse, Halterungen und andere Bauteile für elektronische Geräte werden häufig durch Formpressen hergestellt. Insbesondere das Pulverpressen ermöglicht die Herstellung kleiner, komplexer Bauteile mit hoher Genauigkeit.
4.3. Luft- und Raumfahrtindustrie
Auch in der Luft- und Raumfahrtindustrie spielt das Formpressen eine wichtige Rolle. Leichte und hochfeste Bauteile aus Verbundwerkstoffen, die den extremen Belastungen in der Luftfahrt standhalten müssen, werden oft durch Formpressen hergestellt. Diese Bauteile müssen sowohl funktionale als auch sicherheitstechnische Anforderungen erfüllen.
4.4. Verpackungsindustrie
In der Verpackungsindustrie wird das Formpressen häufig eingesetzt, um Verpackungen und Behälter aus Kunststoff herzustellen. Diese Bauteile müssen oft flexibel und kostengünstig in großen Stückzahlen produziert werden. Hier bietet das Kaltpressen eine schnelle und effiziente Lösung.
5. Herausforderungen und Weiterentwicklungen
Trotz der zahlreichen Vorteile des Formpressens gibt es auch Herausforderungen, die mit dem Verfahren verbunden sind. Dazu zählen insbesondere die technischen Anforderungen an die Maschinen sowie die Auswahl der richtigen Materialien.
5.1. Hohe Anfangsinvestitionen
Die Herstellung der Presswerkzeuge und Formen kann kostspielig sein, insbesondere bei komplexen Geometrien. Diese hohen Investitionskosten können für kleine Unternehmen oder bei der Herstellung von Prototypen eine Herausforderung darstellen.
5.2. Einschränkungen bei der Formgebung
Obwohl das Formpressen in vielen Bereichen sehr flexibel ist, gibt es Einschränkungen bei der Formgebung, insbesondere bei extrem komplexen oder filigranen Geometrien. In solchen Fällen müssen oft zusätzliche Bearbeitungsschritte wie das Nachschneiden oder Bohren eingesetzt werden.
5.3. Materialauswahl
Die Auswahl des richtigen Materials ist entscheidend für den Erfolg des Formpressens. Besonders bei Duroplasten, die während des Pressvorgangs irreversibel aushärten, müssen Materialeigenschaften wie Festigkeit, Temperaturbeständigkeit und Aushärtezeit genau berücksichtigt werden.
5.4. Automatisierung und Industrie 4.0
Mit dem zunehmenden Einsatz von Automatisierung und Industrie-4.0-Technologien entwickeln sich auch die Formpressverfahren weiter. Moderne Maschinen sind oft mit Sensoren und Steuerungssystemen ausgestattet, die den Prozess in Echtzeit überwachen und anpassen können. Dies ermöglicht eine höhere Effizienz, Präzision und Flexibilität in der Produktion.
Gummipressen spielen eine zentrale Rolle in der Herstellung von elastomeren Bauteilen. Von Dichtungen und Dämpfern bis hin zu Reifen und komplexen Gummi-Metall-Verbindungen – Gummipressen sind in vielen Industrien unverzichtbar. Dieses Verfahren bietet sowohl technologische Präzision als auch Flexibilität, was es ideal für die Verarbeitung von Gummi und ähnlichen Materialien macht.
In diesem Text geben wir einen umfassenden Überblick über die Funktionsweise, die verschiedenen Typen von Gummipressen, deren Einsatzmöglichkeiten sowie die Herausforderungen und Zukunftsperspektiven in diesem Bereich.
1. Die Grundlagen der Gummipressen
Gummipressen sind spezielle Maschinen, die verwendet werden, um Rohgummi oder elastomere Materialien in eine Form zu bringen und diese unter Druck und Wärme zu vulkanisieren. Während des Pressvorgangs wird das Gummimaterial in die Form eingeführt, wo es unter dem Einfluss von Wärme und Druck seine endgültige Struktur erhält.
1.1. Vulkanisation und deren Bedeutung
Ein entscheidender Schritt in der Verarbeitung von Gummi ist die Vulkanisation. Bei diesem Prozess werden Schwefelverbindungen in das Gummimaterial eingebracht, wodurch das Material eine dauerhafte, vernetzte Struktur erhält. Diese Vernetzung verbessert die Festigkeit, Elastizität und Temperaturbeständigkeit des Gummis und ist ein wesentlicher Bestandteil des Gummipressverfahrens.
Die Vulkanisation verleiht dem Gummi zudem eine erhöhte Beständigkeit gegen chemische Einflüsse, Abnutzung und Witterungseinflüsse, was es ideal für den Einsatz in anspruchsvollen Anwendungen wie der Automobil- und Luftfahrtindustrie macht.
1.2. Funktionsweise von Gummipressen
Eine Gummipresse besteht in der Regel aus zwei Hauptkomponenten: dem Ober- und dem Unterwerkzeug, die zusammen eine Form bilden. In diese Form wird der Rohgummi eingelegt, der anschließend unter Druck und Hitze in die gewünschte Form gepresst und vulkanisiert wird.
Die Temperaturen während des Vulkanisationsprozesses liegen in der Regel zwischen 150 und 200 Grad Celsius, während der Druck je nach Anwendung und Material bei mehreren Tonnen liegen kann. Dieser Druck sorgt dafür, dass sich das Material gleichmäßig in der Form verteilt und alle Ecken und Kanten ausfüllt.
2. Verschiedene Arten von Gummipressen
Es gibt verschiedene Typen von Gummipressen, die sich je nach Anwendungsbereich und den spezifischen Anforderungen des herzustellenden Produkts unterscheiden. Zu den gängigsten Pressenarten gehören die folgenden:
2.1. Transferpressen
Transferpressen sind eine der am häufigsten verwendeten Arten von Gummipressen. Bei diesem Verfahren wird der Rohgummi zunächst in eine Kammer über der Form gegeben und anschließend durch einen Kolben in die Form gepresst. Der Druck und die Wärme führen zur Vulkanisation des Gummis.
Transferpressen bieten den Vorteil, dass sie auch für komplexe Bauteile mit filigranen Strukturen geeignet sind. Zudem ermöglicht dieses Verfahren eine hohe Präzision und Wiederholbarkeit, was es ideal für die Herstellung von Dichtungen und anderen hochpräzisen Gummibauteilen macht.
2.2. Kompressionspressen
Bei Kompressionspressen wird der Rohgummi direkt in die offene Form eingelegt, die anschließend geschlossen und unter Druck gesetzt wird. Dieses Verfahren ist besonders geeignet für größere Bauteile oder Produkte mit einfacher Geometrie. Die Kompressionspresse ist eine der ältesten und bewährtesten Methoden zur Verarbeitung von Gummi und wird bis heute in vielen Industrien eingesetzt.
Ein Vorteil der Kompressionspressen ist die einfache Handhabung und die vergleichsweise geringen Maschinenkosten. Allerdings ist der Materialüberschuss bei diesem Verfahren oft größer, da der Rohgummi vor dem Schließen der Form manuell dosiert werden muss.
2.3. Spritzpressen
Die Spritzpresse, auch Spritzgussmaschine genannt, kombiniert die Vorteile des Spritzgießens mit der Präzision einer Gummipresse. Bei diesem Verfahren wird der Rohgummi in einem Extruder aufbereitet und anschließend unter hohem Druck in die Form gespritzt. Dies ermöglicht eine schnelle und effiziente Produktion von Bauteilen, insbesondere bei großen Stückzahlen.
Spritzpressen werden häufig in der Automobil- und Konsumgüterindustrie eingesetzt, wo hohe Produktionsraten gefordert sind. Sie bieten den Vorteil einer hohen Automatisierung und minimalem Materialverlust, da der Gummi präzise dosiert und in die Form eingespritzt wird.
3. Vorteile der Gummipressen
Gummipressen bieten eine Vielzahl von Vorteilen, die sie zu einer bevorzugten Wahl für die Herstellung von elastomeren Bauteilen machen. Diese Vorteile liegen sowohl in der Flexibilität des Verfahrens als auch in den technischen Eigenschaften der gepressten Bauteile.
3.1. Vielseitigkeit
Einer der größten Vorteile von Gummipressen ist ihre Vielseitigkeit. Sie können für die Herstellung einer breiten Palette von Bauteilen eingesetzt werden, von einfachen Gummidichtungen bis hin zu komplexen Gummi-Metall-Verbindungen. Zudem eignen sich Gummipressen für die Verarbeitung verschiedener Gummisorten, darunter Naturkautschuk, synthetischer Kautschuk und Silikone.
3.2. Hohe Präzision
Moderne Gummipressen bieten eine hohe Präzision bei der Herstellung von Bauteilen. Dies ist besonders wichtig in Industrien wie der Automobil- oder Medizintechnik, wo enge Toleranzen und eine hohe Maßgenauigkeit gefordert sind. Durch den Einsatz von präzisen Formen und computergesteuerten Maschinen können Bauteile hergestellt werden, die den höchsten Qualitätsstandards entsprechen.
3.3. Effizienz
Durch den hohen Automatisierungsgrad moderner Gummipressen kann eine schnelle und effiziente Produktion gewährleistet werden. Dies führt zu kürzeren Zykluszeiten und einer höheren Produktionskapazität, was insbesondere in der Massenproduktion von Vorteil ist. Gleichzeitig sorgen präzise Steuerungssysteme dafür, dass der Materialverbrauch optimiert und der Abfall minimiert wird.
4. Anwendungsgebiete der Gummipressen
Gummipressen werden in einer Vielzahl von Industrien eingesetzt, da sie für die Herstellung unterschiedlichster elastomerer Bauteile geeignet sind. Hier sind einige der wichtigsten Anwendungsgebiete:
4.1. Automobilindustrie
In der Automobilindustrie spielen Gummipressen eine zentrale Rolle bei der Herstellung von Dichtungen, Schläuchen, Dämpfungselementen und Reifen. Gummi wird hier aufgrund seiner hohen Elastizität, Beständigkeit und Dämpfungseigenschaften geschätzt. Gummipressen ermöglichen die präzise und effiziente Produktion dieser Bauteile, die den hohen Belastungen im Fahrzeuginnen- und Außenbereich standhalten müssen.
4.2. Bauindustrie
In der Bauindustrie werden Gummipressen zur Herstellung von Dichtungen und Isoliermaterialien verwendet. Gummidichtungen spielen eine wichtige Rolle beim Abdichten von Fenstern, Türen und Fugen, um das Eindringen von Wasser und Luft zu verhindern. Die Flexibilität und Beständigkeit von Gummi machen es zu einem idealen Material für diese Anwendungen.
4.3. Medizintechnik
In der Medizintechnik werden Gummipressen zur Herstellung von medizinischen Geräten und Bauteilen wie Spritzenkolben, Dichtungen und Schläuchen eingesetzt. Die Anforderungen an die Hygiene und Präzision in diesem Bereich sind besonders hoch, und Gummipressen ermöglichen die Herstellung von Bauteilen, die diesen strengen Anforderungen gerecht werden.
4.4. Luft- und Raumfahrtindustrie
Auch in der Luft- und Raumfahrtindustrie kommen Gummipressen zum Einsatz. Hier werden elastomere Bauteile benötigt, die extremen Temperaturen und Druckverhältnissen standhalten können. Gummidichtungen und Dämpfer spielen eine entscheidende Rolle für die Sicherheit und Zuverlässigkeit von Flugzeugen und Raumfahrzeugen.
5. Herausforderungen und Zukunftsperspektiven
Obwohl Gummipressen ein bewährtes und vielseitiges Verfahren zur Verarbeitung von Gummi darstellen, gibt es dennoch Herausforderungen, die in der Zukunft gelöst werden müssen.
5.1. Materialoptimierung
Die Auswahl des richtigen Gummimaterials ist entscheidend für die Qualität des Endprodukts. Die Forschung und Entwicklung neuer Elastomermischungen, die verbesserte Eigenschaften wie höhere Temperaturbeständigkeit oder verbesserte Beständigkeit gegen Chemikalien bieten, wird weiterhin ein wichtiges Thema sein.
5.2. Nachhaltigkeit und Recycling
Mit dem steigenden Bewusstsein für Umweltfragen wird auch die Nachhaltigkeit in der Gummiverarbeitung immer wichtiger. Die Entwicklung umweltfreundlicherer Elastomere und Verfahren zur Wiederverwertung von Gummiresten ist ein zentrales Thema in der Branche. Hierbei wird auch der Einsatz von nachwachsenden Rohstoffen wie Naturkautschuk eine immer größere Rolle spielen.
5.3. Automatisierung und Digitalisierung
Die Automatisierung und Digitalisierung von Produktionsprozessen schreiten in allen Industrien voran, und die Gummiverarbeitung bildet hier keine Ausnahme. Moderne Gummipressen sind oft mit Sensoren und Steuerungssystemen ausgestattet, die den Pressvorgang in Echtzeit überwachen und optimieren können. Dies ermöglicht eine noch höhere Präzision und Effizienz in der Produktion.
Maschinenprogramm für die Metallbearbeitung
Unsere Metallbearbeitungsmaschinen sind:
- Rohrbiegemaschine
- Horizontale Presse
- Bandsäge für Metall
- Profilbiegemaschine
- Tiefziehpresse
- Rundschweißmaschine
- Kantenschneide-Bördelmaschine
- Topf- und Pfannenpoliermaschine
- Poliermaschine für flache Oberflächen
Wir entwerfen, fertigen und montieren komplette Produktionslinien für Kochgeschirr, Küchengeschirr, Hotelgeschirr und Besteck sowie einzelne Maschinen für einen bestimmten Zweck